|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЛАБОРАТОРНАЯ РАБОТА №1. Ознакомление с принципами работы и устройством оборудования для выполнения технологической операции электроэрозионной вырезки
ЦЕЛЬ РАБОТЫ: ознакомиться с принципом работы и устройством оборудования для выполнения технологической операции электроэрозионной вырезки на примере станка Seibu M500S (Япония) (рис.4.1). КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Описание принципа работы и устройства электроэрозионного вырезного станка. В соответствии с сущностью физических процессов, происходящих при электроэрозионной обработке, и их технологическими особенностями любые станки и установки для ее проведения состоят из двух основных, тесно связанных друг с другом частей, а именно: электросиловой и механической. Функцией электросиловой части является создание и поддержание искрового разряда необходимой мощности. Функцией механической части является крепление рабочего электрода-инструмента с достаточной жесткостью и точностью и его перемещение относительно электрода-детали в нужных направлениях в соответствии с управляющей программой блока числового программного управления (ЧПУ). Перемещение должно осуществляться со скоростью, определяемой скоростью износа электрода-инструмента и электрода-детали с целью сохранения постоянства межэлектродного расстояния, чтобы избежать, например, преждевременного обрыва непрофильного электрода-инструмента (проволоки). [45, 55, 65] Большинство станков для электроэрозионной обработки, независимо от их целевого назначения и специализации, состоят в основном из однотипных элементов конструкции: станина, стол для крепления детали, ванна, головка для крепления инструмента, устройства для установочных и рабочих перемещений, гидравлическая часть, автоматический регулятор и электросиловая часть. [52, 55, 65, 71, 78, 79, 80] Сейчас существует множество разновидностей метода электроэрозионной обработки. Принципиальное отличие их в назначениях и применяемых формах электрода. Одной из наиболее популярных операций в инструментальном производстве является электроэрозионная вырезка, при которой обработка ведется при помощи непрофильного электрода-инструмента (проволоки), которая характеризуется двумя основными параметрами – диаметр и материал [45]. Электрод-инструмент. Традиционно к используемому материалу электрода-инструмента предъявляют следующие требования [21]: – быть электрическим проводником; – иметь низкую скорость износа; – быть легко обрабатываемым; – обеспечивать высокую точность обработки поверхности детали. Для электроэрозионной вырезки обычно используется медный и латунный электрод-инструмент, когда диаметр проволоки относительно велик (от 0, 15 до 0, 30 мм). Если требуется более высокая точность резки (от 0, 03 до 0, 015 мм), используется инструмент из молибденовой стали для увеличения ее прочности. На современном передовом оборудовании достижима точность обработки порядка +/- 80…100 нм [78, 79], в то время, как традиционно достижимая точность обработки на сегодняшний день составляет +/- 2…3 мкм. Точность прорезей может быть повышена в результате использования специальных мер, включающих, например, контроль однородности диаметра проволоки (до ±0, 001…0, 002 мм). [21, 78] Технологические особенности обработки. При выполнении технологической операции электроэрозионной вырезки непрерывно движущийся непрофильный электрод-инструмент включён катодом (рис.5.1). Электрод-инструмент вытягивается из подающей катушки и в конце наматывается на приёмную катушку. Это позволяет непрерывно подавать электрод-инструмент в рабочую зону обработки детали. Электрод-инструмент направляется при помощи сапфировых или алмазных направляющих устройств и поддерживается прямой (вертикальной или наклонной) за счет его сильного натяжения. Это необходимо для предотвращения образования конусности и других дефектов формы на обрабатываемой поверхности детали. Высокочастотные разряды импульса электрического тока подаются на электрод-инструмент и обрабатываемую поверхность и при их сближении вызывают искровые разряды в искровом зазоре (порядка 0, 03 мм на сторону). Струя диэлектрической жидкости подается через форсунки коаксиально с электродом-инструментом, для заполнения искрового зазора и вымывания частиц металла. Обрабатываемый материал двигается по отношению к электроду-инструменту, что позволяет вырезать таким методом профили сложной линейчатой формы. [21, 78] Рабочая жидкость. В качестве диэлектрика для технологической операции электроэрозионной вырезки чаще всего используется деионизированная вода или эссенции на основе минерального масла. Электроэрозионная обработка может осуществляться с наполнением или без заполнения рабочей ванны диэлектриком.
Рис. 5.1. Принципиальная схема исполнения технологической операции электроэрозионной вырезки непрофильным электродом-инструментом, где 1 – заготовка; 2 - электрод – инструмент (проволока); 3 - верхняя направляющая; 4 - нижняя направляющая; Vп – перемещение электрода-инструмента по управляющей программе; S – подача электрода-инструмента в зону обработки; Qд – подача диэлектрика в зону обработки; Δ – искровой зазор
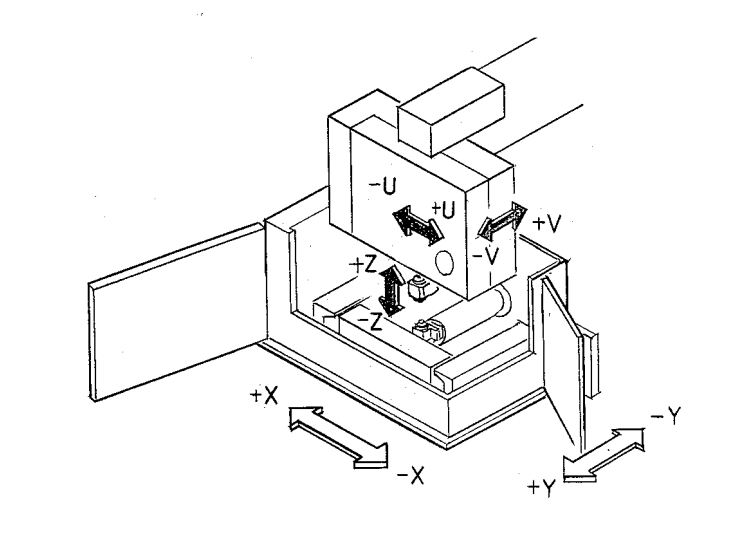
Основные части и узлы электроэрозионного вырезного станка на примере Seibu 500SG приведены на рис.5.2. На рис.5.3 представлены основные оси, по которым осуществляется перемещение рабочих органов станка при операции четыре координатной электроэрозионной вырезки. При этом рабочий стол перемещается по ортогональным осям X-Y (активные оси), дополнительный наклон непрофильного электрода-инструмента осуществляется по осям U-V (активные оси). Ось Z является неподвижной во время технологической операции электроэрозионной вырезки (пассивной). Ось Z служит для фиксации верхней направляющей на уровне высоты заготовки (+2…3мм) для обеспечения максимально точного перемещения электрода-инструмента в соответствии с управляющей программой.
