|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Понятие производственной логистики ⇐ ПредыдущаяСтр 3 из 3
Материальный поток на своем пути от первичного ис точника сырья до конечного потребителя проходит ряд про изводственных звеньев. Управление материальным потоком на этом этапе имеет свою специфику и носит название про изводственной логистики. Напомним содержание термина “производство”. Как из вестно, общественное производство подразделяется на ма териальное и нематериальное (рис. 45). Производственная логистика рассматривает процессы, происходящие в сфере материального производства. | Целью производственной логистики является оптими зация материальных потоков внутри предприятий, создаю щих материальные блага или оказывающих такие матери альные услуги, как хранение, фасовка, развеска, укладка и др. Характерная черта объектов изучения в производствен ной логистике — их территориальная компактность. В ли тературе их иногда называют “островными объектами ло гистики”. Участников логистического процесса в рамках произ водственной логистики связывают внутрипроизводственные отношения (в отличие от участников логистического про цесса на макроуровне, связанных товарно-денежнымиот ношениями). Логистические системы, рассматриваемые производ ственной логистикой, носят название внутрипроизводствен ных логистических систем. К ним можно отнести: промыш ленное предприятие; оптовое предприятие, имеющее склад ские сооружения; узловую грузовую станцию; узловой мор ской порт и др. Внутрипроизводственные логистические системы можно рассматривать на макро- и микроуровнях. На макроуровне внутрипроизводственные логистичес кие системы выступают в качестве элементов макрологистических систем. Они задают ритм работы этих систем, яв ляются источниками материальных потоков. Возможность адаптации макрологистических систем к изменениям окру жающей среды в существенной степени определяется спо собностью входящих в них внутрипроизводственных логис тических систем быстро менять качественный и количествен ный состав выходного материального потока, т. е. ассорти мент и количество выпускаемой продукции. На микроуровне внутрипроизводственные логистичес кие системы представляют собой ряд подсистем, находя щихся в отношениях и связях друг с другом, образующих Определенную целостность, единство. Эти подсистемы — Закупка, склады, запасы, обслуживание производства транспорт, информация, сбыт и кадры — обеспечивают вхождение материального потока в систему, прохождение внутри нее и выход из системы. В соответствии с концепци ей логистики построение внутрипроизводственных логисти ческих систем должно обеспечивать возможность постоян ного согласования и взаимной корректировки планов и дей ствий снабженческих, производственных и сбытовых зве ньев внутри предприятия.
11 Принципы организации производственного процесса
Логистическая концепция организации производства включает в себя следующие основные положения: ♦ отказ от избыточных запасов; ♦ отказ от завышенного времени на выполнение ос новных и транспортно-складскихопераций; ♦ отказ от изготовления серий деталей, на которые нет заказа покупателей; ♦ устранение простоев оборудования; ♦ обязательное устранение брака; ♦ устранение нерациональных внутризаводских пере возок; ♦ превращение поставщиков из противостоящей сто роны в доброжелательных партнеров. В отличие от логистической традиционная концепция организации производства предполагает: ♦ никогда не останавливать основное оборудование и поддерживать во что бы то ни стало высокий коэффици ент его использования; ♦ изготавливать продукцию как можно более крупны ми партиямиПроизводство в условиях рынка может выжить лишь в том случае, если оно способно быстро менять ассортимент и количество выпускаемой продукции. До 70-хгг. весь мир решал эту задачу за счет наличия на складах запасов гото вой продукции. Сегодня логистика предлагает адаптироваться к изменениям спроса за счет запаса производственной мощ ности. Запас производственной мощности возникает при нали чии качественной и количественной гибкости производствен ных систем. Качественная гибкость обеспечивается за счет наличия универсального обслуживающего персонала и гиб кого производства.Количественная гибкость может обес печиваться различными способами. Например, на некото рых предприятиях Японии основной персонал составляет не более 20% от максимальной численности работающих. Ос тальные 80% — временные работники. Таким образом, при численности персонала в 20 человек предприятие в любой момент может поставить на выполнение заказа до 100 че ловек. Резерв рабочей силы должен дополняться соответ ствующим резервом средств труда (рис. 46). ♦ иметь максимально большой запас материальных ресурсов “на всякий случай”. Содержание концептуальных положений свидетельству ет о том, что традиционная концепция организации произ водства наиболее приемлема для условий “рынка продав в то время как логистическая концепция — для усло “рынка покупателя”. Когда спрос превышает предложение, можно с достаточной уверенностью полагать, что изготовленная с учетом конъ юнктуры рынка партия изделий будет реализована. Поэтому приоритет получает цель максимальной загрузки оборудова ния. Причем чем крупнее будет изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача реа лизации на первом плане не стоит. Ситуация меняется с приходом на рынок “диктата” по купателя. Задача реализации произведенного продукта в условиях конкуренции выходит на первое место. Непосто янство и непредсказуемость рыночного спроса делают не целесообразным создание и содержание больших запасов. В то же время производственник уже не имеет права упу стить ни одного заказа. Отсюда необходимость в гибких про изводственных мощностях, способных быстро отреагировать производством на возникший спрос.
