|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Проблемы качества при приклеивании форзацев
В процессе приклеивания форзацев встречаются три вида дефектов: · блок с текстом и форзац связаны слишком широкой и/или неравномерно-клеевой полоской. Этот недостаток появляется либо из-за слишком толстого слоя клея, либо из-за применения маловпитывающих бумаг (например, мелованных), так что клей при обжиме в местах соединения выдавливается; · поверхность с клеевым слоем откалывается во время последующей обработки книжного блока или при использовании конечного продукта. Причиной этого недостатка является применение неподходящего клея для приклейки форзацев. В частности, это имеет место при обработке листов с текстом, который отпечатан по всей поверхности листа вплоть до корешкового поля, где поверхность недостаточно смачивается клеем. Проблему можно уменьшить примене нием лучше растекающихся клеев. Однако лучше всего склеиваемые поверхности не запечатывать; · форзац приклеивается с большим отступом от корешка тетради. Вследствие этого в книге появляются так называемые " напряжения", которые при пользовании книгой могут привести к преждевременному разрушению.
Рис. 48 Проблема пояснена на схеме (рис. 48). Если форзац слишком далеко отодвинут от корешка блока, как показывает средний рисунок, то больше не будут совпадать положение шарнира раскрытия форзаца и сгиба крышки. Поэтому при раскрытии крышки (нижний рисунок) первые листы книжного блока вокруг центра вращения — сгиба между крышкой и отставом — натягиваются, вследствие чего в скреплении образуются повышенные напряжения. Эти повышенные нагрузки разрушают клеевые соединения, которые в нормальных условиях имеют достаточную прочность.
Процесс обработки тетрадей в промышленном послепечатном произво
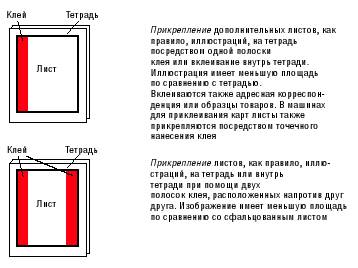
На промышленных брошюровочно-переплетных предприятиях по возможности следует избегать изготовления сложных тетрадей, так как после фальцовки должны быть разделены и дополнительно обработаны отдельные тетради заказа. Это требует чрезмерно больших затрат на логистику и особую координацию при планировании выполнения заказа. Устранению затруднений способствует надлежащая конструкция продукции. Полиграфической продукции придается такой вид, что необходимости в подготовительной работе больше не возникает. Например, · не следует использовать крайние тетради блока из 2 или 4 страниц; · вместо вклеивания иллюстраций в тетради планируются иллюстрационные листы в блоке и на них наносятся изображения. Возможность минимизировать чрезмерные технические затраты на подготовительный период заключается в интеграции начальных этапов процесса в предварительные (фальцовка) или заключительные фазы процесса (например, подборка). Это часто делается при наклеивании карт на листы журналов и при приклеивании форзацев для книжного блока. Обработка тетрадей на отдельной стадии процесса осуществляется машинами для приклейки листов или тетрадей (рис. 44). Машины в состоянии: · приклеивать отдельные листы или сфальцованные листы к основным тетрадям; · вставлять или вклеивать отдельные листы или сфальцованные листы в середину основных тетрадей; · закреплять отдельные листы или сфальцованные листы на основных тетрадях (двумя или более полосами клея); · наносить или закреплять иллюстрации меньшего формата на основных тетрадях или в середине основных тетрадей. Приклеивание форзаца Форзацы — это обязательные элементы конструкций твердых переплетов, так как посредством форзаца, производится скрепление книжного блока с крышкой на первой и последней тетрадях. Форзацы — это обычно четырехстраничные тетради из особо прочной к изгибу бумаги, которые приклеиваются клеевой полоской к корешковому внутреннему полю блока перед первым листом и после последнего. При соединении блока и крышки внешний лист форзаца (зеркало) приклеивается по всей поверхности к сторонке крышки (рис. 45; табл. 9).
Таблица 9
Таблица 9
Таблица 10
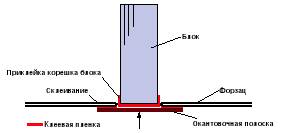
Рис. 44 К быстрому излому в месте соединения приводит отказ от форзаца и склеивание первого и последнего листов блока с крышкой. В мастерских по ручному изготовлению переплета используют особые конструкции форзаца, применяемые для того, чтобы сделать особо прочными к износу места шарниров открытия (например, у книг в кожаном или пергаментном переплете). Интеграция приклеивания форзаца с этапом изготовления книжного блока реализуется в трех вариантах: · путем использования форзацприклеечного модуля в переплетных поточных линиях (рис. 46) с клеевым скреплением; · путем использования модуля для приклейки форзацев в поточных линиях для послепечатной обработки книг с ниткошвейным скреплением; · как " замена суперобложки" в устройствах бесшвейного скрепления (рис. 47). Размещение секции приклеивания форзаца в поточных линиях для бесшвейного скрепления осуществляется между подборочной машиной и машиной для бесшвейного скрепления (рис. 46). В одной из часто применяемых технических реализаций форзацы поступают после их разделения на направляющие, которые устанавливают форзацы на 3—5 мм выше поверхности корешка книжного блока. Во время передвижения они промазываются клеем на аппарате для нанесения клеевой полоски и приклеиваются к выровненным внешним листам книжного блока. В машине для бесшвейного скрепления корешковые сгибы книжного блока удаляются, а сгибы форзаца сохраняются. Выполняется склеивание корешков, затем они окантовываются. Окантовочная полоска обеспечивает дополнительную прочность форзаца. Рациональным вариантом является приклеивание форзацев с помощью самонакладов обложек в машинах для бесшвейного скрепления. Для этого форзацы склеиваются с окантовочной полоской. Этот элемент конструкции книги подается посредством самонаклада обложек к проклеенному корешку блока (рис. 47) и приклеивается к нему. Вклеивание карт в журналы (брошюры, сшитые внакидку) осуществляется в подборочно-швейных машинах.
Рис. 45
Рис. 46
Рис. 47 В этом случае устройство для приклейки карт либо устанавливается вместо самонакладов тетрадей в машинах для вкладывания (Muller Martini), либо размещается между самонакладами. Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2144; Нарушение авторского права страницы