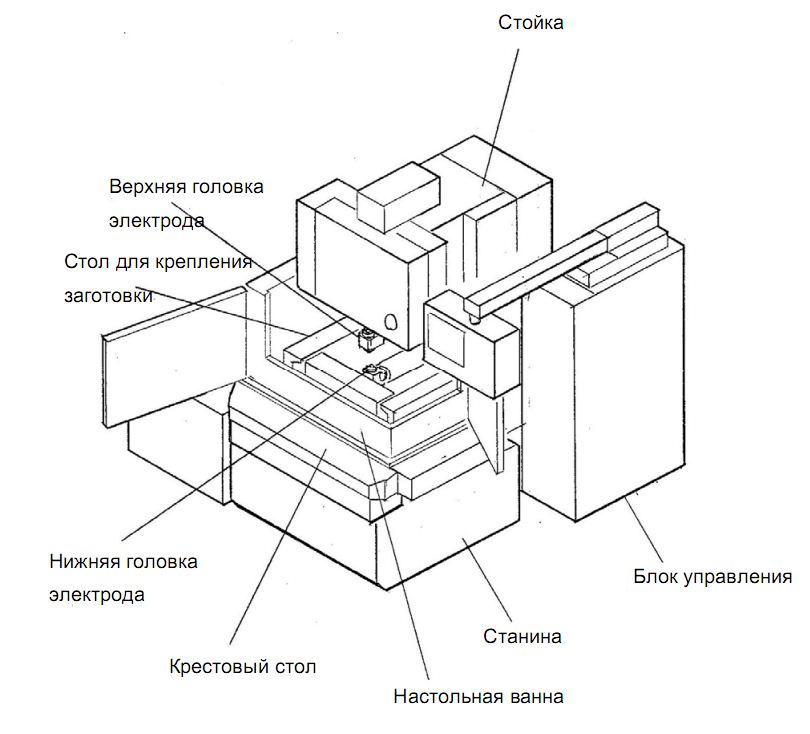 Рис.5.2. Расположение основных узлов электроэрозионного вырезного станка Рис. 5.3. Расположение координатных осей перемещений рабочих органов электроэрозионного вырезного станка
Перемещение рабочих органов электроэрозионного вырезного станка в процессе обработки детали обеспечивается организацией рабочей зоны станка. На П-образном рабочем столе крепится заготовка, которая нависает над центральной рабочей зоной. В этой зоне перемещается по управляющей программе непрофильный электрод-инструмент (поволока). Инструмент натянут между верхней и нижней направляющими и вырезает электроэрозионным методом деталь из заготовки (рис. 5.4).

Рис. 5.4. Рабочая зона электроэрозионного вырезного станка
Схема перемещения непрофильного электрода инструмента при выполнении технологических операций двух координатной и четырех координатной вырезки приведена на рис. 5.5. Типовые зоны обработки, получаемые при помощи технологической операции электроэрозионной вырезки. Методом электроэрозионной вырезки на оборудовании с ЧПУ можно получить следующие типы зон обработки: – вертикальная стенка – верхний и нижний контура зоны обработки идентичны, угол наклона образующей – 0º (двух координатная электроэрозионная вырезка); – наклонная стенка с постоянным углом наклона – верхний и нижний контура зоны обработки идентичны по геометрии (по форме), но разные по габаритам (по масштабу), угол наклона образующей – постоянный (четырех координатная электроэрозионная вырезка); – наклонная стенка с переменным углом наклона – верхний и нижний контура зоны обработки разные и по геометрии и по габаритам, угол наклона образующей – переменный (четырех координатная электроэрозионная вырезка).
Рис. 5.5. Схема перемещения непрофильного электрода инструмента при выполнении технологических операций двух координатной и четырех координатной вырезки
На рис. 5.6. приведена классификация типовых зон обработки, получаемых при помощи технологических операций двух координатной и четырех координатной вырезки [45].
Рис. 5.6. Классификация зон обработки, получаемых на электроэрозионном оборудовании с ЧПУ ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ Ознакомление с принципами работы и основными узлами электроэрозионного станка осуществляется в присутствии оператора станка, который наглядно поясняет теоритический материал и отвечает на вопросы студентов. СОДЕРЖАНИЕ ОТЧЁТА 1) Номер, название и цель работы. 2) Схема станка для выполнения технологической операции электроэрозионной вырезки с расположением и наименованием основных координатных осей и узлов (рис.12.1).
Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 1571; Нарушение авторского права страницы