
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СТРОЕНИЕ И СВОЙСТВА ЖИДКОЙ СТАЛИ.
ПРОЦЕССЫ КРИСТАЛЛИЗАЦИИ И ФОРМИРОВАНИЯ СТРУКТУРЫ ОТЛИВОК
СТРУКТУРА РАСПЛАВОВ СТАЛИ
Главная задача при выплавке стали получение жидкого сплава заданного химического состава, определенных физико-химических и литейных свойств с минимальными энергозатратами, расходом шихтовых материалов и продолжительностью плавки. Жидкое состояние является промежуточным между газообразным и твердым, но ближе к твердому, особенно вблизи температуры кристаллизации. При переходе из жидкого состояния в твердое или наоборот такие свойства, как плотность, теплоемкость, объем, мало меняются. Например, увеличение объема большинства сталей при плавлении не превышает 7 %, а уменьшение плотности 5 %. Тем не менее строение жидких сплавов изучено в значительно меньшей степени, а теория жидкого состояния еще отстает в своем развитии от теорий газов и твердых тел (кристаллов). Исследования Я. И. Френкеля, В. И. Данилова, Н. Н. Боголюбова, В. М. Лившица, Л. д. Ландау, Б. А. Баума и других в определенной степени позволяют описать строение и свойства жидкости, в частности жидкого металла. Согласно их работам, модель жидкости представляет собой среду, в которой непрерывно возникают и разрушаются микрогруппировки с упорядоченной структурой. По своему строению такие микрогруппировки близки или соответствуют твердому телу и называются по-разному: кластеры, сиботаксисы, флуктуации. для каждой температуры существует некоторое динамическое равновесие, которое позволяет установить среднестатистический размер микрогруппировок. Обычно это величины субмикроскопического порядка. С повышением температуры количество и размеры кластеров уменьшаются, а объем неупорядоченной жидкости возрастает. Время существования каждого кластера очень мало. Оно определяется интенсивностью теплового движения атомов и прочностью межатомной связи. В металлических расплавах возможно одновременное существование нескольких типов кластеров, соответствующих структуре фаз твердого металла. Например, в жидком железе при температурах около 1600 °С обнаружены микрообласти с ближним по рядком и структурой, подобной ГЦК и ОЦК. Согласно данным Б. А. Баума, в стадии приготовления стального расплава, даже после расплавления всех компонентов и возникновения однофазной макроскопически
однородной жидкости, в ней продолжает осуществляться переход от различных типов ближнего порядка: компонентов шихты к иной, более однородной атомной структуре. Это сопровождается изменением межчастичнтх взаимодействий и атомной сегрегации. Изменение внешних условий, например температуры, приводит к изменению структуры ближнего порядка: межатомных расстояний, координационных чисел, геометрии расположения атомов и размеров кластеров. Причем эти характеристики состояния системы на атомном уровне могут изменяться значительно медленнее, чем внешние условия. Поэтому нестабильное состояние стального расплава может оказаться довольно устойчивым. В практике известны примеры медленного макроскопического выравнивания химического состава расплавов при их легировании в плавильных печах. даже через 20 мин после введения в жидкую ванну феррохрома содержание хрома в месте отбора пробы может существенно отличаться от среднего значения. Выравнивание же состава микрообъемов требует еще большего времени. Особенно это касается расплавов легированных и высоколегированных сталей. Кроме того, реальные стальные расплавы содержат определенное количество примесей и не металлических включений, а многообразие композиций состава обеспечивает широкую гамму физико-механических свойств жидкой, твердой стали и, в целом, отливок. При изучении механизма и кинетики процессов выплавки стали особый интерес представляет форма существования отдельных элементов в жидком расплаве. Это связано с тем, что свойства расплава, скорость переноса в нем компонентов к месту реакции, скорость самой реакции зависят от того, в какой форме компоненты находятся в расплаве. Элементы (С, О, S, Р), у которых электроотрицательность значительно нише, чем у железа, в расплавах образуют с ним ионную и ковалентную связи, причем последняя осуществляется в результате образования квазимолекул соответствующих оксидов, фосфидов, сульфидов. Из элементов, образующих растворы с жидким железом, особый интерес представляет углерод, который содержится во всех сталях. В расплавах железа углерод, по-видимому, находится преимущественно в виде катионов С4+. Это подтверждается перемещением иона углерода, имеющего меньший радиус и больший заряд, чем ион железа, в сторону катода под действием постоянного электрического поля. Вероятно, углерод присутствует и в форме квазимолекул Fe3C Но группировки Fe3C неустойчивы. Это связано с тем, что каждый атом углерода может быть равновероятно связан с любыми из ближайших соседних атомов железа, которые непрерывно меняются. Происходит постоянный обмен атомами группировок Fe3C с окружающим раствором. Число ближайших к атому углерода атомов железа (координационное число) в расплаве можно оценить с учетом типа образующегося раствора и представлений о сохранении ближнего порядка в расположении атомов при плавлении.
