|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изготовление токопроводящих жилСтр 1 из 7Следующая ⇒
Изготовление токопроводящих жил Классификация и конструкция ТПЖ: 1. По виду материала ТПЖ ü Медь ü Алюминий 2. По геометрии ü Круглые ü Фасонные 3. Непосредственно по конструкции ü Круглые o Однопроволочные o Многопроволочные § Простая геометрия (правильная скрутка) § Сложная геометрия (правильная скрутка) § Комбинированная § Полые § Секционные ü Фасонные o Однопроволочные o Многопроволочные o Комбинированная Скрутка ТПЖ нужна для предания конструктивной устойчивости жиле, обеспечивает гибкость. Для скрутки ТПЖ необходимо задать два движения – поступательное и вращательное. В зависимости от конструктивных особенностей кабеля можно выделить шесть классов гибкости. От класса гибкости зависит шаг скрутки ТПЖ. Шаг скрутки – расстояние между соседними витками проволоки. Чем меньше шаг, тем лучше гнётся жила. h=m× dж m – кратность скрутки. Для гибких кабелей m=25. Для силовых m=30-40 Изменяется от номера повива – чем ближе к центру ТПЖ, тем он больше. Для технологического режима важен фактический шаг скрутки (определяется технологическим оборудованием).
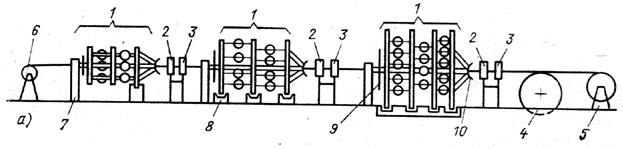
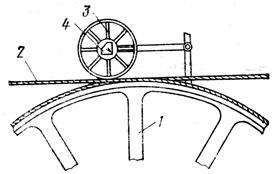
Дискретно – имеется кинематическая схема, то есть из конкретного заданных положений рычагов. Плавно, то есть установили и всё. В зависимости от кинематической схемы строится таблица фактических шагов. Принципы скрутки Способы задания вращательного движения 1. Можно задать вращение отдающему устройству. В данной машине шаг обеспечивается частотой оборотов и линейной скоростью. Имеет большие геометрические размеры, но обеспечивает более качественную скрутку, так как скрутка до формующего устройства.
а — горизонтальная одинарной скрутки с цилиндрической рамкой; б — вертикальная двойной скрутки со стержневой рамкой; 1 — отдающее устройство; 2 — отдающие катушки; 3 — крутильная рамка; 4 — приводная шестерня; 5 — распределительная розетка; 6— калибр; 7 — направляющие ролики; 8 — тяговое устройство; 9 — приемное устройство; 10 — опорные ролики.
2. Можно задать вращение приёмному устройству.
Машины с рамкой, вращающейся вокруг приемного устройства. а — одинарной скрутки с откруткой; б — двойной скрутки без открутки. / — отдающее устройство; 2 — люлька для отдающей катушки; 3 — отдающая катушка; 4 — приспособление для открутки; 5 — распределительная розетка; 6 — калибр; 7 — приводная шестерня; 8 — крутильная рамка; 9 — направляющие ролики; 10 — тяговое устройство; 11 — приемное устройство.
Менее качественная скрутка, но более высокая производительность.
У первого и второго способа скорости примерно равны.
3. Можно задать вращение как приёмному, так и отдающему устройству в противоположных направлениях.
Здесь получаем значительно большую производительность. 4. Можно задать вращение рамки вокруг тягоприёмного устройства.
Схема двухрамочной машины четверной скрутки.
Скрутка производится в двух точках. Это более удобный способ скрутки.
Рамка не является массивной и имеет двойную скрутку. 5. Скрутка на ротор Крутильной частью является ротор. Основная особенность в том, что это полый цилиндр и в конце сужающая часть. Из-за того, что отдающие устройства находятся не во вращающейся части, то получаем большую скорость. 6. z-скрутка Требования к процессу скрутки и оборудованию 1. Производительность Основное требование. На производительность влияет масса крутильной части и её габариты. На точку поверхности действует центробежная сила.
Совершенно очевидно, что:
Чем меньше радиус и масса крутильной части, тем больше можно увеличить скорость машины (растёт производительность). Обязательное условие
2. Равенство натяжений проволок. Если будет слишком большое отклонение, то проволока запутается. При одинаковом натяжении проволок, отклонение проволок от прямой будет одинаковым, что не приведёт к перепутыванию. 3. Ручное время.
Время, которое необходимо затратить человеку (в котором машина не участвует). 4. Машинное время.
Время, которое необходимо затратить на 1 км. Выпускаемой продукции
Чем он ближе к 1, тем производительнее машина. 5. Недопустимость обрыва проволоки. Необходимо устройство контроля обрыва проволок, а также сварочный аппарат. 6. Обеспечение машиной ш9ирокого диапазона скрутки. Для дискретных машин – малое различие между соседними шагами скрутки. 7. Реверс крутильной части Левое и правое направление скрутки. 8. Диаметр щеки отдающего барабана. Основная характеристика отдающего устройства в крутильной машине (от 100 до 1200 мм.)
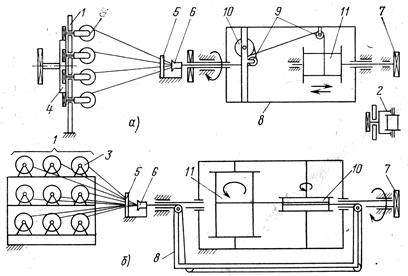
Машины пучковой скрутки Одинарной скрутки Подвижно-приёмно-тяговая часть. Скручивают проволоки диаметром до 0, 1 мм. Обеспечивает малые шаги даже при высоких скоростях скрутки. Частота вращения крутильной части достигает 2500 об./мин. Двойной скрутки. Применяются для скрутки: жил малых сечений, для скрутки стренг. Число скручиваемых проволок обычно не превышает 50, а диаметр проволок менее 1 мм. Линейная скорость достигает 400 м./мин. В советском союзе распространены крутильные машины следующих марок: ЛК и ЛКС. Машины правильной скрутки Скрутка жил производится на крутильных машинах, которые в зависимости от устройства крутильной части можно разделить на три типа: · клетьевые: · дисковые и жесткорамные; · машины сигарного типа. Клетьевые машины
1 — крутильно-отдающее устройство; 2 — калибры; 3 — уплотняющие вальцы; 4—тяговое устройство; 5 — приёмное устройство; 6 — отдающее неподвижное устройство; 7 — опорная стойка; 8 — опорный ролик; 9 — откручивающее устройство; 10 — распределительная розетка
Крутильная часть машины выполняется в виде клети, состоящей из нескольких параллельно расположенных металлических колец, укрепленных на полом валу в центре клети. Каждое кольцо опирается на систему опорных роликов. Полый вал с одного конца закрепляется в подшипнике на опорной стойке, здесь же располагается приводная система клети. В клети между кольцами устанавливаются отдающие устройства для катушек с проволокой. Эти устройства называются люльками. Оси люлек устанавливаются в подшипниках, размещенных в кольцах клети, поэтому люльки могут свободно поворачиваться относительно колец, что позволяет осуществлять скрутку жил с откруткой. Отдающая катушка с проволокой устанавливается в люльке на одной сплошной оси или на двух выдвижных цилиндрических или конических полуосях (пинолях), при этом ось отдающей катушки перпендикулярна оси люльки, а также оси скручиваемой жилы. В люльке предусмотрено устройство для торможения катушки при ее размотке. Тормозное устройство, выполняемое в виде шкива с тормозной лентой, соединяется с отдающей катушкой посредством пальца, входящего в отверстие на щеке катушки. В одной клети могут размещаться 6, 12, 18 и 24 люльки. Для скрутки жил больших сечений существуют клети на 30 люлек. При заправке машины проволока, сходя с отдающей катушки, проходит через направляющие глазки в металлических кольцах и попадает в распределительную розетку, размещенную на полом валу клети. Розетка обеспечивает правильное размещение проволок перед входом их в калибр, где осуществляется наложение очередного повива жилы. Розетка представляет собой небольшой металлический диск с направляющими глазками, равномерно расположенными по окружности. Клетьевые крутильные машины обычно имеют 2, 3 или 4 клети, причем число отдающих катушек в каждой клети соответствует.числу проволок в повиве. Соседние клети вращаются в разные стороны с разными скоростями, причем меньшие по размеру клети имеют большие скорости, так как первые повивы накладываются с меньшим шагом. Если в центре жилы располагается одна или несколько проволок (например, семипроволочная заготовка), то отдающие катушки с этими проволоками устанавливаются перед машиной. Отличительной особенностью крутильных машин клетьевого типа является наличие откручивающего устройства в клетях. Применяются два типа откручивающих устройств, обеспечивающих открутку на 360°: кривошипно-эксцентриковый механизм и планетарный механизм с зубчатой системой передач. Устройство кривошипно-эксцентрикового механизма:
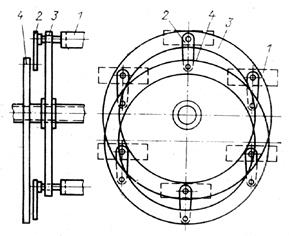
1 — люлька; 2 — кривошип; 3 — крутильная клеть; 4 — откручивающее кольцо.
Он состоит из откручивающего кольца с кривошипами, которое находится позади крутильной клети, причем ось кольца размещается ниже оси крутильного устройства. Кривошипы шарнирно связаны с откручивающим кольцом и с осями люлек. Откручивающее кольцо не имеет физической оси, оно висит на кривошипах, поэтому при вращении клети кривошипы удерживают люльки от вращения. Таким образом люльки вместе с установленными в них катушками при вращении клети перемещаются в пространстве параллельно самим себе, при этом проволока, вращаясь вокруг оси скручиваемой жилы, не закручивается вокруг собственной оси. Если рассматривать перемещение катушки с проволокой относительно клети, то за один оборот крутильного устройства катушка с проволокой поворачивается вокруг оси люльки на 360° в направлении, обратном направлению вращения клети.
Устройство планетарного механизма открутки:
1 — шестерня, связанная с люлькой; 2 — паразитная шестерня; 3 — неподвижная шестерня; 4 — клеть
Он состоит из неподвижной центральной шестерни, ось которой совпадает с осью клети, паразитной шестерни, ось которой крепится на крутильном устройстве, и шестеренки, которая связана с люлькой. При вращении крутильного устройства по часовой стрелке паразитная шестерня, находясь в зацеплении с неподвижной центральной шестерней, начинает вращаться вокруг своей оси тоже по часовой стрелке, при этом она вращает шестерню, связанную с люлькой, против часовой стрелки. Следовательно, люлька вместе с отдающей катушкой.вращается вместе с этой шестерней в направлении, противоположном направлению вращения крутильного устройства. Механизмы открутки при необходимости могут быть заблокированы, и тогда машина может работать без открутки.
Клетьевые машины являются наиболее универсальными среди всех типов крутильных машин. На них можно производить повивную скрутку с откруткой и без открутки, их можно использовать для наложения проволочной брони на кабель и т. п. Недостатками клетьевых крутильных машин являются: малые скорости, большие габариты и трудности смены отдающих катушек. Малые скорости вращения клетей объясняются наличием катушек с проволокой большой массы, расположенных на большом расстоянии от оси клети, а также наличием откручивающего механизма. Усилия, возникающие при вращении клетей, не могут быть достаточно хорошо сбалансированы; поэтому клети представляют собой кинематически неуравновешенную систему. Частота вращения клетей находится в пределах 70—240 об/мин, что позволяет получать линейную скорость изделия в пределах 10—60 м/мин. Отечественные крутильные машины клетьевого типа маркируются КФ или КФА.
Машина сигарного типа.
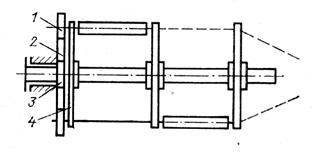
1— приводной шкив; 2 — отдающая катушка; 3—люлька; 4 — тормозной шкив; 5 — тормозная лента; 6 — опорный ролик; 7 — распределительная розетка; 8 — проволока
Крутильное устройство машин сигарного типа представляет собой литой трубчатый или собранный из стержней ротор сигарообразного вида, внутри которого размещаются люльки с установленными в них отдающими катушками с проволокой. Один конец ротора установлен в подшипнике на опорной стойке, другой конец заканчивается распределительной розеткой. В средней части ротор опирается на систему регулируемых опорных роликов. Люльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части. Действительно, при скрутке проволок с отдающей катушкой диаметром 100 — 200 мм частота вращения ротора достигает 2000—3000 об/мин, для катушек диаметром 300 — 500 мм — 1000 — 1600 об/мин, диаметром 600 — 1000 мм— 350 — 700 об/мин. Оси люлек устанавливаются в подшипникках, размещённых в поперечных перегородках ротора вблизи оси вращения ротора, причём центр тяжести люлек вместе с катушками находится несколько ниже оси вращения ротора. Поэтому люльки при вращении ротора остаются практически неподвижными. Проволока сходит с катушки, проходит по направляющим роликам вдоль корпуса ротора и поступает к распределительной розетке. Скрутка проволок осуществляется при помощи корпуса ротора, который вращает проходящие вдоль него проволоки вокруг оси скручиваемого изделия. Катушки с центральными проволоками могут размещаться сзади или спереди ротора. При скрутке проволок положение катушек не меняется, что заставляет проволоки поворачиваться в глазках ротора относительно его корпуса. Таким образом, скрутка проволок на машинах сигарного типа происходит без закрутки. Машины сигарного типа могут быть рассчитаны на 6, 12, 18 и 24 катушки с проволокой. Сигары с большим количеством катушек удобнее выполнять из отдельных самостоятельных секций, которые могут работать отдельно или все вместе. Отечественные машины сигарного типа маркируются СКС и рассчитаны на шесть катушек. Большое распространение получили машины для скрутки семипроволочных