|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СПЕЦИАЛЬНЫЕ СПОСОБЫ ВЫПЛАВКИ СТАЛИ
Вакуумно-дуговые печи работают обычно с расходуемым электродом, который изготовлен из металла выплавляемой марки стали. Исключение составляют стали, содержащие легко испаряющиеся элементы, количество которых в заготовке (электроде) на 20—25% должно быть выше, чем в готовой стали. для переплава применяют дуговые печи на постоянном токе. Остаточное давление в вакуумной камере 0, 1—1, 0 Па. Печь имеет водяное охлаждение и позволяет осуществлять заливку формы в вакууме. Металл, выплавленный в такой печи, имеет минимальное содержание газов и примесей цветных металлов (цинк, свинец, висмут и др.). Электронно-лучевые печи (рис. 2.8) работают, используя принцип превращения кинетической энергии быстро летящих электронов в тепловую энергию, которая выделяется при ударе электронов о поверхность нагреваемого металла. Источником электронов служит нагреваемый вольфрамовый катод, а приемником — положительно заряженный анод. Скорость вылета электронов зависит от величины ускоряющего напряжения. Обычно оно составляет несколько десятков киловольт. Часть энергии электронов теряется при торможении и рассеивается в виде рентгеновского излучения, поэтому в таких печах не допускают напряжение выше 50 кВ (вследствие необходимости дополнительной защиты персонала). Обычно печи работают на постоянном токе при остаточном давления 0, 01—0, 1 Па. Для обеспечения достаточно плотного потока электронов в таких печах используют сложные фокусирующие системы.
Технология плавки в электронно-лучевой печи следующая. В водоохлаждаемой гарнисажной печи установлены одна или несколько электронных пушек с помощью которых наплавляют порцию металла Затем печь наклоняют и сталь заливают в водоохлаждаемую форму. При этом одни пушки обогревают ванну, другие — носок тигля, литник или приемную воронку. Особенно это необходимо при переплаве тугоплавких сталей.
Плазменно-дуговые печи (рис. 2.9) работают, используя энергию плазмы. Плазма от других состояний вещества отличается тем, что большая или меньшая часть газовых молекул находится в ионизированном состоянии. для выплавки сталей используется так называемая низко- температурная плазма (10000—30000 °С) со степенью ионизации около 1 %. Плазму получают в специальных устройствах, называемых плазмотронами. Плазмотрон состоит из водоохлаждаемого корпуса с крышкой, катода с вольфрамовым наконечником и медного анода с отверстием в виде сопла. В верхней части плазмотрона имеется отверстие для ввода плазмообразующего газа в пространство между катодом и корпусом. Плазмотрон подключают к источнику постоянного тока. Начало работы осуществляется зажиганием дуги между катодом и анодом, а затем подают газ. Струя газа вытекает из сопла, отрывает дугу от него и замыкает цепь на металле водоохлаждаемого кристаллизатора (фактически еще одного анода). После появления дуги между катодом и металлом из цепи выключается сопло-анод плазмотрона. длина дуги горения может достигать 1—2 м. Высокая температура плазмы обеспечивает высокую скорость плавления и нагрева металла. А большая длина дуги при устойчивом горении независимо от обвалов шихты и всплесков жидкой стали способствует хорошей работе всего агрегата.
Устройство плазменных печей аналогично устройству электродуговых печей. Вместо электродов в них устанавливают один или несколько плазмотронов, а в подину печи вставляют медный водоохлаждаемый электрод. Но печь делают более герметичной, чем обычная дуговая. Плавку металла в таких печах чаще всего ведут методом переплава, хотя возможно проводить и окислительный период. Шихту подбирают чистой по сере и фосфору. После загрузки шихты и закрытия печи осуществляют промывку. Для этого через один из плазмотронов пропускают аргон, который тяжелее воздуха и вытесняет его из печи. Воздух выходит через специальные отверстия в с образованиями поднятыми плазмотронами. Затем плазмотроны опускают, включают ток и начинают плавление. Прожигают колодцы в шихте (плавление идет очень быстро, так как обеспечивается высокая температура). После полного расплавления металл некоторое время выдерживают в печи для очистки от газов, при необходимости вводят раскислители и легирующие и затем выпускают металл. Электрошлаковые печи (рис. 2. 10) позволяют получать высококачественные стали. Принцип действия этих печей заключается в следующем. Расходуемый электрод погружают в слой жидкого электропроводящего шлака, который наводится в водоохлаждаемом медном кристаллизаторе. К электроду и поддону кристаллизатора подводится переменный электрический ток, который проходит через слой шлака, нагревает его до темпера туры 1600—2000 °С и поддерживает в заданном режиме в процессе всего переплава.