12 Типы производства и их технико-экономическая характеристика
Тип производства - совокупность его организационных, технических и экономических особенностей. Тип производства определяется следующими факторами: В зависимости от уровня концентрации и специализации различают три типа производств: По типам производства классифицируются предприятия, участки и отдельные рабочие места. Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха - характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов. Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства. Единичное производство характеризуется широкой номенклатурой изготовляемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте весьма разнообразных операций. В серийном производстве изготовляется относительно ограниченная номенклатура изделий (партиями). За одним рабочим местом, как правило, закреплен j несколько операций. Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени на узкоспециализированных рабочих местах. Тип производства оказывает решающее влияние на особенности организации производства, его экономические показатели, структуру себестоимости (в единичном производстве высока доля живого труда, а в массовом - затраты на ремонтно-эксплуатационные нужды и содержание оборудования), разный уровень оснащенности. Сравнение по факторам типов производств приведено в табл. 7.2. Таблица 7.2
13 Организация производственного процесса во времени
Предметы производства при их преобразовании в конкретное изделие проходят через большую совокупность основных, вспомогательных и обслуживающих процессов, протекающих параллельно, параллельно- последовательно или последовательно во времени в зависимости от сложившейся на предприятии производственной структуры, типа производства, уровня специализации производственных подразделений, форм организации производственных процессов и других факторов. Совокупность этих процессов, обеспечивающих изготовление изделия, принято называть производственным циклом. Основными характеристиками производственного цикла являются его длительность и структура. Под длительностью производственного цикла изготовления продукции понимается календарный период времени, в течение которого сырье, основные материалы, полуфабрикаты и комплектующие изделия превращаются в готовую продукцию, или другими словами это – отрезок времени от момента начала производственного процесса до момента выпуска готового изделия или партии деталей, сборочных единиц. Например, производственный цикл простого процесса начинается с запуска в производство заготовки (партии заготовок) и заканчивается выпуском готовой продукции, а производственный цикл сложного процесса – совокупность простых процессов, который начинается с запуска в производство первой заготовки детали и заканчивается выпуском готового изделия или сборочной единицы. Длительность производственного цикла чаще всего выражается в календарных днях или часах (при малой трудоемкости изделий.) Знать длительность производственного цикла изготовления всех видов продукции (от изготовления заготовок, деталей до сборки изделий) необходимо: 1) для составления производственной программы предприятия и его подразделений, 2) для определения сроков начал производственного процесса (запуска) по данным сроков его окончания (выпуска); 3) для расчетов нормальной величины незавершенного производства. Длительность производственного цикла зависит от времени трудовых и естественных процессов, а также от времени перерывов в производственном процессе (рис. 5.1). В течение трудовых процессов выполняются технологические и нетехнологические операции. К технологическим относятся операции, в результате которых изменяются внешний вид, внутреннее содержание предметов труда и подготовительно-заключительные работы. Их длительность зависит от типа производства, его технической оснащенности, прогрессивности технологии, приемов и методов труда и других факторов. Время выполнения технологических операций в производственном цикле составляет технологический цикл Тц. Время выполнения одной операции, в течение которого изготавливается одна деталь, партия одинаковых деталей или несколько различных деталей, называется операционным циклом То. Рис. 5.1. Структура производственного цикла К нетехнологическим относятся операции по транспортировке предметов труда и контролю качества продукции. К естественным процессам относятся затраты времени, связанные с охлаждением деталей после термообработки, с сушкой после окраски деталей или