
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Поточная линия для фальцовки
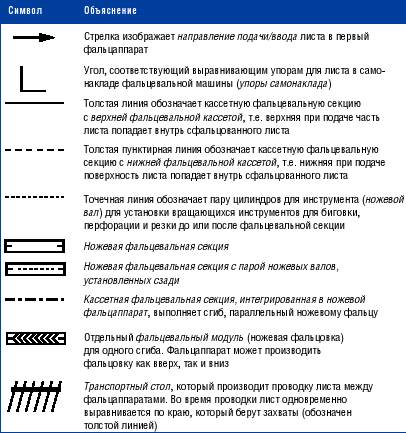
Продукция со сложным оформлением и небольшим количеством страниц часто обрабатывается на поточной линии для фальцовки. Основным агрегатом таких поточных линий являются различные фальцаппараты. Они соединяются с секциями, которые могут: · выполнять сложное склеивание соответствующими видами клея для различных целей (например, точное частичное склеивание полос); · выполнять шитьё проволокой; · подбирать части листа, а затем производить их отделку; · наклеивать карты, почтовую корреспонденцию, образцы товара и т.п. на основной лист; · резать, вырезать, надрезать, а также перфорировать, пробивать отверстия и т.д. (по сложным образцам/узорам); · наносить на поверхность листа этикетки, печати и т.п.; · персонализировать продукцию при помощи впечатывающих аппаратов для струйной печати и электрофотографии; · формировать блоки для отправки посредством обвязывания. Активно действующие звенья дополняются целым рядом звеньев логистики. Поточные линии для фальцовки находятся пока в начале своего развития. На предприятиях, специализирующихся на производстве рекламных средств, они являются доминирующими. Схема фальцаппарата При большом многообразии фальцаппаратов и специальных устройств производители фальцевальных машин были вынуждены создать систему обозначений для устройств. Для описания технических конфигураций используются символы. Эта форма изображения удобна и для операторов машин, поскольку при регулировке они работают с понятными графическими знаками. Символы, приведённые в табл. 7, используются для того, чтобы описать компоновку фальцевальных машин. По этим символам составляется техническая конструкция фальцаппарата и конструкция всей фальцевальной машины. Таким образом, создаётся схема фальцаппарата (не путать со схемой фальцовки! ). Схема фальцовки описывает необходимый вид и последовательность сгибов. На рис. 36 показана схема фальцаппарата комбинированной фальцевальной машины. Кассетная фальцевальная секция имеет переднюю и заднюю пару ножевых валов, а также две нижние и две верхние фальцевальные кассеты (также см. рис. 25). Четыре ножевые фальцевальные кассеты никогда не используются одновременно: после первого перпендикулярного сгиба лист подаётся либо налево, либо направо. Максимальное количество выполняемых сгибов в этой версии составляет 7 (4 параллельных сгиба в кассетной фальцевальной секции и три перпендикулярных сгиба в ножевых фальцевальных секциях). Как правило, вместо двух ножевых фальцевальных аппаратов используется отдельный фальцаппарат, который переставляется в соответствии с требованиями схемы фальцовки. Выводное устройство также переставляется в зависимости от выхода листов в соответствии со схемой фальцовки.
Таблица 7
Рис. 36
Рис. 37 Кассетная фальцевальная машина на рис. 37 имеет обычную конструкцию, принятую в типографиях. Машина состоит из трёх кассетных фальцаппаратов, причём два первых фальцаппарата оснащёны четырьмя фальцевальными кассетами и двумя парами ножевых валов, третий — двумя кассетами и одной задней парой ножевых валов. Для выполнения перпендикулярных сгибов фальцаппараты должны быть установлены под углом 90° друг к другу. Ширина ввода фальцаппаратов ступенчатая, так как при перпендикулярной фальцовке ширина фальца может быть небольшой. Машина рассчитана на десять сгибов, которые из-за материально-технических ограничений не могут выполняться в ходе одного процесса. Вариабельность кассетных фальцевальных машин достигается посредством использования различных кассет и перестановки фальцаппаратов относительно друг друга. На рис. 29 показана кассетная фальцевальная машина, построенная в соответствии со схемой на рис. 37.