Кроме рафинирования металла, при электрошлаковом переплаве (ЭШП) обеспечивается направленное затвердевание слитка (снизу вверх) в водоохлаждаемом кристаллизаторе. Таким образом достигаются высокая плотность и однородность металла, отсутствие пористости и других дефектов, присущих обычным слиткам. Металл, полученный в ЭШП, по механическим характеристикам не уступает горячекатаному металлу. В процессе плавки на поверхности переплавляемого слитка формируется шлаковая корочка (гарнисаж), которая изолирует слиток от кристаллизатора. Таким образом, получается ровная гладкая поверхность слитка, не требующая дополнительной механической обработки. Главным компонентом ЭШП является шлак, к которому предъявляют следующие требования: — состав шлака должен обеспечивать рафинирование металла от нежелательных растворенных примесей, неметаллических включений, защиту активных легирующих элементов от окисления; — при рабочих температурах (1500—1900 °С) электропроводность шлака должна быть стабильной и составлять 0, 001—0, 005 Ом м. Превышение этих значений не обеспечивает необходимую концентрацию тепла; — шлак должен быть достаточно легкоплавким, иметь высокую температуру кипения и не изменять вязкость в широком интервале температур, что обеспечивает образование тонкой равномерной корочки на поверхности слитка (отливки), т. е. формирование шлакового гарнисажа;
— шлак должен обеспечивать высокое межфазное натяжение на границе с металлом и обладать высокой адгезией к неметаллическим включениям; — шлак не должен содержать дефицитные материалы, легко дробиться, он должен быть малогигроскопичным и недорогим; — шлак должен быть экологически чистым. Наиболее распространенными шлаками для ЭШП являются шлаки на основе фтористого кальция (СаF2), который обеспечивает достаточную температуру плавления и кипения, хорошее удаление неметаллических включений и защиту металла от окисления. Кроме этого в шлак добавляют следующие материалы: СаО, А12О3, MgO и др., каждый из них выполняет ту или иную функцию, способствующую улучшению качества металла. В промышленности в основном используют готовые флюсы (табл. 2.10). Расход флюса на плавку обычно не превышает 3—5 % от массы слитка. Высокие основность и температура шлаковой ванны обеспечивают высокую степень удаления серы (в стали остается до 0, 003—0, 006 % S), газов и неметаллических включений. Если в составе стали отсутствуют нитридообразующие элементы (Тi, Zr и др.), то содержание кислорода снижается в 2 раза, водорода в 1, 5—2 раза, азота в 1, 5—2, 5 раза, а общее содержание неметаллических включений в 2—3 раза.
Печи для ЭШП выпускаются как с одним электродом, так и много-электродные. Количество электродов определяется либо сечением выплавляемого слитка, либо электрической схемой печи. По способу выплавки слитка печи бывают с неподвижным глухим и со сквозным кристаллизаторами. В первом способе высота кристаллизатора равна высоте переплавляемого слитка, а во втором кристаллизатор перемещается относительно слитка по ходу плавки. В последнее время разработаны конструкции многоэлектродных печей с подвижным кристаллизатором.
Наиболее важным узлом печей ЭШП является кристаллизатор. Его изготавливают из меди или хромистой бронзы, а наружный кожух — из немагнитной стали. Кристаллизаторы охлаждаются водой. Электрошлаковое литье (ЭШЛ) — это разновидность ЭШП. Существует два способа ЭШЛ: в первом переплавляется расходуемый электрод, а металл попадает в водоохлаждаемую форму; во втором — металл плавят электрошлаковым методом в тигле, а затем сливают в литейную форму. Этот способ не уступает по экономическим показателям плавке в индукционным тигельным печам. Методом ЭШП в кокиль получают отливки (заготовки) для машиностроительных деталей ответственного назначения.
РАСКИСЛЕНИЕ СТАЛИ
После окончания окислительного рафинирования в металле всегда содержатся газы: кислород, азот и водород, которые являются нежелательными примесями. Поэтому возникает необходимость удалять их или переводить в такое состояние, при котором они оказывали бы наименьшее вредное влияние на свойства стали в отливке. Снижение содержания кислорода в стали в результате связывания его в достаточно прочные соединения называют раскислением. Некоторые раскислители одновременно со снижением содержания кислорода способствуют удалению из металла серы и азота. Содержание кислорода в металле зависит от содержания в нем углерода. Чем меньше содержание углерода в стали, тем больше в ней кислорода. Причем эта концентрация кислорода значительно выше равновесной с углеродом. Поэтому в процессе затвердевания металла в форме будут продолжаться реакция окисления углерода и выделение газов СО и СО2 что, конечно, недопустимо. При вводе раскислителя в металл, содержащий кислород, образуется продукт раскисления, который может быть газообразным, жидким или твердым. Одной из задач раскисления является снижение содержания кислорода до такой величины, когда процесс кристаллизации отливки будет протекать без выделения газов. При этом содержание кислорода должно быть значительно ниже равновесного с углеродом, и чем оно ниже, тем лучше. Остаточное содержание марганца в готовом металле должно быть не менее 0, 3—0, 5 %, а кремния 0, 2—0, 3 %. Другая задача раскисления состоит в обеспечении возможно меньшего содержания в стали продуктов реакций раскисления — неметаллических включений (НВ) или получении таких НВ, которые оказывают на металл минимально вредное влияние. Такими свойствами обладают НВ размерами 10 мкм. Желательно, чтобы они имели глобулярную форму и распределялись в металле равномерно.
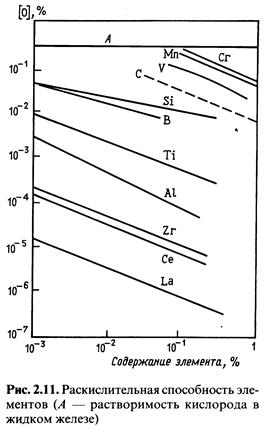
Задача трудная и решается с помощью модифицирования НВ. Еще одна задача раскисления сводится к получению мелкозернистого строения металла и решается путем получения мельчайших НВ, выделяющихся из жидкой фазы в твердом виде и играющих роль центров кристаллизации в отливке. На практике элемент-раскислитель вводится в металл не только для снижения содержания кислорода, но и для улучшения механических и других свойств стали. А количество раскислителя устанавливается при разработке данной марки стали. Поэтому общие требования к раскислителям следующие: — высокое сродство к кислороду; — склонность к образованию оксидов, не растворимых в жидкой стали, легко удаляющихся из нее или приносящих минимальный вред ее свойствам; — низкая стоимость и недефицитность. На рис. 2.11 показана раскислительная способность некоторых элементов.
Хорошим раскислителем является кремний, который в сталь вводят в виде ферросилиция. Он выпускается как с низким (10—20 %), так и с высоким (65—75%) содержанием кремния. В чистом виде кремний применяют редко. Кремний имеет большее сродство к кислороду, чем марганец. Конечное раскисление стали практически всегда осуществляется алюминием. Алюминий применяют в технически чистом виде. Он является одним из лучших раскислителей стали. Обладает высоким сродством к кислороду и измельчает зерно аустенита.
Остаточное содержание алюминия в сталях обычно составляет сотые доли процента при расходе 0, 5—2, 0 кг/т. При этом обеспечиваются остаточное содержание кислорода в стали 0, 001—0, 005 % и плотная структура отливок без газовых дефектов. Высокое остаточное содержание алюминия ухудшает свойства отливок не только из-за процессов вторичного окисления, но и вследствие образования пленочных нитридов алюминия по границам зерен. На это обстоятельство необходимо обращать серьезное внимание при выплавке аустенитных и азотсодержащих сталей в дуговых печах, где в зоне дуги идет интенсивная диссоциация молекулярного азота и его поступление в металл. При раскислении сталей алюминием его концентрация не должна достигать равновесной с азотом. В этом случае в жидком металле нитриды алюминия не образуются. Их выделение может происходить в затвердевающей отливке при температурах 900—1100°С. При этом, чем ниже температура нитридообразования, тем больше пленочных нитридов алюминия выделяется по границам зерен. Это резко снижает свойства литого металла. Нейтрализовать такое специфическое влияние алюминия можно добавками более сильных нитридообразующих элементов, в частности, титана, циркония. Проведенные исследования на азотсодержащей литейной стали 15Х2Н4ДМАФЛ показали невозможность ее раскисления одним алюминием из-за образования пленочных нитридов. В дополнение был предложен титан, который не только позволял хорошо раскислять сталь, но и модифицировать ее и тем самым улучшать свойства (рис. 2.12, 2.13). Однако добавки таких нитридообразующих элементов должны находиться в определенных пределах, когда достигается максимальный эффект.
Как правило, это определяется экспериментально для каждой марки стали. Титан и цирконий очень хорошие раскислители, но очень дороги. Их используют при выплавке сталей специального назначения. Применяют в виде ферротитана (18—20 % Тi) и ферроциркония (10—15 % Zr). Наилучшие результаты достигаются при комплексном раскислении стали алюминием и элементами с высоким сродством к сере, азоту, кислороду. При комплексном раскислении элементы вводят в сталь как раздельно, так и в виде сплавов с таким расчетом, чтобы обеспечить оптимальное содержание алюминия и других элементов, обеспечивающих наилучшие тип, форму, размер неметаллических включений. Широкое применение для раскисления стали нашли лигатуры с редко- и щелочноземельными металлами — церием, лантаном, иттрием, кальцием, барием, магнием. Редкоземельные металлы (РЗМ) обладают очень хорошими раскислительными свойствами, так как имеют высокое сродство к кислороду, сере, азоту. Низкая температура плавления (1000 °С) позволяет вводить их в ковш и даже в форму. Благоприятное влияние РЗМ и ЩЗМ на качество литейных сталей связано с высокой раскислительной способностью, рафинирующим эффектом, глобуляризаци включений. Однако использование этих элементов более эффективно после предварительного раскисления алюминием. Разностороннее, положительное влияние на свойства стали оказывает ванадий. Он обеспечивает образование мелкозернистой структуры и повышение прочности, износостойкости и других свойств. Вводят его в металл в виде феррованадия (35—45 % V), который не только дорог, но и дефицитен. Однако разработанные на Урале технологии плавки ванадий содержащих сталей с использованием вместо феррованадия ванадий содержащих шлаков позволяют значительно снизить расходы. Наиболее сильные раскислители — это кальций, барий, магний. Они имеют высокое сродство к кислороду и сере. Продуктами раскисления являются мелкие глобулярные оксисульфидные НВ, равномерно распределенные по объему металла. Достоинство этих раскислителей состоит еще и в том, что их количество, необходимое для раскисления, не превышает сотых долей процента. В последние годы широкое распространение получили комплексные раскислители, содержащие несколько элементов, например силикокальций, ферросиликоалюминий и др. Наиболее дешевыми являются комплексные сплавы на основе церия и кремния. Идеальным раскислителем является углерод, так как продукты его раскисления удаляются в газовую фазу. Но его свойство раскислителя проявляется лишь при вакуумировании или продувке металла инертными газами.
При обычном давлении углерод может быть раскислителем для шлака при диффузионном раскислении металла. Всего существует три вида раскисления по способу удаления кислорода из металла: 1) осаждающее; 2) экстракционное (диффузионное); З) вакуумно-углеродное. 1. Осаждающее раскисление заключается в том, что растворенный в металле кислород частично переводят в оксиды элементов раскислителей, которые добавляют в сталь. Образовавшиеся оксиды всплывают на поверхность металла и ассимилируются со шлаком. 2. Экстракционное (диффузионное) раскисление осуществляют путем наведения на поверхности металла шлака, у которого окисленность во много раз меньше, чем у шлаков окислительного рафинирования. Происходит перераспределение кислорода в металле и шлаке, так как в новом шлаке содержится минимальное количество оксидов железа (0, 1—0, 5 % FеО). При этом продукты раскисления не остаются в металле, но требуется большой расход материалов и времени. Кроме того, весь фосфор, находящийся в шлаке, может перейти в металл. этот способ раскисления применяется при обработке стали синтетическими шлаками. 3. Вакуумно-углеродное раскисление связано со смещением равновесия реакции окисления углерода [С] + [O] = {СО} вправо, снижением парциального давления СО в газовой фазе в вакууме или при продувке инертным газом. Степень раскисления металла углеродом на практике существенно ниже, чем теоретическая, так как металл во время вакуумирования соприкасается с футеровкой агрегата и при этом происходит восстановление оксидов футеровки, например оксидов кремния, что повышает концентрацию не только кислорода в металле, но и некоторых примесей до недопустимо высоких пределов. При вакуумировании необходимо иметь футеровку из стойких оксидов типа магнезита или доломита. Раскисление металла в плавильном агрегате сопровождается значительным угаром раскислителя. Его проводят, когда необходимо ввести большое количество труднорастворимых раскислителей и невозможно предварительно их расплавить. Раскисление в агрегате преимуществен но осаждающее, но в дуговых печах возможно и экстракционное раскисление. Самым распространенным считается осаждающее раскисление в ковше, так как оно самое дешевое. Недопустимо лишь введение в ковш большого количества труднорастворимых раскислителей. ВНЕПЕЧНАЯ ОБРАБОТКА СТАЛИ Внепечная обработка не только способствует улучшению технико- экономических показателей производства, но и существенно улучшает качество стали в отливках. К традиционным методам обработки относятся: вакуумирование, продувка инертными газами (преимущественно аргоном), обработка синтетическими шлаками. Все эти способы рафинирования позволяют решать следующие задачи. 1. Обезуглероживание металла до весьма низких концентраций (менее 0, 010—0, 005 %) достигается обработкой его в вакууме без продувки кислородом и с продувкой кислородом, инертным газом в смеси с кислородом (водяным паром с кислородом) при атмосферном давлении. 2. Глубокое рафинирование металла от серы (менее 0, 003 %) обработкой синтетическими шлаками на основе извести при предварительном наведении покровного шлака, вдуванием в металл десульфурирующих добавок (карбида кальция, силикокальция или сплава магний — кальций). 3. Раскисление с получением стали, мало загрязненной неметаллическими включениями регулируемой формы и размеров, вакуумированием или обработкой порошками металлов или других материалов. 4. Удаление из металла водорода, чтобы сталь была нефлокеночувствительной (в нем остается менее 2.10 Н), путем вакуумирования с использованием технологий, способствующих усилению процессов массообмена.
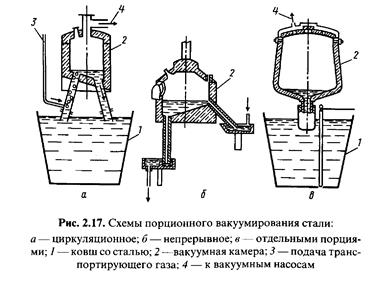
газами, дополнительным нагревом металла в ковше, например, с помощью электрической дуги. Вакуумирование стали осуществляется несколькими способами: в струе (SH), в ковше (LН), порционное (DН), циркуляционное (KH). Различают также разновидности этих процессов, отличающиеся от базовых введением кислорода в вакуум-камеру, перемешиванием металла и др. (рис. 2.14).
По мере наполнения ковша происходит дополнительная дегазация расплава с поверхности, особенно сильно, если идет реакция окисления углерода. Одновременно с вакуумированием стали можно вести ее раскисление и легирование в струе, подавая необходимые материалы из специального герметичного бункера. Недостатками данного способа вакуумирования являются: существенные потери температуры металла при переливе (30—110 °С), необходимость использования вакуумного насоса большой мощности, низкая стойкость футеровки. Вакуумирование в ковше (рис. 2.16) осуществляется следующим образом: сталеразливочный ковш 4 с расплавленным металлом помещают. В специальную камеру 1, которую герметично закрывают и в ней создают вакуум.
По мере ее снижения в ковш можно вводить необходимые легирующие элементы. Этот способ вакуумирования имеет следующие достоинства: простота оборудования, относительно малые теплопотери, он хорошо вписывается в технологическую цепочку цеха. При вакуумировании в ковше водород удаляется до содержания 1, 5—2, 5*10-4 %, что составляет 50—75 %. Существенно сказывается на величине остаточного содержания водорода степень раскисленности стали. Нераскисленная сталь дает лучшие результаты. Азот не очень хорошо удаляется из металла, степень удаления азота не превышает 20 %. Кислород удаляется из металла до 50%. Кроме того, в стали после вакуумирования остается значительно меньше оксидных неметаллических включений. Чтобы улучшить процессы вакуумирования, металл в ковше перемешивают, например, продувкой аргоном через пористую пробку, установленную в днище ковша. Этот способ вакуумирования, главным образом, применяют при производстве высокохромистых сталей. При этом достигают содержания углерода 0, 015—0, 020% и усвоения хрома до 98, 0 %. Наиболее эффективным способом вакуумирования в ковше является процесс УАП, в котором используют электродуговой подогрев металла во время вакуумирования и продувку аргоном через пористые пробки в днище ковша. Главным недостатком вакуумирования в ковше является невысокая его эффективность, что и вызвало появление многих разновидностей этого способа.
Порционное вакуумирование (рис. 2.17) появилось в 50-е годы ХХ в. и сразу нашло широкое применение. Оно заключается в том, что часть металла из разливочного ковша засасывается в вакуумную камеру, находящуюся над ним, выдерживается там некоторое время, дегазируется и возвращается обратно в разливочный ковш. Вакуумная камера имеет специальный патрубок, который и опускается в металл. двигаться вверх- вниз может как ковш, так и вакуумная камера в зависимости от конструкции всей установки. Из-за разницы давлений между внутренней полостью камеры и атмосферой над расплавом жидкий металл затекает в вакуумную камеру на высоту не более 1, 4 м. В разреженном пространстве идут реакции дегазации металла. В этой камере предусмотрены не сколько герметичных бункеров для ферросплавов. Вместимость по жидкому металлу не должна быть менее 10% от общей массы обрабатываемого металла. Перед вакуумированием металла вакуумную камеру подогревают до температуры 1300—1500 °С, время дегазации колеблется от 20 до 30 с. для получения удовлетворительных результатов вакуумирования необходимо, чтобы весь металл ковша прошел через вакуумную камеру 3—4 раза. Этим способом можно достигнуть удаления б0—80 % водорода, 25—30% азота, а при вакуумировании нераскисленной стали можно удалить до 90% кислорода с существенным (до 50%) снижением содержания оксидных НВ. При легировании значительно снижается угар элементов. Недостатками данного способа вакуумирования являются: низкая стойкость огнеупоров вакуумной камеры, существенные потери температуры металла.
