Образец титульного листа отчёта
|
федеральное государственное образовательное учреждение высшего профессионального образования «Московский государственный технологический университет «СТАНКИН»
Кафедра высокоэффективных технологий обработки
Лабораторная работа № ___
_________________________________________________________
_________________________________________________________
_________________________________________________________
Учебный курс " Электрофизические и электрохимические методы обработки"
Выполнил: ___________________
Группа № ___________________
Проверил: ___________________
Москва, 20___
|
12.4. Рабочая тетрадь студента
Образец протокола исследований к лабораторной работе №1.
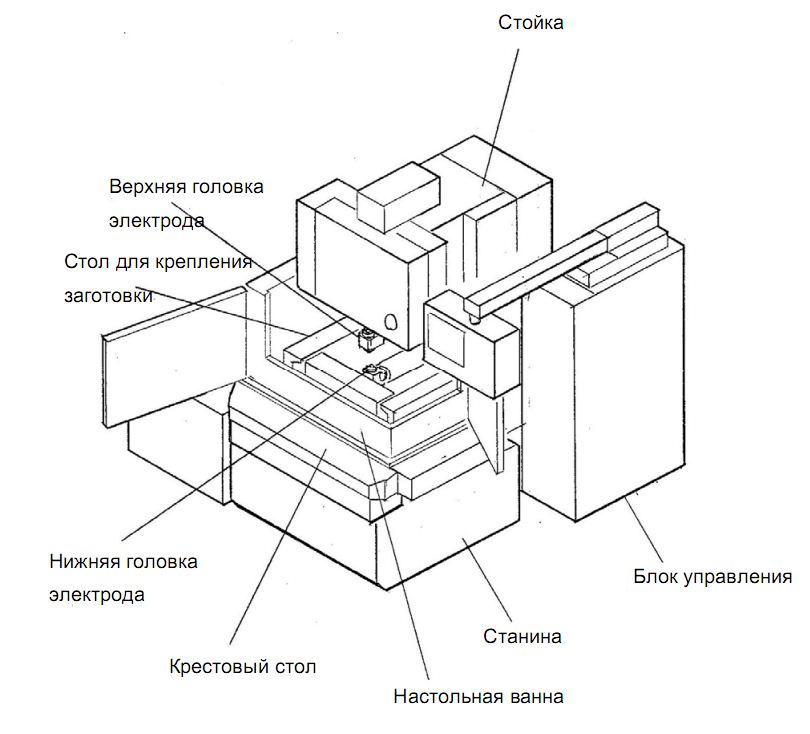
Рис.12.1. Основные узлы и координатная схема расположения осей перемещений рабочих органов электроэрозионного вырезного станка (заполняется вручную)
Образец протокола исследований к лабораторной работе №2.
Таблица 12.1.
Данные исследования образцов и используемые технологические параметры при выполнении операции электроэрозионной вырезки
| Вычисление искрового зазора
| Определение технологических параметров
|
| Данные измерения образцов
| Входные параметры
| Выходные параметры
|
| № п/п
| N11
| N12
| Наименование
| Значение
| Наименование
| Значение
|
|
|
|
| Материал ЭИ
|
| Количество проходов
| K=
|
|
|
|
| Материал ЭД
|
| Рабочее напряжение
| U=
|
|
|
|
| Скорость подачи ЭИ
| VS=
| Сила натяжения ЭИ
| WS=
|
| Среднее значение
| N1 =
| Высота заготовки
| h =
| Скорость подачи ЭИ (вертикал.)
| WF=
|
| Требуемое значение
| N0 =
| Шероховатость образцов
| Ra=
| Скорость подачи ЭИ (горизонтал.)
| F=
|
| Диаметр ЭИ
| DИ=
| Номер варианта задания:
| Примечание: ЭИ – электрод-инструмент; ЭД – электрод-деталь
|
| Искровой зазор
| Δ =
|
Рис.12.2. Бланк для проектирования траектории электрода-инструмента при выполнении операции электроэрозионной вырезки
Образец протокола исследований к лабораторной работе №3.
Таблица 12.2.