других видов покрытия и со старением металла. Перерывы в зависимости от вызвавших их причин могут быть подразделены на межоперационные (внутрицикловые), межцеховые и междусменные. Межоперационные перерывы обусловлены временем партионности и ожидания и зависят от характера обработки партии деталей на операциях. Перерывы партионности происходят потому, что каждая деталь поступая к рабочему месту в составе партии аналогичных деталей, пролеживает дважды: один раз до начала, а второй раз по окончанию отработки, пока вся партия не пройдет через данную операцию. Перерывы ожидания вызываются несогласованной длительностью смежных операций технологического процесса. Эти перерывы возникают в тех случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место, предназначенное для выполнения следующей операции. Межцеховые перерывы обусловлены тем, что сроки окончания производства составных частей деталей сборочных единиц в разных цехах различны и детали “пролеживают” в ожидании комплектности. Это пролеживание (перерывы комплектования) происходит при комплектно- узловой системе планирования. Как правило, перерывы такого вида возникают при переходе продукции от одной стадии производства к другой или от одного цеха к другому. Междусменные перерывы обусловлены режимом работы предприятия и его подразделений. К ним относятся выходные и праздничные дни, перерывы между сменами (при двухсменном режиме третья смена) и обеденные перерывы (условно). Структура и длительность производственного цикла зависят от типа производства, уровня организации производственного процесса и других факторов. Для изделий машиностроения характерна высокая доля технологических операций в общей длительности производственного цикла. При расчете длительности производственного цикла изделия учитываются лишь те затраты времени на транспортные и контрольные операции, естественные процессы и перерывы, которые не перекрываются операционным циклом. Сокращение длительности производственного цикла имеет важное экономическое значение: чем меньше длительность производственного цикла, тем больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или на участке; тем выше использование основных фондов предприятия; тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство; тем выше фондоотдача и т.д. В заводской практике сокращение длительности производственного цикла осуществляется одновременно по трем направлениям: сокращается время трудовых процессов, уменьшается время естественных процессов и полностью ликвидируются или сокращаются до минимума различные перерывы. Сокращение времени трудовых процессов в части операционных циклов достигается путем совершенствования технологических процессов, а также повышения технологичности конструкции изделия. Продолжительность транспортных операций может быть значительно сокращена в результате перепланировки оборудования на основе принципа прямоточности, механизации и автоматизации подъема и перемещения продукции при помощи различных подъемно-транспортных средств. Сокращение длительности контрольных операций достигается путем их механизации и автоматизации, внедрения передовых методов контроля, совмещения времени выполнения технологических и контрольных операций. Подлежит уменьшению и входящее в этот период цикла время подготовительно-заключительной работы, особенно наладки оборудования. Длительность естественных процессов сокращается в результате замены их соответствующими технологическими операциями. Например, естественная сушка некоторых окрашенных деталей может быть заменена индукционной сушкой в поле токов высокой частоты со значительным (в 5-7-раз) ускорением процесса. Вместо естественного старения отливок может быть применено искусственное старение в термических печах. Время межоперационных перерывов может быть значительно уменьшено в результате перехода от последовательного к последовательно-параллельному и далее к параллельному виду движений предметов труда (будут рассмотрены ниже). Наконец, величина междусменных перерывов может быть снижена даже в рамках принятого режима работ предприятия, цеха, участка. Например, организация круглосуточной (трехсменной) работы по ведущим деталям изделиям, имеющим длительный цикл обработки и определяющим длительность цикла изделии
15 Производственный цикл сложного процесса
Расчет и анализ длительности производственного цикла сложного процесса Производственный цикл сложного (сборочного) процесса представляет собой общую продолжительность комплекса координированных во времени простых процессов, входящих в сложный процесс изготовления изделия или его партий. В условиях машиностроительного (радиоэлектронного) производства наиболее характерными примерами сложного процесса является процесс создания машины, телевизора, металлорежущего станка или узлов, блоков, мелких сборочных единиц, из которых они состоят. Производственный цикл сложного процесса включает производственные циклы изготовления всех деталей, сборки всех сборочных единиц, генеральную сборку изделия, его контроль регулировку и отладку. Построение сложного производственного процесса во времени проводится, чтобы определить длительность производственного цикла, координировать отдельные простые процессы, получать необходимую информацию для оперативно-календарного планирования и расчета опережения запуска-выпуска предметов труда. Целью координации производственных процессов, составляющих сложный процесс, является обеспечение комплектности и бесперебойности хода производства при полной загрузке оборудования, рабочих мест и рабочих. Структура производственного цикла сложного процесса определяется составом операций и связей между ними. Состав операций зависит от номенклатуры деталей, сборочных единиц и технологических процессов их изготовления. Взаимная связь операций и процессов обуславливается веерной схемой сборки изделия и технологией его изготовления. Предположим, необходимо рассчитать длительность производственного цикла сборки изделия “А” (рис. 5.5). А 9, 10, 11 АА 7, 8 АБ 4, 5, 6 АВ 3 АВ1 2 АВ2 1 Блоки (узлы) Сборочные единицы Изделие Рис. 5.5. Веерная схема сборки изделия “А” Веерная схема сборки изделия показывает, какие узлы, подузлы, мелкие сборочные единицы можно изготавливать параллельно независимо друг от друга, а какие только последовательно. Технологический процесс и нормы времени выполнения операций изделия “А” представлены в табл. 5.1, графы 1 - 5. (графы 6 - 8 заполняются по ходу расчёта.) Месячная программа выпуска NB ВB = 700 шт. Количество рабочих дней в месяце - Др = 21 день, режим работы участка Ксм = 2 смены. Потери рабочего времени на переналадку и плановые ремонты аB обB = 2 процента от номинального фонда времени. Так как изделия на сборку запускаются партиями, то прежде, чем приступить к расчёту длительности производственного цикла, необходимо рассчитать следующие календарно- плановые нормативы: размер партии изделий; удобопланируемый ритм; количество партий, запускаемых в течение планового периода; длительность операционного цикла партии изделий; длительность операционного цикла партии изделий по сборочным единицам; количество рабочих мест, необходимых для изготовления изделий; построить цикловой график сборки изделий без учета загрузки рабочих мест; произвести закрепление операций за рабочими местами; построить стандарт-план сборки изделий; построить уточнённый цикловой график с учётом загрузки рабочих мест и определить длительность производственного цикла и опережения запуска - выпуска по сборочным единицам и деталям. Таблица 5.1 Технологический процесс сборки изделия “А” Условны е обозначе ния сборочн ых единиц Номер операци и (i) Штучное время на операци ю (tB iB ), мин Подгото вительно - заключи тельное время (tB п.з.iB), мин Подача сборочн ой единицы к операци и Размер партии изделий (nB.нB), шт Длитель ность операци онного цикла партии изделий ч Длитель ность операци онного цикла партии по сборочн ой Единице, ч 1 2 3 4 5 6 7 8 АВB 1B 1 7, 00 20 3 100 12 12 АВB 2B 2 16, 50 30 3 100 28 28 АВ 3 4, 70 10 11 100 8 8 АБ 4 5 6 15, 90 12, 40 4, 7 30 20 10 5 6 10 100 100 100 27 21 8 56 АА 7 8 7, 00 16, 60 20 20 8 9 100 100 12 28 40 А 9 10 11 11,.30 7, 60 9, 50 10 20 10 11 11 - 100 100 100 19 13 16 48 Итого 113, 20 200 - - 192 192 При решении вопроса о размерах партии необходимо исходить из экономически оптимального размера. Работа большими партиями позволяет реализовать принципы партионности, что обеспечивает: возможность применения более производительного процесса, что снижает затраты на изготовление изделий; уменьшение подготовительно - заключительного времени, приходящегося на единицу продукции; уменьшение потерь времени рабочих - сборщиков на освоение приёмов работы (приноравление к работе); упрощение календарного планирования производства. Эти факторы способствуют росту производительности труда рабочих и снижению себестоимости продукции. Однако в единичном и серийном производствах, где за каждым рабочим местом закрепляется выполнение нескольких операций и где преобладает последовательный вид движения предметов труда, с ростом размера партии увеличивается степень нарушения принципа непрерывности, поскольку увеличивается время пролеживания каждой сборочной единицы, т.