Циркуляционное вакуумирование появилось позже порционного, но сразу же нашло широкое применение в промышленности. Установка состоит из вакуумной камеры с двумя рукавами — подъемным и сливным (рис. 2.17, а). Камера соединена с вакуумным насосом. При опускании патрубков в металл и создании разрежения сталь поднимается в камеру и устанавливается на барометрическом уровне. В камере создается слой металла высотой 200—400 мм. В один из рукавов в металл подается аргон, который образует в нем взвесь мелких пузырьков, поднимающихся по патрубку и увлекающих за собой металл. По мере подъема пузырьки растут, осуществляя первичную дегазацию металла. Попав в вакуумную камеру, металл дополнительно дегазируется и под действием ферростатического давления стекает во второй патрубок и в ковш. Таким образом, происходит непрерывная, с установившейся определенной скоростью циркуляция металла через вакуумную камеру. Скорость циркуляции зависит от диаметра патрубков, остаточного давления в вакуумной камере, расхода аргона и места подвода его в патрубке и др. Скорость движения металла в подъемном патрубке может достигать 60 м/мин, а расход аргона — до 30 л/т. Подачу аргона начинают до поступления металла в вакуумную камеру. Перед началом процесса камеру нагревают до 1450—1550 °С. Коэффициент циркуляции необходимо поддерживать в пределах 3—4. Потери температуры при вакуумировании мо гут быть до 100 °С. Наиболее распространенный способ компенсации теплопотерь — предварительный перегрев металла в плавильном агрегате. Предусмотрен ввод ферросплавов. Во всех способах вакуумирования главным недостатком является существенное снижение температуры стали. Это послужило одной из причин создания нового способа ковшевого вакуумирования металла, предусматривающего дополнительный нагрев, перемешивание, обработку аргоном, возможность легирования и др. Такая установка получила название печь-ковш. Оборудование этой установки состоит из следующих основных устройств: — электродугового нагрева; — электромагнитного перемешивания; вакуумной обработки; — дозирования легирующих материалов и раскислителей; продувки аргоном; — вакуумных насосов и др. Процесс обработки металла протекает следующим образом: металл, выплавленный в плавильном агрегате, где из него удален фосфор и значительная часть серы, а содержание углерода соответствует заданной марке стали,
поступает в ковш без окислительного шлака. В процессе выпуска и перелива в ковше наводят нейтральный или основной шлак в количестве 10—12% от массы металла. Ковш помещают в вакуумную камеру, которую закрывают, включают насосы откачки воздуха и дуговую установку. Перемешивание металла осуществляют либо электромагнитами, либо продувкой аргоном, который подают через пористые вставки в днище ковша. После прекращения кипения металла в него вводят раскислители или легирующие. длительность такого процесса составляет 45—90 мин. Этот способ обработки металла дает хорошие результаты по улучшению качества стали, но требует дополнительных затрат. Продувка стали инертными (нейтральными) газами в ковше обеспечивает: выравнивание и корректировку температуры металла, точное регулирование химического состава металла, ускорение расплавления и распределения легирующих элементов в объеме ковша, повышение чистоты металла по оксидным включениям. В качестве продувочных газов можно использовать аргон, гелий, азот, оксид углерода. Самое большое распространение получил аргон с плотностью 1, 78 кг/м3 Получают его при ректификации жидкого воздуха. Продувку гелием практикуют в основном в США. Азот используют для продувки сталей, не содержащих нитридообразующих элементов (хром, титан, ванадий и др.). Сущность обработки состоит в том, что металл в ковше продувают инертным газом через специальные устройства. Расход, например, аргона обычно составляет 0, 2—0, 5 м Этот способ улучшения качества металла нашел широкое применение во всем мире, так как для его осуществления не требуется сложного оборудования, и процесс легко вписывается в технологию цеха; не требуется больших капиталовложений, невысоки и производственные расходы. Дегазирующее действие нейтрального газа основывается на том, что вследствие разности парциальных давлений газов в металле и в пузырьках нейтрального газа, пронизывающих расплав, пузырьки поглощают газ и выносят его в атмосферу. Самым простым устройством для продувки металла газом являются различного рода пористые вставки, блоки, пробки. Обычно их изготавливают из качественных огнеупорных материалов (корунд Al2O3 благородная шпинель MgO*Al2O3? корунд-муллит, сложные смеси на основе огнеупорной глины и шамота в смеси с цементом). Наилучшие результаты были получены при продувке через пористые огнеупоры. Их (пористые вставки, блоки) вставляют в днище ковша как стационарно, так и с возможностью замены. Недостаток этого способа состоит в возможности прохода газа между пористой пробкой и футеровкой ковша, что может послужить причиной серьезной аварии.