Данные исследования образцов и результаты вычислений скорости съема металла и производительности операции электроэрозионной вырезки
| Вычисление ширины реза
| Вычисление скорости съема металла
| Вычисление производительности
|
| Наименование
| Значение
| Наименование
| Значение
| Наименование
| Значение
|
| Диаметр ЭИ
| DИ=
| Высота образца
| h =
| Шероховатость образцов
| Ra=
|
| Искровой зазор
| Δ =
| Плотность
| ρ =
| Площадь торца образца (исх.)
| S0=
|
| Ширина реза
| L=
| Скорость подачи ЭИ
| VS=
| Площадь торца образца (расч.)
| S1=
|
| Номер варианта задания:
| Скорость съема металла
| VMR=
| Фактический процентный износ ЭИ
| gф=
|
Образец протокола исследований к лабораторной работе №4.
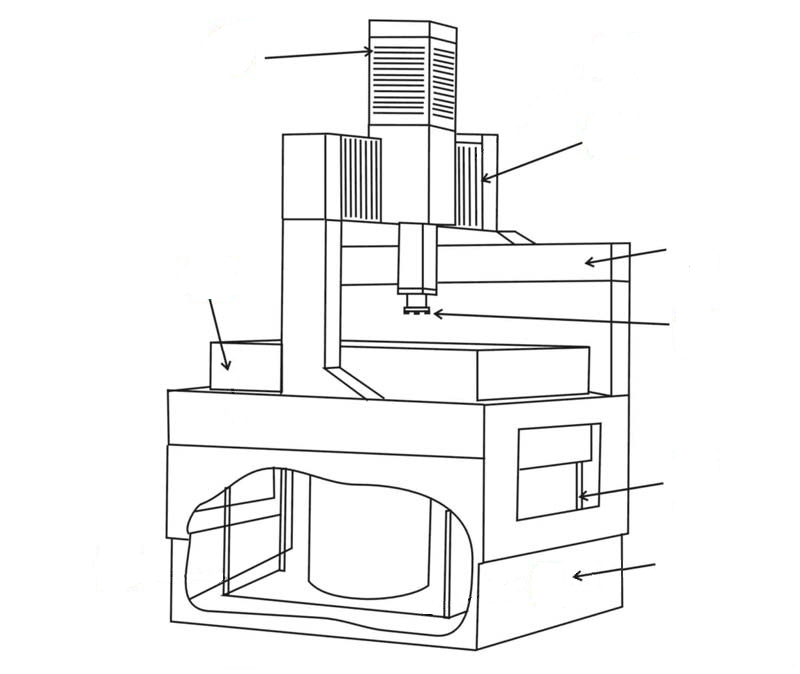
Рис.12.3. Основные узлы и координатная схема расположения осей перемещений рабочих органов электроэрозионного прошивного станка (заполняется вручную)
Образец протокола исследований к лабораторной работе №5.
Таблица 12.3.
Данные исследования образцов и используемые технологические параметры при выполнении операции электроэрозионной прошивки
| Вычисление искрового зазора
| Определение технологических параметров
|
| Данные измерения образцов
| Входные параметры
| Выходные параметры
|
| № п/п
| N11
| N12
| Наименование
| Значение
| Наименование
| Значение
|
|
|
|
| Материал ЭИ
|
| Длительность импульса тока
| ton=
|
|
|
|
| Материал ЭД
|
| Время отсутствия импульса тока
| toff=
|
|
|
|
| Скорость подачи ЭИ
| VS=
| Амплитудное значение тока
| Im=
|
| Среднее значение
| N1 =
| Глубина полости
| h =
| Рабочий ток
| Icp=
|
| Требуемое значение
| N0 =
| Шероховатость образцов
| Ra=
| Частота импульсов тока
| f=
|
| Искровой зазор
| Δ =
| Примечание: ЭИ – электрод-инструмент; ЭД – электрод-деталь
|
Рис.12.4. Бланк для проектирования электрода-инструмента для выполнения операции электроэрозионной прошивки
Образец протокола исследований к лабораторной работе №6.
Таблица 12.4.
Данные исследования образцов и результаты вычислений скорости съема металла и производительности операции электроэрозионной прошивки
Популярное:
