|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Последовательность сборки изделия
Частью курсовой работы является изображение этапов сборки и взрыв-схемы изделия или конструкции узла (рис. 5). Данный этап работы необходим для того, чтобы студенты наиболее полно представляли конструкцию и последовательность сборки изделия. Кроме того, взрыв-схема наглядно показывает количество и форму деталей, используемые соединения и фурнитуру, применяемую в изделии. Также взрыв-схемы позволяют закрепить графические навыки и развивают пространственное воображение.
Рисунок 5 – Вариант взрыв-схемы изделия
На взрыв-схеме желательно указать номера позиций деталей и названия деталей. Если изделие по конструкции очень сложное, то для полного представления изделия используют взрыв-схемы отдельных узлов. Взрыв-схемы отличаются высокой информативностью и наглядностью, подводящими итог конструктивной разработке проектируемого изделия. Взрыв-схемы строятся на основе начертательно-геометрических законов построения линейной перспективы либо на основе правил построения аксонометрических проекций.
Макетирование в процессе проектирования изделия
Объемное макетирование является важным этапом художественного проектирования изделий. В макетах отражается творческий поиск, объемно-пространственное решение изделия. Кроме этого в макете отражается цвет, фактура материала, тектоника изделия, эргономические характеристики и многое другое. Макет выполняется в небольшом масштабе. Рекомендуется применять масштабы 1: 20, 1: 10, 1: 5, 1: 2. Для проектируемых изделий небольшого размера применяется масштаб 1: 1. Макеты выполняют из таких материалов, как металл, древесина, гипс, бумага, картон, фанера, ДСтП, ДВП, пластилин, твердый пенопласт, органическое стекло, полистирол и т. п., а также из различных сочетаний этих материалов.
СОЕДИНЕНИЯ, ПРИМЕНЯЕМЫЕ В МЕБЕЛИ
Соединения сопрягаемых деталей
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров насаждаемых одна на другую деталей. Для скрепления деталей используют силы упругости предварительно деформируемых деталей. Разность размеров отверстия и вала до сборки определяет характер соединения деталей, или посадку, т. е. большую или меньшую свободу относительного перемещения деталей или степеней сопротивления их взаимному смещению. Разность размеров отверстия D и вала d, если размер отверстия больше размера вала, называется зазором S: S = D – d. Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом N: N = d – D. В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, натягом и переходные. Общим достоинством соединений с натягом является возможность выполнения их для очень больших нагрузок и хорошее восприятие ими ударных нагрузок.
Клеевые соединения
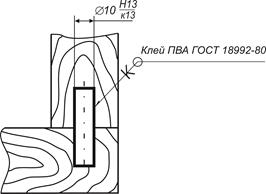
Склеиванием соединяют детали из однородных и разнородных материалов. Различают природные и синтетические клеи, клеи холодного и горячего отверждения. Технология создания клеевых соединений состоит: • из подготовки склеиваемых поверхностей деталей путем очистки их от пыли; • обезжиривания и образования шероховатой поверхности; • нанесения клея на поверхности и сборки деталей соединения; • выдержки соединения при требуемых давлении и температуре. Клеевые соединения обладают рядом достоинств: • возможностью соединения деталей из разнородных материалов, в том числе из тонколистовых, не поддающихся сварке и пайке; • герметичностью, обеспечиваемой непрерывной клеевой пленкой; • высокой коррозионной стойкостью; • хорошим сопротивлением усталости. К недостаткам клеевых соединений относят: • низкую прочность при неравномерном отрыве (отдире); • ограниченную теплостойкость; • зависимость прочности соединения от сочетания материалов склеиваемых деталей, температуры склеивания и условий работы соединения; • требование точной пригонки поверхностей склеиваемых деталей. В зависимости от конструкции изделия и назначения клеевые швы испытывают различные нагрузки. Конструкции клеевых соединений аналогичны паяным. Зазоры в нахлесточных и стыковых соединениях образуются вследствие прижатия деталей в процессе склеивания. В зависимости от вязкости клея зазоры составляют 0, 05…0, 10 мм, для клеев с наполнителями – 0, 10…0, 20 мм. На рис. 6 представлен пример обозначения клеевого соединения на чертеже по ГОСТ. Допускается указывать обозначение клея, размеры клеевого шва в технических требованиях чертежа. В этом случае на самом чертеже изображается стрелка с условным обозначением клеевого шва.
Рисунок 6 – Клеевое соединение на шканты круглые вставные: размеры по чертежу, толщина слоя клея определена указанной посадкой Рекомендации по применению предпочтительных посадок для соединения различных материалов
При проектировании изделий необходимо руководствоваться грамотным выбором посадок, которые могут быть с зазором, с натягом или переходными. От правильного выбора зависит надежность соединения и изделия, долговечность, износостойкость, экономичность и т. п. Посадки широко применяются в конструкционных материалах – металлах и сплавах, пластмассах, древесине. Большое разнообразие посадок применяется в соединениях металлических деталей. Точность обработки изделий Под точностью обработки понимают степень соответствия изготовленной детали чертежу и техническим условиям. Ее характеризуют такими параметрами, как точность размеров, точность формы и шероховатость поверхности. На практике точность обработки определяют отличием (погрешностью), т. е. отклонением параметров готовых деталей от заданных величин. От точности обработки зависят взаимозаменяемость деталей, прочность их соединений, удобство сборки и качество изделий и конструкций. Взаимозаменяемость – это свойство изготовленных деталей обеспечивать сборку их в изделия без дополнительной подгонки. Взаимозаменяемость достигается при строгом соблюдении действующей системы допусков и посадок. Допуском называют разность между наибольшим и наименьшим предельными размерами или абсолютную величину алгебраической разности между верхним и нижним отклонениями. Различают сопрягаемые (шип и проушина или гнездо, гребень и паз) и несопрягаемые (свободные) элементы. При сопряжении двух деталей или сборочных единиц, входящих одна в другую, выделяют охватывающую поверхность – отверстие (проушина, гнездо, паз) и охватываемую – вал (шип, гребень). Посадкой называют характер соединения элементов деталей, определяемый величиной получающихся в нем зазоров или натягов. Если в изделии два соединяемых элемента должны быть подвижны, то между ними предусматривают зазор, например шкатулка и крышка. Зазором называют разность между размерами отверстия и вала, если размер отверстия больше размера вала. Натягом называют разность между размерами вала и отверстия до сборки, если размер вала (шипа) больше размера отверстия (проушины или гнезда). Натяг присутствует в неподвижных соединениях элементов, например шиповое соединение на клею. Характер соединения элементов деталей, определяемый величиной получающихся в нем зазоров или натягов, называют посадкой. Она образуется сочетанием допускаемых отклонений отверстия и вала (проушины и шипа, паза и гребня). Для размеров сопрягаемых элементов устанавливают посадку, а для несопрягаемых – допуск. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров. Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа при условии, что эта запись однозначно определяет значения и знаки предельных отклонений. Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных размеров в соответствии с ГОСТ 25346–89 (для отклонений по квалитетам) или по ГОСТ 25670–83 (для отклонений по классам точности). Симметричные предельные отклонения, назначаемые по квалитетам, следует обозначать ±IT/2 с указанием номера квалитета. Примеры общих записей в технических требованиях, соответствующие вариантам по ГОСТ 25670–83 для 14-го квалитета и (или) класса точности «средний», приведены в табл. 18.
Таблица 18 – Пример записи технических требований
Примечания: 1) допускается записи о неуказанных предельных отклонениях размеров дополнять поясняющими словами, например: «Неуказанные предельные отклонения размеров: H14, h14, ±t2/2»; 2) если технические требования на чертеже состоят из одного пункта, содержащего запись о неуказанных предельных отклонениях размеров, или эта запись приводится в текстовых документах, то она должна обязательно сопровождаться поясняющими словами, например: «Неуказанные предельные отклонения размеров ±t2/2». Предельные отклонения, указываемые числовыми значениями, выраженными десятичной дробью, записывают до последней значащей цифры включительно, выравнивая количество знаков в верхнем и нижнем отклонении добавлением нулей. Популярное:
|
Последнее изменение этой страницы: 2016-05-03; Просмотров: 1378; Нарушение авторского права страницы