Надежными являются продувочные устройства автономного типа, которые монтируют в футеровке днища. При продувке стали аргоном можно достичь степени удаления водорода 45—70%, азота 25—65%. Температура стали за время продувки снижается со скоростью до 3оС/мин. Тепло теряется как на нагрев газа, так и на излучение с поверхности ковша. В результате продувки обеспечивается достаточно высокая однородность металла в отливках после кристаллизации. При совмещении продувки стали с обработкой ее синтетическими шлаками для удаления серы получено увеличение коэффициента распределения серы в 2—2, 5 раза больше, чем при обработке стали только шлаками. При продувке металла удается сместить равновесие реакции окисления углерода в сторону образования СО. Это успешно используют при выплавке низкоуглеродистых высокохромистых сталей. Рафинирование стали жидкими синтетическими шлаками было впервые предложено в 1925 г. инженером А. С. Точинским. Технология этого процесса проста и заключается в следующем. Порцию шлака в количестве 3—6% от массы металла помещают в сталеразливочный ковш, а затем в него выпускают сталь. Струя жидкой стали, падая с вы соты 2—4 м, хорошо перемешивает шлак и поверхность взаимодействия его с металлом резко возрастает, т. е. увеличивается скорость перехода вредных примесей (сера, фосфор) из металла в шлак. Степень десульфурации может достигать 75 %; уменьшается и количество неметаллических включений в готовой стали. Коэффициент распределения серы между металлом и шлаком колеблется от 25 до 80. Эффективность обработки стали шлаками зависит от: — относительного количества шлака; — состава шлака; — режима взаимодействия с металлом (конструкция устройства, где будет проходить обработка); — температуры плавления шлака; — вязкости; — межфазного натяжения на границе с металлом и др. Температура плавления шлака не должна быть выше 1400—1500 °С, так как обрабатываемый металл имеет температуру более 1550 °С, и шлак хорошо сохраняет свою жидкоподвижность. После рафинирования синтетическими шлаками сталь становится более пластичной и обладает повышенной ударной вязкостью, кроме того, существенно снижается анизотропия механических свойств. Самыми распространенными синтетическими шлаками являются известково-глиноземистые. Их обычный состав, %: СаО 3—55; А12O3 43—45 и небольшое количество примесей: SiО — менее 3 % Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 2807; Нарушение авторского права страницы
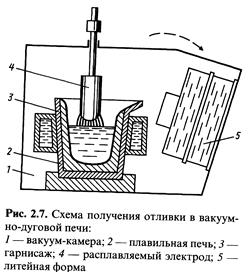 Вакуумно-дуговые печи (рис. 2.7) применяют для производства особо качественных стальных отливок. В ВДП используется специально изготовленная шихта, предварительно выплавленная в открытых печах. Сами печи имеют сложное и дорогое оборудование, невысокую производительность. Такая сталь стоит в 3—5 раз дороже чем обычная. Используют ее для отливки деталей особо ответственного назначения, применяемых в энергетике, авиа-, авто-, корабле-, ракето-, приборо-, машино- строении, химической и др. отраслях промышленности.
Вакуумно-дуговые печи (рис. 2.7) применяют для производства особо качественных стальных отливок. В ВДП используется специально изготовленная шихта, предварительно выплавленная в открытых печах. Сами печи имеют сложное и дорогое оборудование, невысокую производительность. Такая сталь стоит в 3—5 раз дороже чем обычная. Используют ее для отливки деталей особо ответственного назначения, применяемых в энергетике, авиа-, авто-, корабле-, ракето-, приборо-, машино- строении, химической и др. отраслях промышленности.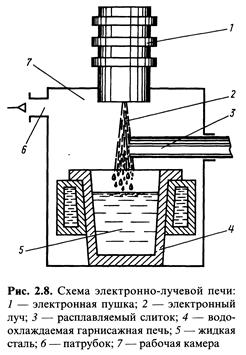 Комплекс излучателя и фокусирующей системы называют электронной пушкой. Самые простые пушки оснащены кольцевым катодом. Они имеют небольшой срок службы из-за малой стой- кости катода. Наиболее совершенными являются печи, оборудованные аксиальной пушкой.
Комплекс излучателя и фокусирующей системы называют электронной пушкой. Самые простые пушки оснащены кольцевым катодом. Они имеют небольшой срок службы из-за малой стой- кости катода. Наиболее совершенными являются печи, оборудованные аксиальной пушкой.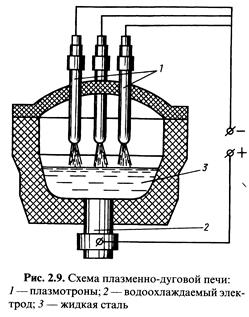 Плазменно-дуговые печи позволяют выплавлять особо низкоуглеродистые стали, так как в них нет угольных электродов. В печах создают нейтральную атмосферу (аргоновую), а это способствует удалению из стали азота и водорода.
Плазменно-дуговые печи позволяют выплавлять особо низкоуглеродистые стали, так как в них нет угольных электродов. В печах создают нейтральную атмосферу (аргоновую), а это способствует удалению из стали азота и водорода.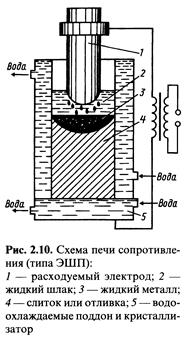 При этом часть тепла передается электроду, торец его расплавляется. Капли металла проходят через слой шлака и очищаются от вредных примесей в результате физико-химического взаимодействия со шлаком и попадают в жидкую ванну формируемого слитка или отливки. Рафинирование металла активным шлаком протекает и на оплавленном конце электрода и на поверхности контакта шлаковой ванны с зеркалом лунки слитка. После переплава основной массы слитка проводят выведение усадочной раковины путем уменьшения мощности, подводимой к шлаковой ванне. Плавление электрода почти прекращается, но сохраняется большое количество жидкого шлака, что и обеспечивает получение плотной головной части слитка.
