|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЛАБОРАТОРНАЯ РАБОТА №2. Определение значения коррекции электрода-инструмента и используемых технологических параметров обработки для технологической операции электроэрозионной вырезки
ЦЕЛЬ РАБОТЫ: Определение значения коррекции электрода-инструмента и используемых технологических параметров обработки для технологической операции электроэрозионной вырезки, проектирование программируемого контура детали с учетом коррекции электрода-инструмента
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Процессы электрической эрозии. Механизм разрушения металла под воздействием искрового разряда (процесс электрической эрозии) представляется в общих чертах следующим[11, 45, 55]. При сближении между собой двух металлических электродов И, Д (рис.6.1), находящихся под напряжением, наступает момент, когда между наиболее сблизившимися выступающими элементами их поверхностей создается электрическое поле высокой напряженности. Происходит пробой промежутка между электродами. В первой фазе пробоя единичные электроны, вырывающиеся из электрода-инструмента, бомбардируют электрод-деталь. Затем возникает канал разряда, по которому лавина электронов бомбардирует электрод-деталь, что вызывает расплавление металла. В процессах электроэрозионной обработки материал заготовки в зоне обработки плавится, испаряется и удаляется, в жидком или парообразном состоянии. Удаление обычно носит взрывной (импульсный) характер, протекая в короткий отрезок времени (10-5 – 10-7 с) на небольшом участке поверхности, в месте локализации канала разряда. Электрический разряд – высококонцентрированный в пространстве во времени импульс электрической энергии, преобразуемой между электродом-инструментом и электродом-деталью в тепловую. При этом в канале разряда протекают нагрев, расплавление и испарение материала с локальных поверхностей электродов. Ионизация и распад рабочей жидкости (диэлектрика).
Рис. 6.1. Схема возникновения искрового разряда: а – электроды перед сближением; б – ионизация промежутка в начальной стадии пробоя; в – образование электронной лавины и расплавление металла; г – восстановление прочности среды; И, Д – электрод-инструмент и электрод-деталь; Э – электроны; Δ – пробивной зазор; r – вырванные частицы удаляемого металла; l – образующаяся лунка Особенностью такого последовательного разрушения является то, что один электрод (электрод-деталь) точно воспроизводит профиль другого (электрод-инструмент). Следует заметить, что, благодаря полярности, технологическим свойствам рабочей жидкости (диэлектрика) и материалам электродов, преимущественно разрушается электрод-деталь. Иначе этот процесс не имеет смысла. Искровым зазором или межэлектродным промежутком называют минимально необходимое расстояние между электродом-инструментом и электродом-деталью для возникновения канала разряда. Канал разряда — заполненная плазмой цилиндрическая область малого сечения, возникающая между электродами, отстоящими друг от друга на расстояние межэлектродного промежутка (искрового зазора).
Рис. 6.2. Влияние радиуса проволоки на величину внутреннего угла детали при выполнении технологической операции электроэрозионной вырезки Стратегия обработки [45]. Минимально возможный радиус внутреннего угла ограничен лишь диаметром используемой проволоки. Радиус внутреннего угла равен сумме радиуса электрода-проволоки и искрового зазора (рис.6.2). При используемом электроде-инструменте диаметром 0, 25 мм, на черновых режимах обработки и искровой зазоре ≈ 0, 170 мм внутренний угол составит порядка 0, 195 мм. Внешние углы могут производиться с радиусом вплоть до 0, 038 мм. Для более точного их выполнения производителями предлагаются различные стратегии их выполнения. Например, для получения прямого или острого внешнего угла может быть использована стратегия «петли» (рис.6.3).
Рис. 6.3. Стратегия выполнения внешнего угла детали при выполнении технологической операции электроэрозионной вырезки Технологический процесс электроэрозионной вырезки [45]. Типовой технологический процесс на электроэрозионных станках заключается в следующем. Заготовку фиксируют и жестко закрепляют на столе станка или в приспособлении. Тяжелые заготовки (свыше 100 кг) устанавливают без крепления. Заправляют электрод-проволоку в направляющие. Положение электрода-инструмента относительно обрабатываемой заготовки выверяют по установочным рискам, микроскопом, по базовым штифтам или при помощи специальных устройств. Затем ванну станка закрывают/поднимают и заполняют рабочей жидкостью на 20-30 мм выше поверхности обрабатываемой заготовки. Включают генератор импульсов, устанавливают требуемый технологический режим обработки и регулятор подачи и прокачку рабочей жидкости. Для повышения производительности и уменьшения шероховатости поверхности обработку производят за два перехода, предварительный (черновым режимом обработки) и окончательный (чистовыми режимами обработки). В начале операции или на чистовых режимах работать с полным использованием мощности нельзя, так как перегрузка вступающих в работу участков электрода-проволоки вызывает нарушение стабильности процесса, повышенный износ инструмента, его обрыв и наростообразование на заготовки. Работа осуществляется последовательным переходом через ряд ступеней режимов. По окончании черновой обработки снимают оставшуюся часть припуска на чистовых режимах. Окончательная обработка (снятие неровностей) проводится на чистовых режимах в высокочастотном диапазоне. В зависимости от конечного результата обработки детали применяют следующие виды электроэрозионной обработки: черновую, чистовую и выборку контура («пакетинг»).
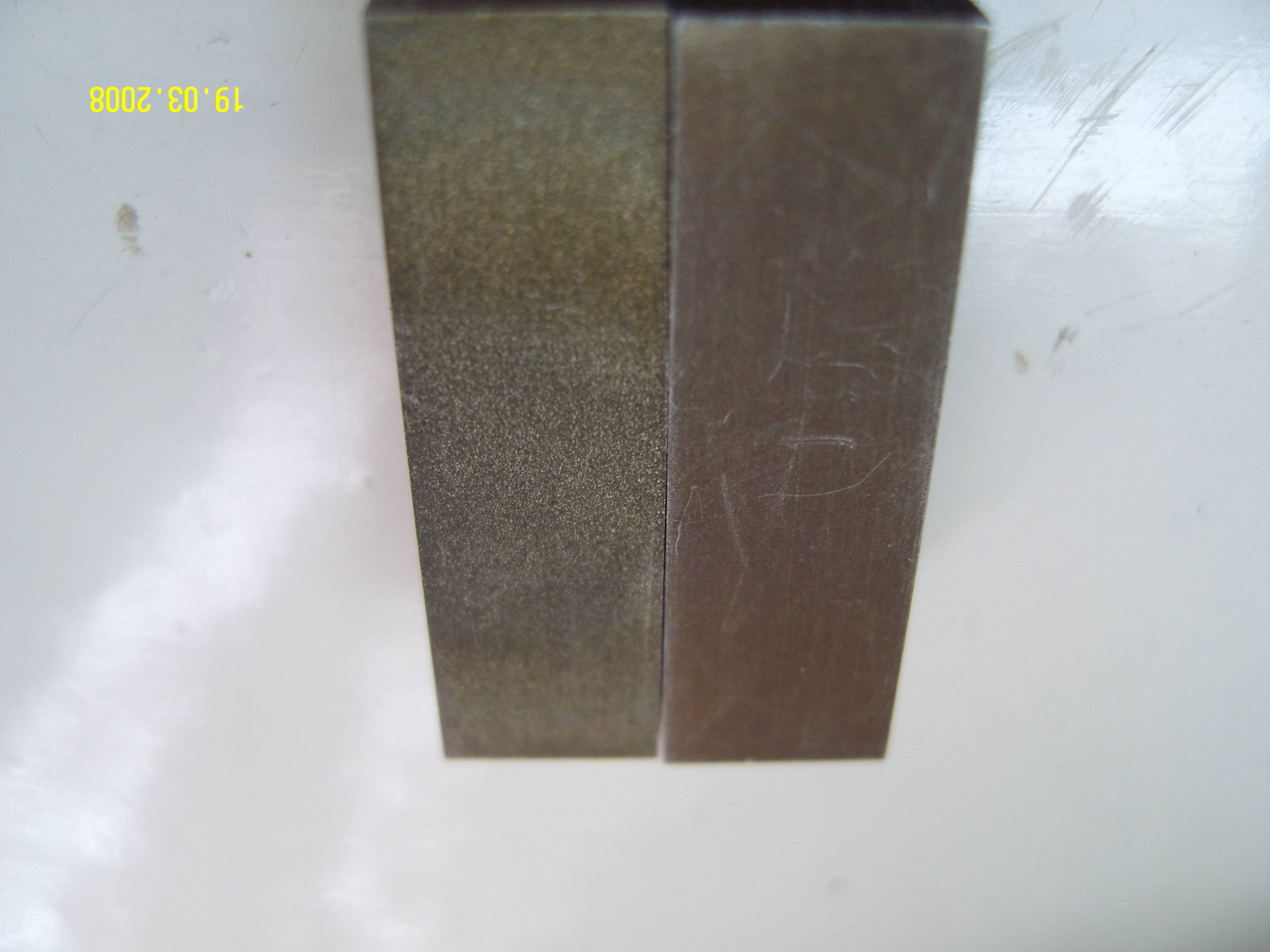
Рис. 6.4. Шероховатость образцов после электроэрозионной вырезки (увеличение в 4 раза): слева – образец после одного чернового прохода; справа – образец после чистовой обработки (один черновой проход и два чистовых прохода) Черновая обработка включает в себя один проход проволоки по контуру детали. При этом виде обработки для обеспечения высокой скорости используются грубые технологические режимы (высокие значения силы тока и короткие паузы между импульсами). Скорость съема материала и шероховатость зависят от использования конкретного технологического режима. Например, при толщине стальной заготовки 30 мм линейная скорость подачи проволоки до 3 мм/мин, шероховатость до 2, 5 Ra (рис. 6.4, слева). Чистовая обработка состоит из одного чернового прохода и нескольких чистовых. Количество чистовых проходов зависит от желаемого качества поверхности. Чем больше чистовых проходов, тем ниже шероховатость (до 0, 2…0, 3 Ra) (рис. 6.4, справа). Для чистовых проходов используются более «мягкие» режимы. Минимальное рекомендуемое количество чистовых проходов – два.
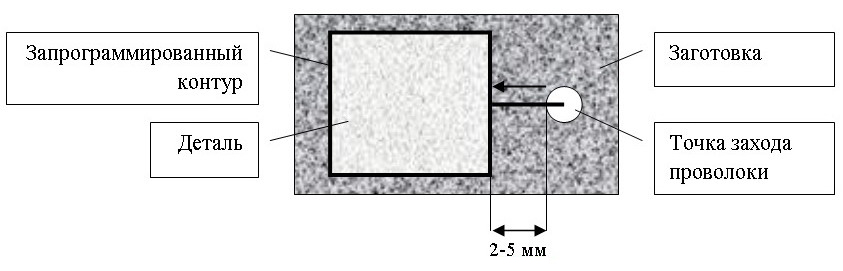
Рис. 6.5. Траектория движения электрода-инструмента при выборке внутреннего контура детали Выборка контура («пакетинг») относится к черновому виду обработки и применяется только для внутренних замкнутых контуров детали (отверстий). Процесс выборки металла внутри замкнутого контура медленный и нестабильный, требует завершающих чистовых проходов. Ручным способом запрограммировать такой вид обработки сложно. При помощи система автоматизированной подготовки производства (САМ- системы) движения электрода-инструмента автоматически программируется таким образом, что электрод-инструмент последовательно, используя круговые (спиральные) движение, «выбирает» весь материал внутри замкнутого контура (рис.6.5). Выбор точки захода электрода-проволоки на контур [41]. Производители оборудования [78] рекомендуют начинать обработку с внутренней части заготовки, а не с наружного контура (рис. 6.6). Т.е. необходимо предварительно сделать в заготовке отверстие для захода проволоки (например, при помощи электроэрозионной супер-дрели). Теоретически проволока должна пройти 0, 2-0, 3 мм от стартовой точки, прежде чем процесс электроэрозии приобретёт стабильность. На практике рекомендуются выбирать точку захода проволоки на расстоянии 2-5 мм от контура, чтобы достичь стабильности процесса электроэрозии и уменьшить деформацию заготовки. Диаметр заходного отверстия может быть любым. Например, при использовании проволоки диаметром – 0, 25 мм, рекомендуемый диаметр заходного отверстия – от 0, 30…0, 35 мм. Заход проволоки на контур обычно осуществляется прямо перпендикулярно к контуру или по касательной к нему.
Рис. 6.6. Рекомендуемое расположение точки захода электрода-инструмента на контур обработки детали при электроэрозионной вырезке ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1) Подготовить образцы согласно эскизу (рис.6.7.). 2) При помощи штангенциркуля замерить ширину образца по двум взаимно перпендикулярным направлениям в трех точках и внести полученные данные в таблицу 12.1. 3) На основании данных вычислить среднее значение ширины образцов по двум взаимно перпендикулярным направлениям. 4) Рассчитать значение искрового зазора по формуле:
где N0 – запрограммированное значение ширины образца с системы ЧПУ без учета коррекции электрода-инструмента; N1 – измеренное среднее значение ширины образца по двум ортогональным направлениям; DИ – диаметр электрода-инструмента (для большинства работ на электроэрозионном вырезном станке Seibu M500S используется электрод-проволока диаметром DИ = 0, 25 мм). 5) Определить используемые технологические параметры обработки исходя из материала и высоты электрода-детали (табл. 6.1), внести полученные данные в таблицу 12.1. 6) Спроектировать контур детали в соответствии с вычисленной коррекцией электрода-инструмента, с учетом точки захода электрода-инструмента на контур и его выводом (рис. 12.2), согласно образцу, представленному на рис.6.8.
Рис.6.7. Эскизы образцов деталей, получаемых при помощи электроэрозионной вырезки (вид сверху)
Таблица 6.1.
Рис.6.8. Образец проектирования движений электрода-проволоки для технологической операции электроэрозионной вырезки, где ТЗП – точка захода электрода-инструмента
СОДЕРЖАНИЕ ОТЧЁТА 1) Номер, название и цели работы. 2) Протокол исследования лабораторных образцов (таблица 12.1). 3) Результат вычисления значения коррекции электрода-инструмента. 4) Результат определения используемых технологических параметров обработки. 5) Спроектированный контур движения электрода-инструмента с учетом вычисленной коррекции (рис. 12.2). 6) Описание и анализ полученных результатов. Выводы.
Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 1263; Нарушение авторского права страницы