Атомы углерода располагаются в центрах или середине граней элементарных кубических ячеек, внедряясь в октаэдрические или тетраэдрические поры между атомами железа. Твердые растворы внедрения образуются при соотношении радиусов атомов растворенного элемента и растворителя не более 0, 59 (правило Хэгга). Отношение радиусов атомов углерода (rc = 0, 0824 нм) и железа (rα Fe = 0, 126 нм) равно 0, 65, т. е. больше. Поэтому внедрение атомов углерода сопровождается искажением кристаллической решетки с увеличением свободного объема. Это подтверждается уменьшением плотности расплавов с повышением содержания углерода. Лишь в интервале 0, 08—0, 12%С с повышением его содержания плотность несколько увеличивается, что, по-видимому, связано с образованием наряду с квазикристаллической структурой типа δ структуры типа у. Вследствие своего большого размера атомы углерода располагаются в самых больших порах между атомами железа. В ОЦК решетке δ -Fe образуемой при 0, 2—0, 5% С, самые большие поры тетраэдрические. Соответственно при содержании в стали углерода менее 0, 2—0, 5% каждый атом углерода окружают четыре ближайших атома железа, а при более высоком содержании — шесть атомов железа. Вследствие сохранения ближнего порядка при незначительном перегреве над температурой ликвидус такой по рядок в расположении атомов сохраняется. Кислород растворяется в жидком железе, по-видимому, с образованием группировок типа молекул ЕеО. Об этом свидетельствует значительное изменение изобарно-изотермического потенциала реакции растворения:
1/2 О2(г) = [О]; Δ G = - 117200 - 2, 89 t Дж/г-атом.
Это подтверждается также повышением растворимости кислорода с повышением температуры вследствие увеличения в металле дырок. Можно предположить, что кислород не образует с железом устойчивых и постоянных молекул. Более вероятно, что атом кислорода (или скорее ион О2-) временно связывается с одним атомом железа (ионом Fе а затем с другим. Существование кислорода в форме аниона подтверждается перемещением его под действием постоянного электрического поля в сторону анода. Сера. по-видимому, также существует в жидком железе в виде аниона S2- в постоянном электрическом поле она также перемещается в сторону анода. Вместе с тем сера образует в жидком железе микрогруппировки по типу молекул FeS. Об этом свидетельствуют значительное изменение свободной энергии ее растворения (Δ G01600 = 90640 Дж/г-атом) и острый максимум на диаграмме состояния, соответствующий составу по 50% атомов железа и серы.
Однако можно предположить, что квазимолекула FеS нестабильна во времени и в ней происходит периодическая замена одних ионов железа другими. Фосфор образует в жидком железе преимущественно упорядоченные группировки квазимолекул Fе2P. Об этом можно судить по большому изменению свободной энергии растворения фосфора (Δ G01600 = 158300 Дж/г-атом) и отчетливому максимуму на диаграмме состояния, соответствующему составу Fе2P. Кремний, по-видимому, присутствует в жидком железе преимущественно в ковалентном состоянии и образует микрогруппировки, подобные молекулам FeSi. Это подтверждают существенное изменение свободной энергии растворения кремния в жидком железе (Δ G01600 = 167080 Дж/г-атом) и острый максимум на диаграмме состояния Fе—Si, соответствующий соединению FеSi. При растворении в жидком железе металлических примесей (Ni, Mn, Сг, Мо, V, Тi и др.) часть электронов их внешних оболочек коллективизируется и образуется металлическая связь. В частности, атом никеля, попадая в расплав железа, отдает валентные электроны в зону проводи- мости энергетического спектра железа и приобретает определенный за ряд, который может быть отличным от заряда железа. Происходит перекрытие d-орбиталей атомов никеля и железа, и между атомами никеля и железа появляется дополнительная связь. При этом в расплаве образуются достаточно устойчивые железоникелевые микрогруппировки, и расплав становится микронеоднородным. Перекрытие d-орбиталей приводит к образованию δ -подобной структуры ближнего порядка. В связи с более высокой энергией связи разноименных атомов по сравнению с одноименными (? Ni-Ni < ? Fe-Ni > ? Fe-Fe) добавка никеля в расплав стали приводит к значительному уменьшению межатомных расстояний и к повышению плотности расплавов. Никель широко используют для легирования сталей. Его часто вводят в шихту в процессе завалки в печь, и он начинает оказывать влияние на строение и свойства жидкой стали уже с момента расплавления. Растворение легирующих элементов и примесей в жидком железе вызывает изменение его свойств, что влияет на процесс выплавки стали. Наиболее полно изучено влияние отдельных элементов на вязкость, плотность, поверхностное натяжение расплавов на основе железа (рис. 3.1, 3.2). Рассмотрим влияние углерода, как правило, присутствующего во всех сталях, на основные структурно-чувствительные свойства расплавов железа (см. рис. 3.1). Для всех исследованных физических характеристик обнаружена не монотонная зависимость с минимумом при содержании углерода в пре делах 0, 15—0, 20% и максимумом при 0, 30—0, 40% С.