При этом часть тепла передается электроду, торец его расплавляется. Капли металла проходят через слой шлака и очищаются от вредных примесей в результате физико-химического взаимодействия со шлаком и попадают в жидкую ванну формируемого слитка или отливки. Рафинирование металла активным шлаком протекает и на оплавленном конце электрода и на поверхности контакта шлаковой ванны с зеркалом лунки слитка. После переплава основной массы слитка проводят выведение усадочной раковины путем уменьшения мощности, подводимой к шлаковой ванне. Плавление электрода почти прекращается, но сохраняется большое количество жидкого шлака, что и обеспечивает получение плотной головной части слитка.
 На практике существует большое количество раскислителей, каждый из которых выбирается в зависимости от марки выплавляемой стали. Распространенным и относительно дешевым раскислителем является марганец. Его вводят в металл чаще всего в виде ферромарганца (75—80 % марганца). Он имеет высокое сродство к кислороду и сере.
На практике существует большое количество раскислителей, каждый из которых выбирается в зависимости от марки выплавляемой стали. Распространенным и относительно дешевым раскислителем является марганец. Его вводят в металл чаще всего в виде ферромарганца (75—80 % марганца). Он имеет высокое сродство к кислороду и сере.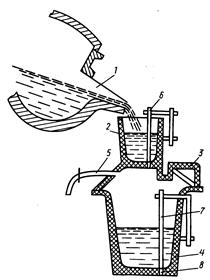 5. Получение металла необходимого состава с регулируемым содержанием необходимых элементов в узких пределах и уменьшением их угара — вакуумированием, введением раскислителей и легирующих при низком окислительном потенциале контактирующих с металлом газовой и шлаковой фаз.
5. Получение металла необходимого состава с регулируемым содержанием необходимых элементов в узких пределах и уменьшением их угара — вакуумированием, введением раскислителей и легирующих при низком окислительном потенциале контактирующих с металлом газовой и шлаковой фаз.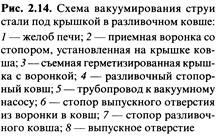 6. Выравнивание состава и температуры металла в объеме ковша (перемешивание), регулирование температуры продувкой инерными
6. Выравнивание состава и температуры металла в объеме ковша (перемешивание), регулирование температуры продувкой инерными Струйное вакуумирование металла (рис. 2.15) осуществляется путем перелива его, например, из печи в ковш через приемную воронку, которая имеет отверстие в нижней части (шибер или стопор), а в ковше создается разряжение, и до начала перелива впускное отверстие перекрывается алюминиевым листом толщиной около 2 мм. Жидкая сталь при переливе прожигает алюминиевый лист и сразу попадает в вакуум. Струя металла распадается на капли, размер которых зависит от остаточного содержания в них газов и от разрежения в камере. диаметр капель может достигать 10— 10-3 мм. Они падают веером с углом раскрытия от 20 до 40°. При вакуумировании нераскисленной стали этот угол может достигать 140°. Большая поверхность капель обеспечивает удаление из металла водорода (30—70 %) азота (менее 30 %), а также процесс окисления углерода до 0, 002—0, 007 %. Вакуумное раскисление металла углеродом снижает содержание и размер неметаллических включений на 50—70%.
Струйное вакуумирование металла (рис. 2.15) осуществляется путем перелива его, например, из печи в ковш через приемную воронку, которая имеет отверстие в нижней части (шибер или стопор), а в ковше создается разряжение, и до начала перелива впускное отверстие перекрывается алюминиевым листом толщиной около 2 мм. Жидкая сталь при переливе прожигает алюминиевый лист и сразу попадает в вакуум. Струя металла распадается на капли, размер которых зависит от остаточного содержания в них газов и от разрежения в камере. диаметр капель может достигать 10— 10-3 мм. Они падают веером с углом раскрытия от 20 до 40°. При вакуумировании нераскисленной стали этот угол может достигать 140°. Большая поверхность капель обеспечивает удаление из металла водорода (30—70 %) азота (менее 30 %), а также процесс окисления углерода до 0, 002—0, 007 %. Вакуумное раскисление металла углеродом снижает содержание и размер неметаллических включений на 50—70%.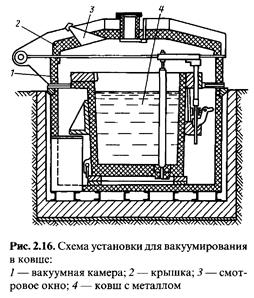 Сталь выдерживают под низким давлением некоторое время. Одновременно в ковше металл может принудительно перемешиваться, нагреваться. По падание шлака с металлом нежелательно. При откачке воздуха из камеры металл начинает кипеть (нераскисленные стали кипят интенсивнее раскисленных) уже при давлении б0—8О кПа; чем ниже остаточное давление, тем выше интенсивность кипения.
Сталь выдерживают под низким давлением некоторое время. Одновременно в ковше металл может принудительно перемешиваться, нагреваться. По падание шлака с металлом нежелательно. При откачке воздуха из камеры металл начинает кипеть (нераскисленные стали кипят интенсивнее раскисленных) уже при давлении б0—8О кПа; чем ниже остаточное давление, тем выше интенсивность кипения.