Фальцовка тетрадей
Посредством фальцовки листы так меняют свою форму, что · образуется предварительный формат, который пригоден для отделочных процессов; · страницы расположены в " правильной" последовательности; · обеспечиваются отделочные процессы; · удовлетворяются эстетические требования заказчика (качество) к конечному продукту. Требования к отделочным процессам учитываются уже во время изготовления печатной формы (расположение страниц на печатном листе, припуск на резку, припуск на фрезерование при бесшвейном скреплении и т.д.). Поэтому печатник, или производитель печатных форм, должен согласовать с переплётчиком расположение страниц на печатном листе, которое будет соответствовать указанным условиям. Планирование производства книг и брошюр должно начинаться с готовой продукции, т.е. с переплётно-брошюровочных и отделочных процессов. В отношении определения вида сфальцованного листа и распределения страниц на сфальцованном листе существуют две возможности: · на основе данных по качеству и переплётно-брошюровочным процессам выбирается наилучший вид сгибов и определяется формат печатного листа с учётом имеющейся печатной техники; · вид сфальцованного листа определяется в соответствии с условием максимальной загрузки формата печати. Возможность обработки сфальцованного листа при этом является второстепенным условием. Нормы языка печатников и переплётчиков должны быть однозначными, чтобы исключить неправильную интерпретацию. Элементы листов (рис. 38): · соответствующее расположение полос свёрстанного набора; · поля с учетом обрезов и глубины фрезерования (при бесшвейном скреплении) и т.д; · номер листа с коротким заголовком (внешняя страница), номер листа со звездой (внутренняя страница). Номер листа обозначается в виде сигнатуры. Она указывает на место сфальцованного листа в блоке. Следовательно, при размещении страниц в тетради должны учитываться предыдущие тетради (в 16-страничной тетради сигнатуры 2 размещены страницы с 17 по 31 в правильной последовательности, если тетрадь сигнатуры 1 также состоит из 16 страниц).
Рис. 38
Рис. 39 Число страниц тетради определяется последовательностью фальцовки. Количество и положение фальцев на листе могут варьироваться. Классификация способов фальцовки листа показана на рис. 39. Практическими ограничениями для вариантов сфальцованных листов являются требования к качеству сгибаемых листов (ограничение числа сгибов) и вариабельность работы фальцевальных машин. Некоторые важные типы тетрадей представлены на рис. 40. Для традиционной, а также наиболее часто встречающейся в настоящее время фальцовки — симметричной перпендикулярной — в соответствующей табл. 8 представлен технический разговорный язык. Наряду с тетрадями, у которых страница располагается в каждой плоскости (одинарная тетрадь), изготавливаются и обрабатываются тетради-двойники, в особенности на крупных полиграфических предприятиях.
Рис. 40
Таблица 8
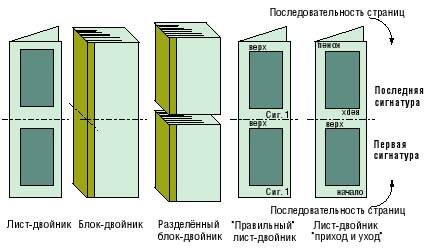
Рис. 41 В тетради-двойнике две тетради приставлены друг к другу и совместно обрабатываются. рис. 41 показывает варианты обработки тетрадей-двойников: · тетрадь-двойник, составленная из одинаковых тетрадей; · тетрадь-двойник, составленная по принципу " вперед-назад". В этом случае совместно фальцуются и обрабатываются первый лист с последним, второй с предпоследним и т.д. Тетрадь-двойник из двух тетрадей имеет преимущественно узкий формат; · При обработке книг малого формата и брошюр (мини-книг) можно при необходимости переплести одновременно 4, 8 или 12 блоков. Дальнейшие действия печатника и переплетчика заключаются в определении вида тетрадей. Для выбранной характеристики фальцовки с целью получения тетради (например, 8-страничной с перпендикулярными сгибами, 6-страничной тетради с параллельной намоткой) определены основные тетради (базисные тетради). Для них имеются общепринятые схемы, которые реализуются с более или менее симметричными перпендикулярными сгибами. Можно применить одинаковый формат листа при печати нескольких повторяющихся изображений напечатный лист. Этим самым возможна печать заказа без смены печатной машины при использовании лишь одного формата бумаги. Для размещения страниц на сфальцованном листе должны быть известны, наряду с фальцевальной схемой, число повторяющихся изображений и способ формирования блока (подборка или вкладывание) (рис. 41). Для размещения страниц обычно применяются три метода: · ручное производство образцов фальцовки; · распределение при помощи перечня видов сгибов (по каталогу); · компьютерное распределение полос согласно массивам данных из каталога видов фальцовки или путем алгоритмической установки возможных образцов фальцев. Самый простой метод — ручная фальцовка по образцам фальцовки с · выполнением фальцевания по заданной схеме; · ручным внесением правильной последовательности страниц в сфальцованные листы; · переносом схемы страниц на все тетради. Для облегчения работы сотрудников, занимающихся выполнением заказов и обслуживающих фальцевальные машины, их производителями были разработаны каталоги, в которых собраны и систематизированы часто используемые схемы фальцовки. Таким образом, имеются примеры следующей дополнительной информации: · однозначное обозначение машинных фальцевальных схем, по которым эта данная схема может быть реализована; · заданные расположения вариабельных фальцевальных устройств и способ загрузки фальцевальных аппаратов; · инструкции по регулировке фальцевальной машины, включая самонаклад и приемно-выводное устройство; · указания особенностей и/или ограничений при выборе запланированных фальцевальных схем. На практике работа с каталогом образцов фальцев осуществляется таким образом, чтобы · изготовитель полиграфического продукта или обработчик заказа могли бы выбрать из каталога схему фальцовки; · изготовитель печатных форм мог бы получить из каталога фиксированный образец фальцев для спуска полос; образец фальцев и варианты печати являются предпосылками для монтажа печатных форм; · оператор фальцевальной машины мог бы использовать данную в каталоге фальцевальных образцов информацию для установки машины. Этот способ подготовки обеспечивает возможность без ошибочной настройки машины для выполнения заказа. Один из производителей фальцевальных машин предоставил независимое систематизированное описание самых различных последовательностей фальцовки и работ по планированию процесса при помощи каталога вида фальцовок отраслевых союзов. Эта методика исходит из движения фальцуемых листов через фальцевальную машину. Компьютерная расстановка страниц служит для автоматизации процессов планирования и производства в полиграфической промышленности. Компьютерные программы служат для расчета и обработки задания управления машинами и устройствами, должны быть интегрированы модули, которые принимают соответственно автоматическую расстановку страниц или спуск печатных форм. Программы работают аналогично ручному способу действий по двум принципам, показанным на рис. 42.
Рис. 42
Рис. 43 Качество сфальцованных листов. Существенными при знаками качества сфальцованных листов являются: · точность сгиба, т.е. отклонения от формата набора, · деформации сфальцованных листов в области края сгиба (морщины); · острота ребер сгибов. Точность сгиба является важным признаком качества, так как отклонение от заданного угла в конечном продукте вызывает заметные отклонения в формате набора и расположении фальцев. Отклонение линии сгиба от заданного размера корректируется путем управления исполнительным блоком автоматики. Установка требует опыта, так как возникновение отклонения на сгибе листа определяется не всегда ясно. Случайные ошибки являются отклонениями, которые появляются после настройки машины на заданные параметры печати тиража. На них, в частности, оказывают влияние: · способ фальцовки и количество сгибов фальцованного листа; · колебания свойств бумаги; · конструкция фальцевальной машины; · техническое состояние машины на данный момент; · рабочая скорость фальцевальной машины; · климатические изменения в цехе. Обслуживающий персонал в цехе мало влияет на случайные ошибки (кроме изменения рабочей скорости машины). Еще одной причиной отклонения расположения площади набора относительно сгиба листа является смещение внутренних частей листа и изменение кривизны сгиба (рис. 43). В толстых однотетрадных брошюрах (например, журналах) сдвиг внутренней части листа во время изготовления печатной формы выравнивается за счет расширения корешкового поля страниц для переплета при фальцовке внешних частей печатного листа. Морщины на бумаге появляются при формировании фальца и угла сгиба из-за вытеснения и расширения материала. Склонность к образованию морщин зависит от толщины бумаги и количества перпендикулярных сгибов на лист. Образованию морщин противодействует шлицевое перфорирование линий сгиба. В случае, если страницы соединяются потетрадно в блоки, перфорацию можно не проводить. Острота ребра сгиба в корешковом поле может быть улучшена посредством · дополнительной прессующей станции перед приемно-выводным устройством фальцевальной машины (очень большая сила давления); · прессованием сфальцованных листов во время промежуточного складирования (например, в пачках тетрадей).
Характеристика процессов
Тетради, листы или вкладки соединяются каким-либо подходящим материалом (например, склеиваются) или вставляются свободно без склейки в тетрадь. После предварительных работ по обработке тетрадей осуществляется подборка в блок печатных полуфабрикатов, например: · тетрадей, основных тетрадей этапа производственного процесса; · тетрадей из бумаги одного сорта и формата, что и основная тетрадь; · тетрадей из бумаги другого сорта и/или формата, чем основная тетрадь; · листов из бумаги другого сорта и формата, чем основная тетрадь; · карт, почтовых отправлений прямой рассылки; · проб товаров. Для соединения различных частей тетрадей, используются, главным образом, дисперсионные клеящие вещества (например, поливинилацетатная дисперсия). Для приклеивания почтовых отправлений и пробных образцов подходят клеи в виде расплавов и клеи, чувствительные к давлению. В табл. 9 представлены варианты брошюровочно-переплетных работ, а в табл. 10 — изготовленная продукция.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1275; Нарушение авторского права страницы









 Предварительная обработка тетрадей
Предварительная обработка тетрадей