заготовок, используемых для скрутки круглых и фасонных жил больших сечений силовых кабелей. Отдающие устройства Отдающие устройства предназначены для установки отдающей тары с заготовкой — барабанов, катушек, контейнеров, бухт. Различают три типа отдающих устройств: совмещенные с рабочим механизмом машины, независимые от него и комбинированные. Отдающие устройства, совмещенные с рабочим механизмом, применяются на клетьевых и дисковых крутильных машинах и на проволоко-бронировочных. В этом случае отдающие катушки (барабаны) с заготовкой (проволокой, изолированной жилой и др.) устанавливают в люльки клетьевых или на кронштейны дисковых машин. Отдающие устройства независимого типа могут быть связаны со станиной машины или расположены отдельно. Эти устройства предназначены для установки: вращающихся барабанов (катушек), неподвижных барабанов (катушек) с разматывающим механизмом или без него, контейнеров и бухт с заготовкой. Наиболее распространены независимые отдающие устройства с вращающимся барабаном или катушкой. Они могут быть осевые, пинольные (полуосевые) или на опорных валках или роликах. Отдающее устройство осевого типа имеет станину, на боковых стойках которой укреплены гнезда подшипников, связанные с червяком и приводом. Ось с надетым на нее барабаном (катушкой) устанавливают в этих гнездах с шарикоподшипниками или подшипниками скольжения. В устройствах, рассчитанных на установку барабанов, гнезда подшипников выполняются подвижными для возможности подъема барабана на высоту, удобную для свободного сматывания с него заготовки. Подъем и опускание оси с барабаном осуществляется путем вращения червяка, приводимого от электродвигателя или вручную. Механизм подъема барабана оборудован конечными выключателями для автоматического выключения электропривода при достижении заданной высоты. На оси отдающего устройства укрепляют две конические втулки, ограничивающие перемещение барабана (катушки) вдоль оси, а также центрирующие барабан (катушку) с целью обеспечения равномерной размотки заготовки. На оси укреплены рычаг с поводковым пальцем для установки в отверстие 12 щеки барабана (катушки) и тормозное колесо с ленточным тормозом. Широко распространено осевое устройство для барабанов диаметром 760 мм, изображенное на рис. 1.2. Это устройство снабжено приспособлением для автоматического регулирования натяжения сходящей с отдающего барабана заготовки. При ослаблении натяжения заготовки 1, сходящей с барабана 2, ось которого укреплена в стойке 3, пружина 4 оттягивает качающийся рычаг 5 с направляющим роликом 6 на конце влево. При этом усилие воздействия тормозной ленты 7 на шкив 8 увеличивается и возрастает торможение барабана 2. При чрезмерном натяжении заготовки 1 сила воздействия пружины 4 преодолевается, рычаг 5 наклоняется вправо и торможение барабана 2 ослабевает. Разновидностью осевых устройств являются панели, на конусном выступе которых устанавливают катушку с проволокой, разматываемую под воздействием 13 приложенного к ней усилия. Естественно, для преодоления состояния покоя необходимо прикладывать усилие, значительно превышающее усилие, прикладываемое в процессе работы, когда катушка выведена из состояния покоя. Во время таких рывков проволоки возможны ее обрывы или вытяжка. При обрыве проволоки крутильная машина автоматически останавливается, а отдающие катушки продолжают вращаться, сбрасывая с себя витки проволоки. Для предотвращения этого отдающие панели (с нижней стороны) снабжают тормозами, включаемыми при остановке машины. Подобные отдающие устройства размещают на полу или на уступах станины этажерочного типа, предназначаются они для питания крутильных машин рамочного типа, эмаль-агрегатов и обмоточных машин. С целью уменьшения усилия, прикладываемого к проволоке, особенно малых сечений, применяются катушки емкостью 0, 5 — 3 кг, в осевое отверстие которых вставляется ось с центрирующими конусными втулками. Катушки устанавливают вертикально в гнездах оси. При надлежащей смазке и отрегулированном нажатии на опоры достигается легкое сматывание проволоки с катушки. Исключение вытяжки проволоки или изолированной жилы достигается в отдающих устройствах осевого типа, снабженных механизмом, вращающим отдающую катушку в том же направлении, в котором разматывается проволока (изолированная жила), но с незначительным опережением, чтобы усилие, прикладываемое к проволоке, не превышало предела пропорциональности, равного для меди 8 — 15 МПа. Для поддержания заданного усилия и выравнивания рывков отдающее устройство снабжают компенсатором, имеющим верхние неподвижные и нижние подвижные ролики, укрепленные на основании, двигающемся вдоль паза рейки, и воздействующим на электропривод отдающей катушки, ускоряя или замедляя его вращение.