Появление максимума на кривых обусловлено образованием микрогруппировок с плотной упаковкой. Кроме того, с увеличением концентрации углерода возрастает количество микрогруппировок FexC, которые, начиная с содержания углерода 0, 15—0, 20%, взаимодействуют не только с окружающими их атомами железа, но и друг с другом. При этом происходит свое образное перекрытие микрогруппировок. Атом железа, входящий в микрогруппировку FexC, иными словами, связанный с одним атомом углерода, в результате «перекрытия» микрогруппировок оказывается связанным уже с двумя и более атомами углерода. Это приводит к повышению кинематической вязкости, энергии активации вязкого течения и поверхностного натяжения. Процесс перестройки структуры ближнего порядка из δ -подобной в γ -подобную заканчивается, по-видимому, при концентрации углерода 0, 3—0, 5 %..
Легирование железа в зависимости от физико-химических свойств вводимого элемента сопровождается образованием в расплаве тех или иных микрогруппировок с различным периодом их устойчивости. Это отражается на вязкости жидкого железа (рис. 3.2, а). Наиболее сильно повышают кинематическую вязкость железа вольфрам, молибден, хром, ниобий, слабее — ванадий и титан, понижают марганец, никель, кобальт, кремний. Характер структурных или химических микрогруппировок в расплавах железа существенным образом влияет и на их плотность (рис. 3.2, б). Повышают плотность жидкого железа вольфрам и молибден. Марганец, никель, кобальт незначительно ее понижают. Более существенно снижают плотность жидкого железа углерод, кремний, сера, фосфор, алюминий. Для процессов выплавки сталей представляет интерес влияние легирующих элементов и примесей на поверхностную энергию жидкого металла, так как при значительной поверхностной активности вследствие адсорбции концентрация (сгущение) их у межфазной поверхности может существенно превышать среднюю концентрацию в объеме. Такая концентрация у поверхности влияет на степень и интенсивность развития отдельных процессов. Поверхностное натяжение жидкого железа при 1550—1600 ОС равно 1800—1850 МДж/м2. 155 Растворение в железе других компонентов снижает поверхностное натяжение (рис. 3.2, в). Наиболее сильными поверхностно-активными элементами в стали являются кислород, сера, азот, которые существенно снижают поверхностное натяжение железа, меньше его снижают мышьяк, молибден, хром. Слабой поверхностной активностью в жидком железе характеризуются фосфор, кремний, углерод, ванадий, титан. Чтобы заметно понизить поверхностное натяжение жидкого железа, их количество в расплаве должно быть довольно высоким. Практически не влияет на а железа никель, а молибден и вольфрам незначительно его повышают. Вязкость является важной характеристикой для изучения строения металлических расплавов. Определение абсолютных значений вязкости жидких сталей также важно и для проведения гидродинамических расчетов при оценке конвективных потоков в металлической ванне, в затвердевающей отливке, при течении расплава по каналам литниковой системы, при выборе ее формы.
Поскольку результаты повторных измерений достаточно хорошо согласуются с данными, полученными после первого перегрева стали до предельной температуры, то можно полагать, что гистерезис вязкости объясняется изменениями в структуре расплава. При нагреве расплавов ста лей происходит уменьшение размеров и количества кластеров, в которых энергия межчастичного взаимодействия значительно превышает таковую в разупорядоченной зоне. При дальнейших циклах охлаждения и нагрева уже не образуются аналогичные микрогруппировки, которые имелись при первоначальном расплавлении и нагреве стали. Вместе с тем следует отметить, что на наблюдаемый в расплавах сталей гистерезис оказывают влияние и присутствующие в них примеси, затушевывая непосредственную связь между этим явлением и строением расплава.