е. увеличивается длительность производственного цикла изготовления партии изделий, количество сборочных единиц, находящихся в заделе и на хранении (т.е. незавершенное производство). Кроме того, возрастает потребность в площадях для хранения изделий и в материальных ценностях, одновременно необходимых для производства. Эти противоположные факторы, связанные с реализацией одного принципа (партионности) и нарушением другого принципа (непрерывности), с увеличением партии изделий требуют определения такого ее размера, при котором сочетание экономии от реализации первого принципа и потерь от нарушения второго, было бы наиболее рациональным с экономической точки зрения. Такой размер партии принято называть экономически оптимальным. Определение оптимального размера партии изделий является одним из важнейших календарно - плановых нормативов при организации серийного производства, так как все остальные календарно-плановые нормативы устанавливаются на партию предметов труда. Формул для расчёта оптимального размера партий изделий, основанных на сопоставлении экономии и потерь, предложено различными авторами много. Однако, в силу большой трудоёмкости расчетов, эти формулы не получили широкого применения. На заводах обычно пользуются упрощенным методом расчета, исходя из приемлемого коэффициента потерь рабочего времени на переналадку и текущий ремонт рабочих мест (α об ). Величина этого коэффициента обычно принимается в пределах от 0, 02 для крупносерийного и до 0, 1 для мелкосерийного и единичного производств (или от 2 до 10 %). Задаваясь для определённых производственных условий величиной данного коэффициента α B обB, можно определить число изделий в партии по формуле ( ) ∑ ∑ = = − = m i об i m i об п з i t t n 1 1.. min 100 α α (5.16) Полученный результат рассматривается как минимальная величина партии изделий. За максимальную величину можно принять месячную программу выпуска изделий (сборочных единиц) Применительно к рассматриваемому примеру получим ( ) nmin, = − ∗ ∗ = 100 2 200 2 113 2 86 шт; N B maxB = NB BB=700 шт. Таким образом, в результате проведенных расчетов получаем пределы нормального размера партии изделий nB min B≤ nB н B≤ nB max Предельные размеры партии изделий корректируются исходя из минимального размера. Корректировка начинается с установления удобопланируемого ритма (Rp) - периода чередования партий изделий. Если в месяце 20 рабочих дней, то удобопланируемыми ритмами будут 20; 10; 5; 4; 2; 1; если в месяце 21 день, то такими ритмами будут 21; 7; 3; 1; если 22 дня, то 22; 11; 2; 1. Период чередования партий изделий рассчитывается по формуле В р р N D n R ∗ min = (5.17) где DB р B– число рабочих дней в месяце, NB рB – месячная программа изготовления изделий, шт. Применительно к рассматриваемому примеру получим = ∗ = 700 21 86 Rр 2, 58 дн. Если по расчету получается не целое число, то из ряда удобопланируемых ритмов выбирается ближайшее целое число, т. е. принятое значение периода чередования (Rпр). Из удобопланируемых ритмов: 21; 7; 3; 1 - выбираем ближайшее значение Rпр = 3 дн. Далее в соответствии с принятым периодом чередования корректируется размер партии изделий по формуле р в н пр D N n = R ∗ (5.18) По рассматриваемому примеру: = ∗ = 21 700 nн 3 100 шт Выполняется условие 86 < 100 < 700 Нормальный размер партии изделий должен быть кратным месячной программе выпуска (запуска) изделий. Расчет количества партий в месяц (Х) производится по формуле н B n N X = партий (5.19) По рассматриваемому примеру: Х = 700 / 100 =7 партий Результат расчёта оптимального размера партии изделий заносится графу 6, табл. 5.1. Расчёт длительности операционного цикла партии изделий по каждой i-й операции ведётся по формуле 60... i н п з i пс i t n t t ∗ + =, ч (5.20) По рассматриваемому примеру на первой операции: 12 60 7 100 20. = ∗ + tпс i = ч Аналогично выполняются расчёты по другим операциям, а результаты заносятся в графу 7, табл. 5.1. Расчет длительности операционного цикла партии изделий по сборочным единицам ведется по формуле ∑ = = k i c ед пс i t t 1.. (5.21) где К - число операций, входящих в сборочную единицу. По рассматриваемому примеру по сборочной единице АБ tB c.едB = 27+21+8=56 ч Аналогично выполняются расчёты по другим сборочным единицам, а результаты заносятся в графу 8, табл. 5.1. Необходимое число рабочих мест для сборки изделий рассчитывается по формуле пр m i пс i пр R t C ∑ = = 1. (5.22) По рассматриваемому примеру: 4 3 2 8 192 = ∗ ∗ Спр = места Необходимое число рабочих определяется по формуле Ч B спB = СB прB* КB смB* КB спB, (5.23) где КB спB - коэффициент, учитывающий списочную численность (можно принять КB спB = 1, 1). Для рассматриваемого примера: ЧB спB = 4* 2 *1, 1 = 9 чел. Построение циклового графика сборки изделия “А” без учёта загрузки рабочих мест ведется на основании веерной схемы сборки (см. рис. 5.5) и длительности циклов сборки каждой i-й операции и каждой сборочной единицы (см. табл. 5.1, гр. 7 и 8). Как правило, такой график строится в порядке, обратном ходу технологического процесса, начиная с последней операции (см. рис. 5.6 а), с учётом зависимости, к какой операции поставляются сборочные единицы. Длительность такого цикла будет минимальной. Однако условия производства, ограниченные ресурсы требуют выполнения определенных работ последовательно, на одном и том же рабочем месте, стенде, всё это приводит к изменению циклового графика и, как правило, к смещению запуска на более ранние сроки и, как следствие, к увеличению длительности цикла. Для достижения равномерности загрузки рабочих мест и рабочих - сборщиков необходимо провести закрепление операций за рабочими местами. С этой целью на каждое рабочее место набирается объём работ, длительность операционного цикла которых не должна превосходить пропускной способности рабочих мест на протяжении принятого периода чередования (табл. 5.2). Построение стандарт - плана сборки изделия “А” (циклового графика с учётом загрузки рабочих мест). График строится на основе графика без учета загрузки рабочих мест (рис. 5.6, а) и табл. 5.2. При этом необходимо стремиться к тому, чтобы длительности циклов отдельных операций графика (см. рис. 5.6, а) являлись проекциями на соответствующие рабочие места в графике на рис. 5.6, б. В этом случае сохраняется длительность производственного цикла графика (рис. 5.6, а), построенного без учета загрузки рабочих мест. Однако Таблица 5.2 Закрепление операций за рабочими местами Номер рабочего места Номер операции, закреплён ной за рабочим местом Условное обозначен ие сборочной единицы Суммарна я длительно сть операцион ного цикла, Ч Пропускна я способнос ть рабочего места за R B прB = 48 ч Коэффицие нт загрузки рабочего места 4 3 2 1 9, 10, 11 6, 7, 8 4, 5 1, 2,. 3 А АА, АБ АБ АВ, АВ1, АВ2 48 48 48 48 48 48 48 48 1 1 1 1 не всегда удаётся это осуществить. В рассматриваемом примере сдвинуты сроки начала выполнения операций 4, 5, 6, 1. Сдвиг работ на более раннее начало повлёк за собой увеличение длительности производственного цикла и появилось пролёживание сборочных единиц. На этом же графике (рис. 5.6, б) необходимо изобразить производство второй, третей и т.д. партий изделий до тех пор, пока не заполнится полностью один период чередования партий изделий. Заполненный период чередования и представляет собой стандарт – план. Так как именно здесь показаны стандартные, повторяющиеся сроки проведения отдельных операций сборки каждым рабочим - сборщиком. Построение уточненного циклового графика сборки изделия “А” и определение действительной длительности производственного цикла, которая обычно несколько больше минимальной, так как выполнение некоторых операций сдвинуто на более ранние сроки. Уточненный цикловой график сборки изделий А (рис. 5.6, в) строится на основе графиков, приведенных на рис. 5.6, а и 5.6, б, который показывает действительную длительность производственного цикла сборки партии изделий. В рассматриваемом примере длительность производственного цикла составляет 96 ч. Волнистые линии на рис. 5.6, в показывают время смещения запуска соответствующих сборочных единиц АБ и АВB 1B. Важным календарно - плановым нормативом является опережение запуска - выпуска сборочных единиц изделия А. Расчет этого норматива ведется непосредственно на самих графиках в третей и четвертой колонках на рис. 5.6, а и 5.6, в. В связи с необходимостью смещения запуска сборочных единиц АБ и АВB 1B на более ранние сроки на рис. 5.6, в изменилось и опережение запуска - выпуска этих сборочных единиц, а длительность производственного цикла увеличилась на 8 ч по сравнению с первоначальным графиком. Если к цикловому графику сборки пристроить графики заготовки и обработки деталей (см. рис. 5.6, в), то можно получить график изготовления изделия “А”.
14 Виды движения предметов труда В производственном процессе детали (изделия) передаются с одного рабочего места на другое, с операции на операцию; эта передача может быть осуществлена по-разному, т. е. могут быть использованы различные виды движения предметов труда. Существует три вида движения предметов труда в процессе производства: последовательное, параллельное и последовательно-параллельное (смешанное). Последовательным видом движения называют такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с операции на операцию происходит только после того, как все детали партии прошли обработку на предыдущей операции. При применении последовательного вида движения отдельные детали (изделия) длительное время пролеживают на каждой операции в ожидании окончания обработки всей партии. Для определения длительности обработки партии деталей при этом способе движения можно построить график (рисунок 1). Согласно графику, длительность обработки партии при последовательном виде движения определяется так:
Рисунок 1 – График последовательного вида движения: 1-5 – номера деталей С учетом коэффициента выполнения норм длительность обработки при последовательном способе движения определяется по формуле, ч:
Последовательный вид движения обычно применяется в единичном и мелкосерийном производстве. Параллельнымвидом движения называется такой способ передачи деталей (изделий), при котором с операции на операцию детали (изделия) передаются поштучно или небольшими транспортными партиями. При таком способе передачи каждая деталь (или транспортная партия) после обработки передается сразу на следующую операцию до окончания обработки остальных деталей в партии. Это сокращает или полностью устраняет время пролеживания отдельных деталей, что делает длительность обработки партии самой короткой. Длительность обработки при параллельном виде движения можно рассчитывать с помощью графика (рисунок 2). На основании графика можно определить длительность обработки партии при параллельном способе движения:
где tгл- время наиболее длительной операции. С учетом коэффициента выполнения норм длительность обработки партии рассчитывается по формуле, ч:
При сопоставлении графиков двух видов движения одной и той же партии видно, что при параллельном виде движения длительность обработки при том же технологическом процессе значительно меньше, чем при последовательном. Вместе с тем, как видно из графика (рисунок 2), работа над партией деталей (изделий) на некоторых операциях идет с перерывами. Для устранения этого недостатка на операциях с длительным временем обработки (I и V) следует поставить дополнительное оборудование или на операциях с коротким временем иметь запасы деталей, уже прошедших обработку на всех предыдущих операциях.
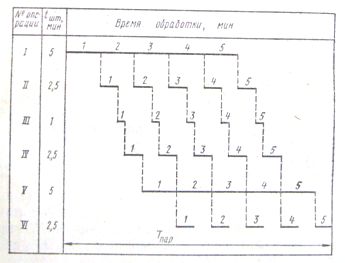
Рисунок 2 – График параллельного вида движения: 1-5 – номера деталей Параллельный способ передачи деталей (изделий) применяется в массовом и крупносерийном производстве, ©и лежит в основе организации поточного производства. Параллельно-последовательным (смешанным)видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии частично одновременно обрабатываются на двух или нескольких операциях технологического процесса и работа на всех операциях идет без перерыва. Одновременная (параллельная) обработка части партии на нескольких операциях уменьшает пролеживание отдельных деталей и приводит к сокращению длительности обработки по сравнению с последовательным способом. Для определения длительности обработки партии при смешанном виде движения построим график (рисунок 3) для той же партии и с тем же технологическим процессом, который использовался нами при разборе последовательного и параллельного видов движения.
Рисунок 3 – График параллельно-последовательного вида движения: 1-5 – номера деталей; τ – время одновременной работы на смежных операциях, например τ 1 – время одновременной работы на I и II операциях, τ 2 – время одновременной работы на II и III операциях При использовании параллельно-последовательного способа могут встречаться два случая сочетания операций. Первый случай, когда время обработки одной детали на последующей операции больше, чем на предыдущей, например < . В этом случае передавать первую деталь можно сразу же после ее обработки на предыдущей операции. При построении графика, при передаче деталей с короткой операции на более длительную от конца обработки первой детали следует опустить перпендикуляр и вправо от него отложить время обработки всех деталей партии (на графике см. передачу с III на IV операцию). Второй случай, когда время обработки одной детали на последующей операции меньше, чем на предыдущей ( > ). В этом случае нельзя передавать первую Деталь на последующую операцию сразу после ее обработки на предыдущей операции, так как будет иметь место простой. Во избежание простоя надо накопить необходимый запас деталей. Величину запаса и время, когда можно начать передачу первой детали на последующую операцию, находят так: от конца времени обработки последней детали на предыдущей операции не Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 895; Нарушение авторского права страницы