|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение температуры заливки
При движении металла в литейной форме происходит его охлаждение. Поэтому, чтобы обеспечить безусловное заполнение металлом всех полостей формы, его необходимо перегреть: tзал = tл + Δ t, где tл — температура ликвидус; Δ t — перегрев металла над температурой ликвидус. Величина перегрева зависит от конфигурации отливки, толщины стенки, типа формы, количества отливок в форме и других технологических параметров. Обычно для хорошего заполнения формы перегрев металла Δ t составляет 50—70 °С. Температуру ликвидус каждой марки стали можно определить, зная, каким образом элементы, присутствующие в стали, снижают температуру плавления железа. Поскольку температуру ликвидус можно считать величиной аддитивной, то ее можно рассчитать, используя диаграммы состояния двойных систем t. Снижение температуры плавления железа (Δ tпл Fe) при введении в него 1 % элемента приведено ниже:
Зная химический состав стали, можно приблизительно определить температуру ликвидус и подсчитать температуру заливки стали в форму: чем тоньше стенка отливки, тем перегрев Δ t должен быть несколько выше (~70 °С). Приблизительные температуры плавления t(tл) различных сталей приведены ниже:
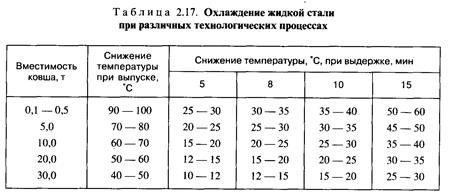
Определение температуры выпуска стали из печи Сталь в процессе выпуска ее из печи, выдержки и обработки в ковше, транспортировки к месту заливки форм охлаждается. Поэтому при определении температуры ее выпуска из печи надо предусмотреть все тепловые потери (табл. 2.17).
Тогда tвып = tзал + Δ tпот.
Величина также зависит от принятого режима разливки стали: одноступенчатого или двухступенчатого. По данным Ю. А. Шульте, при одноступенчатой разливке стали 45Л из стопорного ковша вместимостью 8 т в формы по 20 кг потребуется перегрев стали до 70°С, а средние потери температуры составят 75 °С. В этом случае: tвып = (tл + Δ tпер + Δ tпот = 1485 + 70 + 75 = 1630 °С.
При двухступенчатой разливке при заборе стали из стопорного ковша, установленного на стенде, в разливочные ковши по 300 кг потери возрастают до 145°С и tвып составит 1700 °С. В каждом конкретном случае tвып рассчитывают, исходя из условий производства с использованием данных табл. 2.17.
ОГНЕУПОРНЫЕ МАТЕРИАЛЫ ДЛЯ ФУТЕРОВКИ СТАЛЕПЛАВНЛЬНЫХ ПЕЧЕЙ И КОВШЕЙ ДЛЯ РАЗЛИВКИ МЕТАЛЛА Огнеупорность это свойство материала выдерживать воздействие на него высоких температур, не оплавляясь. Огнеупорами называют неметаллические материалы, используемые при высоких температурах в различных тепловых агрегатах и обладающие огнеупорностью при температурах выше 1580 °С.