На вязкость расплавов промышленных сталей большое влияние оказывают их химический состав, содержание газов, неметаллических включений. Поэтому рафинирование сталей сопровождается снижением их вязкости. Опыты показали, что образцы стали, отобранные для определения их вяз кости из разных зон слитка, различаются по величине вязкости. Это говорит о ее существенном изменении в процессе кристаллизации стали. Жидкая сталь зоны столбчатых кристаллов характеризуется небольшими значениями вязкости по сравнению с центральной и наружной зонами. Существование связи между свойствами жидких сплавов и их механическими свойствами (а также служебными, специальными) в твердом состоянии в настоящее время не вызывает сомнений. Характерна эта связь и для сталей. На рис. 3.5 приведены зависимости, связывающие относительное удлинение твердого образца с вязкостью в жидком состоянии.
Образцы, более вязкие в расплавленном состоянии, обладают более высокой пластичностью. Анализ результатов работ, проведенных разными авторами, по испытанию При равновесной темпера туре кристаллизации ( заро дыши появиться не могут, так как О, = О и Лi 0. В переох лажденном состоянии О,. < жидкая фаза термодинамиче ски неустойчива, совершается переход из жидкого состояния в твердое. Энергия, необходи мая для образования зароды ша с радиусом т, определяется балансом уменьшения объем ной (—ЛОм) и увеличения по верхностной (+ЛО энергий системы: механических свойств литых промышленных сталей при 20 оС показал, что максимальное повышение свойств, особенно относительного удлинения δ и сужения ψ, наблюдается в тех случаях, когда в результате высокотемпературной обработки сталей в жидком состоянии устраняется гистерезис вязкости. Если выбранные режимы обработки расплавов не полностью устраняют гистерезис вязкости, а лишь уменьшают его, то повышение механических свойств оказывается меньшим и в значительной степени зависящим от величины гистерезиса. Наиболее вероятной причиной взаимосвязи свойств жидкой и твердой стали является неравновесность расплава перед кристаллизацией. для достижения расплавом полного равновесия требуется определенное время. Поэтому степень завершенности процессов установления равновесия к моменту кристаллизации стали может оказаться различной. Ход изменения во времени структуры расплава определяет некоторые его свойства, а в случае кристаллизации из разных состояний и свойства твердого металла.
КРИСТАЛИЗАЦИЯ ФОРМИРОВАНИЕ СТРУКТУРЫ СТАЛЬНЫХ ОТЛИВОК
В процессе кристаллизации осуществляется формирование структуры стали в отливке и образование различных дефектов. Различают первичную и вторичную кристаллизации. Первичная кристаллизация — образование и рост кристаллов при переходе стали из жидкого состояния в твердое. Вторичная — изменение формы и размеров кристаллов во время полиморфных превращений, протекающих в твердом состоянии при охлаждении отливки в форме. Первичная кристаллизация стали в отливке определяется многими факторами: химическим составом стали, технологией плавки (продолжительность и температура плавки, раскисление, температура выпуска из печи в ковш и т. д.), свойствами формы (теплоаккумулирующая способность, теплоемкость, теплопроводность, плотность и т. д.) и условиями заливки.
Формирование литой структуры стали начинается с образования центров кристаллизации при переохлаждении расплава на величину Δ t = tкр - tспл (рис. 3.6). При равновесной температуре кристаллизации (зародыши появиться не могут, так как Gж = Gтв и Δ t = 0. В переохлажденном состоянии Gтв < Gж, жидкая фаза термодинамически неустойчива, совершается переход из жидкого состояния в твердое. Энергия, необходимая для образования зароды ша с радиусом r, определяется балансом уменьшения объемной (-Δ GV) и увеличения поверхностной (+Δ GP) энергий системы:
где Δ П — изменение энергии Гиббса; L - теплота кристаллизации; Δ t - переохлаждение; tкр — температура кристаллизации; поверхностное натяжение на границе жидкой и твердой фаз; т радиус зародыша. Выигрыш в энергии Гиббса при появлении новой фазы должен быть не меньше работы образования поверхности раздела. Радиус зародыша, при котором они равны, называется критическим:
Устойчивым и способным к росту является зародыш с радиусом больше критического. Это и есть центр кристаллизации. Из выражения (3.2) следует, что температурный интервал метастабильности фаз определяется rкр и σ ж-тв. Чем больше значение rкр и меньше σ ж-тв тем меньше интервал метастабильности. При первичной кристаллизации стали переохлаждение жидкой фазы может меняться в широких пределах. В реальных условиях литья сталей Δ t обычно не превышает нескольких десятков градусов. Однако повышение чистоты сталей в результате использования чистых синтетических шихтовых материалов, рафинирования, дезактивации нерастворимых примесей циклическими переплавами под синтетическими шлаками и т.п. приводит к увеличению Δ t до нескольких сотен градусов (табл. 3.1). Таким образом, при первичной кристаллизации сталей технической чистоты переохлаждение расплава определяется содержанием в нем примесей. Увеличение переохлаждения приводит к увеличению скорости зарождения гомогенных и гетерогенных центров кристаллизации и повышению линейной скорости роста кристаллов.
Структура стальной отливки характеризуется формой и размерами кристаллов, называемых обычно зернами и видимых при специальном травлении на шлифах без увеличения или при небольшом увеличении (до х20), а также элементов дендритной микроструктуры, наблюдаемых под микроскопом. Макроструктура затвердевшей отливки имеет три зоны (рис. 3.8): 1) наружную мелкозернистую зону разориентированных. кристаллов;
3) центральную зону равноосных кристаллов. В начальный период кристаллизации корка, температура которой близка к температуре солидус, а также нагревшиеся стенки и зазор между коркой и формой уменьшают теплопередачу от жидкой стали и степень переохлаждения. При этом растут преимущественно кристаллы, главные оси которых ориентированыны параллельно на правлению теплоотвода. Образуется зона столбчатых кристаллов, причем сечение зерен, растущих в направлении тепло- отвода, увеличивается по мере удаления от поверхности формы вследствие блокировки и поглощения ими зерен с менее благоприятной ориентировкой. Зона столбчатых кристаллов граничит с зоной крупных равноосных зерен в центре сечения стенки отливки. Они об разуются из жидкой фазы, когда из-за небольшого переохлаждения возникает малое количество зародышей кристаллизации и имеются в расплаве беспорядочно разбросанные готовые центры в виде твердых частиц: об ломки дендритов, неметаллические включения и др. Величина той или иной зоны в отливках зависит в первую очередь от химического состава стали (интервала кристаллизации), скорости охлаждения отливки, материала формы, ее теплоаккумулирующей способности, температуры заливки металла в форму. Характер воздействия этих факторов можно рассмотреть с помощью схем, представленных на рис. 3.9.
• Интервал кристаллизации (рис. 3.9, а). Рассмотрим затвердевание двух одинаковых отливок, но изготовленных из сплавов с различным интервалом кристаллизации (tл - tс). Все остальные параметры (температура заливки, вид формы) в обоих случаях одинаковы. В фиксированный момент времени после заливки изменение температуры металла описывается параболой. Температура поверхностного слоя отливки будет одинаковой, поскольку в единицу времени форма аккумулирует одно и то же количество тепла. Пересечение изотермы tc с параболой указывает, какой слой металла имеет температуру ниже, т. е. к этому моменту времени затвердеет часть отливки, температура металла которой лежит в интервале tл - tс и имеет двухфазную зону (тв + ж). В I случае протяженность зоны мелкозернистых кристаллов (тв) будет шире, чем во II случае (широкоинтервальный сплав), величина двух фазной зоны (тв + ж) будет уже, а в центральной части тела отливки отмечается более широкая зона жидкого металла. При дальнейшем охлаждении отливок характер затвердевания сохранится. И после полного затвердевания в узкоинтервальном сплаве I зона мелкозернистых кристаллов 1 и столбчатых 2 (см. рис. 3.8) будет шире, а зона равноосных разноориентированных кристаллов 3 уже. И наоборот, сталь с более широким интервалом кристаллизации будет иметь в структуре отливки меньшую протяженность зоны мелкозернистых и большую протяженность зоны толстых разветвленных дендритов 2 и зоны равноосных кристаллов 3. Скорость охлаждения. Отливки из одной и той же стали с одинаковым перегревом заливаются в формы, изготовленные из различных материалов (рис. 3.9, 6). В этом случае коэффициент теплоаккумулирующей способности bФI значительно выше, чем в случае II (bФI > > bФII). В фиксированный момент времени поверхностный слой отливки в I случае будет охлажден до более низких температур и зона мелкозернистых кристаллов будет шире. Зона твердо-жидкого металла будет уже, что способствует росту узких дендритов в направлении теплоотвода. В случае II в отливке формируются узкая зона мелкозернистых кристаллов, широкая зона крупных разветвленных дендритов и более широкая зона равноосных кристаллов. Толщина стенки отливки (рис. 3.9, в). Одна и та же сталь при одной и той же температуре заливается в одинаковые формы (bФI = bФII). При увеличении толщины стенки отливки уменьшается протяженность зоны мелкозернистых кристаллов I (см. рис. 3.8), увеличивается протяженность зоны жидкой фазы и, следовательно, зоны крупных равноосных кристаллов 3, уменьшается ширина зоны дендритных кристаллов 2, так как широкая двухфазная зона будет способствовать росту толстых дендритов, что создает благоприятные условия для роста фазы во всех трех направлениях. • Перегрев металла (температура заливки) (рис. 3.9, г). Одна и та же сталь заливается в одинаковые формы, но в случае I температура заливки выше, чем в случае II (tзалI > tзалII. В результате аналогичных рассуждений можно констатировать, что высокая температура заливки уменьшает ширину твердой, твердо-жидкой фаз и увеличивает ширину жидкой фазы. Это приводит к тому, что зоны мелкозернистых 1 и крупных равноосных кристаллов 3 (рис. 3.8) уменьшаются, а зона узких дендритных, столбчатых кристаллов значительно увеличивается, поскольку создаются благоприятные условия для их роста. Таким образом, малый интервал кристаллизации стали, повышенная скорость охлаждения отливки, увеличение перегрева металла, его низкая теплопроводность приводят к формированию преимущественно столбчатой, дендритной структуры, а снижение температуры заливки и скорости охлаждения отливок, высокая теплопроводность, большая толщина стенки отливки — к формированию преимущественно разноориентированной крупнозернистой структуры. Качество литой стали и отливок из нее повышается при измельчении структуры и сокращении протяженности зоны столбчатых кристаллов. Поэтому процессы выплавки сталей и условий их затвердевания в отливках регулируют таким образом, чтобы обеспечить образование мелкозернистой равноосной структуры: а именно, выбором оптимальной температуры заливки, использованием внепечных методов обработки расплавов, модифицированием, дифференцированным охлаждением различных частей отливок и др.
ЛИКВАЦИЯ СТАЛИ В ОТЛИВКАХ
Ликвацией называют химическую неоднородность металла отливки, возникающую при ее затвердевании. Различают зональную и дендритную ликвацию. Зональная ликвация это химическая неоднородность в пределах всей отливки в целом, дендритная в пределах одного дендрита. Часто дендритную ликвацию называют внутрикристаллитной. Причина ликвации изменение растворимости компонентов стали в процессе кристаллизации. Склонность элемента к ликвации тем сильнее, чем больше разница в его растворимости в жидкой и твердой стали. Степень ликвации зависит от соотношения скорости кристаллизации матрицы и скорости диффузии ликвирующего элемента. Элементы, образующие с железом твердые растворы внедрения (С, N, Н, В и др.) и обладающие достаточно высокими коэффициентами диффузии, более склонны к ликвации, чем элементы, образующие растворы замещения (Сr, V, Ni, Mn и др.). Оценить склонность компонентов стали к ликвации можно с помощью коэффициента их распределения (Кp) между твердой и жидкой фазами в процессе первичной кристаллизации. Коэффициент распределения представляет собой частное от деления предельной растворимости элемента в твердой стали к его предельной растворимости в жидкой фазе:
Чем больше различие в растворимости компонентов в жидкой и твердой фазах стали, чем больше отличаются они по температурам плавления, чем выше их коэффициент диффузии и чем больше сродство к образованию стойких химических соединений, тем больше их склонность к ликвации. По уменьшению склонности к ликвации элементы могут быть расположены в следующий ряд: S, Р, В, С, W, Аs, V, Тi, Мо, Сu, Аl, Сr, Mn, Со, Ni. Значения коэффициентов К рассчитанные по соответствующим двойным диаграммам состояния железо - элемент, приведены в табл. 3.2.
Коэффициенты диффузии некоторых элементов в стали при различных температурах приведены в табл. 3.3.
Зональная ликвация серы, фосфора и углерода или химическая неоднородность в отливках усиливаются в условиях медленного охлаждения, т. е. в массивных частях отливок. Наблюдаются две разновидности химической неоднородности: осевая V-образная (прямая ликвация) и внеосевая
Внеосевая неоднородность образуется между первой поверхностной и осевой зонами кристаллизации. Она формируется также в двухфазной зоне затвердевания, перемещающейся к центру стенки. И хотя на этой стадии в централь ной части сечения стенки есть еще свободный жидкий металл, питание затвердевающего металла затруднено двухфазной зоной. В этой зоне образуются отдельные изолированные объемы жидкого металла, в которых возникают усадочные пустоты, куда стекает из вышерасположенных объемов обогащенная примесями жидкость. Особенность расположения внеосевой неоднородности объясняется наличием торцевого эффекта охлаждения снизу. В этих условиях в нижней части отливки раньше всего образуется двухфазная зона, что обусловливает локализацию ликватов вблизи боковой поверхности отливки. По мере перемещения двухфазной зоны от поверхности к осевой зоне и всплывания ликватов зона образования ликвационных шнуров также перемещается вверх, приближаясь к осевой части отливки. В качестве мер борьбы с внеосевой химической неоднородностью могут быть использованы: ускорение охлаждения с помощью наружных и внутренних холодильников, понижение температуры заливки и активация перемешивания металла в процессе заполнения формы.
Наиболее радикальным средством предотвращения зональной ликвации обоих видов является снижение содержания в стали ликвирующих элементов: серы, фосфора, углерода. Так, рекомендуется для этих целей обеспечивать содержание серы и фосфора в стали по 0, 01—0, 015% каждого. При этом, однако, следует учитывать зависимость склонности этих элементов к ликвации от содержания в стали углерода. На основе экспериментальных данных установлено, что коэффициенты диффузии серы и фосфора уменьшаются с увеличением содержания в стали углерода, и наоборот коэффициент диффузии углерода уменьшается при увеличении содержания серы. При низком значении коэффициента диффузии затрудняется выравнивание состава металла в процессе охлаждения отливки в форме. Даже при самом медленном охлаждении отливки не происходит сколько-нибудь значительного уменьшения степени ликвации серы и фосфора. По этой причине не дает положительного эффекта и диффузионный отжиг отливок. В отливках из углеродистой стали, где содержание примесей соответствует ГОСТу, о степени развития ликвации можно судить по толщине стенки отливки. Так, в отливках с толщинами стенок до б0—80 мм ликвация серы, фосфора и углерода не достигает опасных значений (табл. 3.4). Меры по предотвращению ликвации необходимо предпринимать только для отливок с толщиной стенки более 80 мм.
В отличие от макроскопической зональной ликвации микроскопическая внутрикристаллитная, или дендритная ликвация стали оказывает большое влияние на качество отливок, т. е. на некоторые специальные и более чувствительные к тонкому строению стали свойства, как, например, жаропрочность, коррозионная стойкость, и др. Эксперимент и практика показывают: чем выше концентрация элемента в стали, тем в большей степени развивается его ликвация. Ликвация каждого элемента изменяется в зависимости от конкретного состава стали, от состава легирующего комплекса, что иллюстрируется данными, полученными по результатам микроренгеноспектрального анализа (табл. 3.5).
Добавка в сталь 10Г4СЛ2 % хрома сопровождается уменьшением ликвации марганца и кремния, а доведение концентрации хрома до 4% приводит к увеличению ликвации всех трех элементов. Состав стали марки 10Х2Г4СЛ обеспечивает минимальную степень ликвации и в этом отношении он является почти оптимальным. Такое соотношение элементов в легирующем комплексе стали, при котором практиче Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 2358; Нарушение авторского права страницы



 В результате многочисленных исследований кинематической вязкости различных жидких сталей было установлено явление гистерезиса вязкости. Оказалось, что вязкость сталей при первоначальном их нагреве ниже, чем при последующем охлаждении (рис. 3.3). Причем последующие циклы нагрева и охлаждения расплавов сталей не приводили к дальнейшему изменению температурной зависимости вязкости.
В результате многочисленных исследований кинематической вязкости различных жидких сталей было установлено явление гистерезиса вязкости. Оказалось, что вязкость сталей при первоначальном их нагреве ниже, чем при последующем охлаждении (рис. 3.3). Причем последующие циклы нагрева и охлаждения расплавов сталей не приводили к дальнейшему изменению температурной зависимости вязкости. Термическая предыстория особенно сказывается на вязкости легированных сталей. Этим обстоятельством, в частности, объясняется металлургическая наследственность сплавов. Экспериментально установлено (рис. 3.4), что сталь одного и того же химического состава с одинаковым содержанием примесей, но выплавленная разными методами, имеет различную вязкость: наименьшую из открытой дуговой электропечи, но с большим гистерезисом; более высокую после вакуумно-дугового переплава, но с меньшим гистерезисом; самую высокую вязкость, но совсем без гистерезиса после электрошлакового переплава.
Термическая предыстория особенно сказывается на вязкости легированных сталей. Этим обстоятельством, в частности, объясняется металлургическая наследственность сплавов. Экспериментально установлено (рис. 3.4), что сталь одного и того же химического состава с одинаковым содержанием примесей, но выплавленная разными методами, имеет различную вязкость: наименьшую из открытой дуговой электропечи, но с большим гистерезисом; более высокую после вакуумно-дугового переплава, но с меньшим гистерезисом; самую высокую вязкость, но совсем без гистерезиса после электрошлакового переплава.