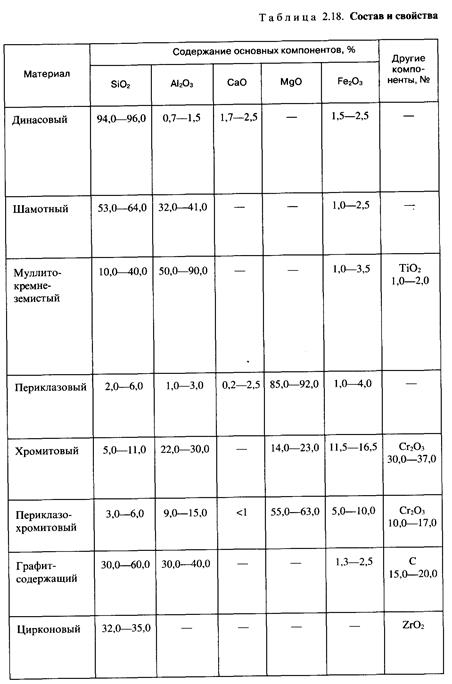
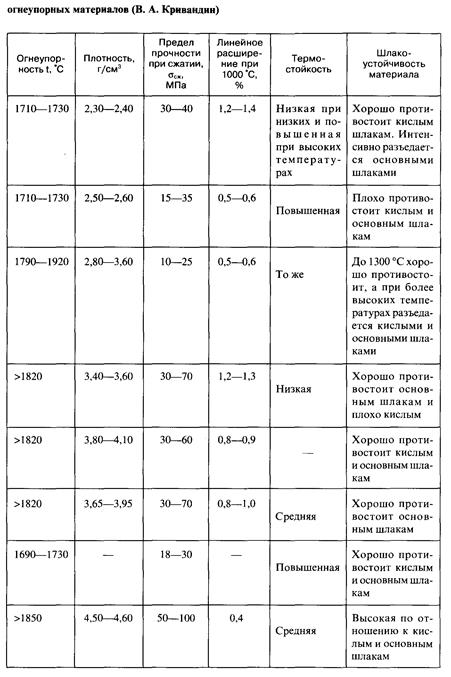
К огнеупорам сталеплавильных печей и сталеразливочных ковшей предъявляют следующие требования: - высокая огнеупорность, чтобы обеспечить работу печи при температурах выше температур расплавленного металла и шлака; - высокие физико-механические свойства, в том числе прочность в широком температурном интервале, постоянство объема, термическая стойкость при резких колебаниях температуры, несмачиваемость металлом и шлаком, химическая инертность к ним. По химическим свойствам огнеупоры подразделяют на кислые, основные и нейтральные. К кислым относят кремнеземистые (на основе оксида кремния) набивные массы, динас, шамот. К основным — огнеупоры, которые состоят из оксидов магния и кальция (магнезитовые, магнезитохромистые, доломитовые, периклазовые, периклазошпинелидные). К нейтральным относят огнеупорные материалы, содержащие преимущественно амфотерные оксиды алюминия, циркония, а также оксиды хрома (корундовые, муллитовые, хромитовые, цирконовые огнеупоры). Огнеупорные материалы подразделяют на огнеупорные изделия, имеющие определенную геометрическую форму и размеры, и неформованные огнеупоры, выпускаемые в виде порошков и используемые после смешения с другими компонентами (связующими, пластификаторами и т. д.). В табл. 2.18 приведены состав и свойства некоторых огнеупорных материалов, а в табл. 2.19—марки огнеупорных изделий для футеровки дуговых сталеплавильных печей.
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Какие шихтовые материалы используют для выплавки сталей? 2. Приведите классификацию плавильных печей. 3. Особенности плавки сталей в дуговых печах (ДСП) основным процессом. 4. Назначение окислительного периода при плавке в ДСП. 5. Назначение восстановительного периода при плавке в ДСП. 6. Роль шлаков в окислительном и восстановительном периодах плавки в ДСП. 7. Особенности плавки сталей в ДСП кислым процессом методом переплава. 8. Особенности плавки сталей в ДСП кислым процессом активным методом. 9. Особенности процессов выплавки стали в индукционных печах. 10. Плавка стали в вакуумно-индукционных печах. 11. Перечислите специальные способы выплавки стали. 12. Особенности плавки стали в дуговых печах постоянного тока. 13. Раскисление сталей. Методы раскисления. 14. Внепечные методы обработки расплавов сталей. 15. Рафинирование сталей. Методы рафинирования. 16. Разливка стали. Выбор ковшей для заливки. 17. Определение температуры ликвидус стали. 18. Определение температуры заливки стали. 19. Определение температуры выпуска стали из печи. 20. Основные принципы расчета шихты.
Глава 3
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 3748; Нарушение авторского права страницы