 Кристаллизация в реальных отливках является сложным процессом, и по мере развития науки о металлах вносятся все новые уточнения в теорию этого процесса.
Кристаллизация в реальных отливках является сложным процессом, и по мере развития науки о металлах вносятся все новые уточнения в теорию этого процесса. (3.1)
(3.1) (3.2)
(3.2)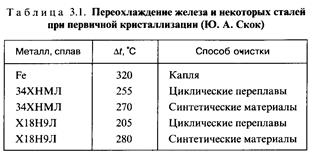
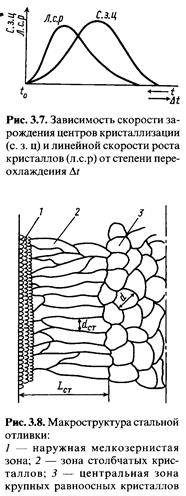 При Δ t = 0 размер критического зародыша бесконечно велик, а скорость его роста равна нулю, и кристаллизация не начинается. С увеличением Δ t увеличивается термодинамический стимул кристаллизации Δ G (рис. 3.7), что приводит к росту скорости зарождения кристаллов и линейной скорости роста. Приведенные выше рассуждения от носятся к гомогенному зарождению кристаллов флуктуационному образованию зародышей в случайных микрообъемах чистого расплава. В реальных расплавах всегда находятся взвешенные частицы разной природы (нитриды, оксиды и т. п.), которые очень часто служат готовыми центрами кристаллизации или подложками для их зарождения. Поэтому кристаллизация реальных расплавов начинается при более низких величинах переохлаждения и осуществляется гетерогенным механизмом на инородных твердых частицах.
При Δ t = 0 размер критического зародыша бесконечно велик, а скорость его роста равна нулю, и кристаллизация не начинается. С увеличением Δ t увеличивается термодинамический стимул кристаллизации Δ G (рис. 3.7), что приводит к росту скорости зарождения кристаллов и линейной скорости роста. Приведенные выше рассуждения от носятся к гомогенному зарождению кристаллов флуктуационному образованию зародышей в случайных микрообъемах чистого расплава. В реальных расплавах всегда находятся взвешенные частицы разной природы (нитриды, оксиды и т. п.), которые очень часто служат готовыми центрами кристаллизации или подложками для их зарождения. Поэтому кристаллизация реальных расплавов начинается при более низких величинах переохлаждения и осуществляется гетерогенным механизмом на инородных твердых частицах. 2) промежуточную зону столбчатых кристаллов, вытянутых в направлении тепло-отвода;
2) промежуточную зону столбчатых кристаллов, вытянутых в направлении тепло-отвода;  .
.

 -обраэная (обратная ликвация) (рис. 3.10). Второй вид неоднородности обычно еще называют «усы». Схема образования зональной ликвации приведена на рис. 3.11.
-обраэная (обратная ликвация) (рис. 3.10). Второй вид неоднородности обычно еще называют «усы». Схема образования зональной ликвации приведена на рис. 3.11.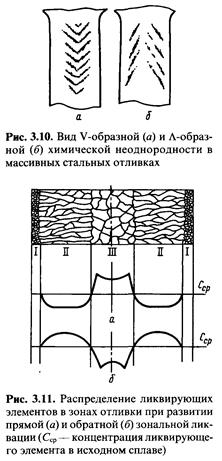 Осевая неоднородность образуется вследствие усадочных перемещений жидкости, обогащенной примесями в осевой части стенки отливки. Такое перемещение происходит в условиях затрудненного питания осевой двухфазной зоны, когда отдельные кристаллиты, растущие навстречу друг другу, смыкаются и под ними начинает образовываться усадочная полость. В усадочную полость засасывается ликват, обладающий пониженной температурой плавления. для уменьшения и предотвращения такой неоднородности следует ускорить охлаждение отливки, способствующее уменьшению ширины двухфазной зоны (см. рис. 3.9), и усилить степень направленности затвердевания.
Осевая неоднородность образуется вследствие усадочных перемещений жидкости, обогащенной примесями в осевой части стенки отливки. Такое перемещение происходит в условиях затрудненного питания осевой двухфазной зоны, когда отдельные кристаллиты, растущие навстречу друг другу, смыкаются и под ними начинает образовываться усадочная полость. В усадочную полость засасывается ликват, обладающий пониженной температурой плавления. для уменьшения и предотвращения такой неоднородности следует ускорить охлаждение отливки, способствующее уменьшению ширины двухфазной зоны (см. рис. 3.9), и усилить степень направленности затвердевания.