Осевое отдающее устройство с принудительной размоткой заготовки без вытяжки. 1 — стойки компенсатора; 2 — отдающий барабан; 3 — заготовка; 4 — электродвигатель; 5 — редуктор.
Подобные отдающие устройства применяются во всех технологических процессах по изготовлению жил сечением 0, 5 мм2 и ниже. В отдающих устройствах пинольного (полуосевого) типа ось разделена пополам и половины ее консольно укреплены в подшипниках боковых стоек. Одна полуось закреплена неподвижно, а вторая с помощью винтовой нарезки перемещается в горизонтальной плоскости, сжимая конические наконечники в отверстии барабана. В отдающих устройствах такого типа облегчается и ускоряется операция перезаправки барабана в сравнении с осевыми, а подъем и опускание барабанов обеспечиваются путем углового перемещения боковых стоек с применением электро-, гидро- и пневмопривода. Неподвижная пиноль снабжена рычагом с поводковым пальцем для вращения барабана и фрикционным или ленточным тормозом. Некоторые отдающие устройства размещены на рельсовом пути, по которому с помощью червяка перемещается подвижная стойка в горизонтальном направлении, что позволяет использовать отдающее устройство для установки барабанов различной ширины. Стрела провеса кабеля регулируется электрической системой управления со следящим устройством, работающим от плавающего ролика, фиксирующего стрелу провеса и одающего сигналы в систему управления приводным электродвигателем отдающего устройства.
Безынерционные отдающие устройства с невращающейся катушкой. а) непосредственное сматывание; б) с применением вращающейся рамки (флайера); 1 – отдающая катушка; 2 – вращающаяся рамка (флайер); 3 – фрикционные диск; 4 – винт регулирования фрикциона; 5 – ось вращающейся рамки (флайера); 6 – направляющие втулки; 7 – сматываемая проволока; 8 – диск.
Отдающее устройство с невращающейся катушкой, установленной горизонтально, с наклоном или вертикально на щеку, получило название безынерционного в отличие от инерционных, в которых при обрыве заготовки отдающая катушка продолжает вращаться по инерции до полной остановки, сбрасывая с себя проволоку. При непосредственном сматывании с катушки вдоль ее оси по образующей щеки проволока претерпевает трение о соседние витки на катушке и о щеку катушки. Для уменьшения трения проволоки о щеку катушки и исключения ее повреждения на эту щеку катушки надевают полированный диск, по которому скользит проволока. Чтобы предотвратить спадание витков проволоки, ее тормозят. Торможение достигается применением диска на щеке катушки с кольцевой канавкой, в которой помещают капроновую нить и под нее подпускают разматываемую проволоку. На катушку надевают конус с полированной поверхностью и кольцо с выступающей пленкой (проволока проходит в щель между конусом и кольцом) или кольцо армируют щетиной. Проволока, сходя с катушки, получает незначительное торможение, необходимое для натяжения при скрутке жил или эмалировании. Накопители С целью длительной безостановочной работы оборудования применяются накопители, позволяющие без остановки оборудования обеспечить установку нового барабана и сращивание заготовки на ходу. Наибольшее распространение получили накопители для заготовок гибких кабелей перед наложением оболочки, для проволоки перед наложением на нее эмалевой изоляции и для ленты в сварочном агрегате для наложения алюминиевой или стальной оболочки.
Накопитель заготовки кабеля. 1 — отдающий барабан с заготовкой кабеля; 2 — заготовка кабеля; 3 — неподвижное колесо накопителя; 4 — подвижное колесо накопителя; 5 — зубчатое колесо; 6 — зубчатая рейка; 7 — направляющий ролик.
Накопитель для гибких кабелей представляет собой станину, на которой укреплено на неподвижной оси колесо с кольцевыми канавками для кабеля, а второе такое же колесо связано с зубчатыми рейками, проложенными вдоль- станины. При максимальном удалении подвижного колеса от неподвижного в канавках: колес размещается около 160 м кабеля. По мере приближения подвижного колеса к неподвижному происходит уменьшение длины заготовки кабеля, находящегося на колесах накопителя. Во время сближения колес накопителя агрегат продолжает работать с постоянной скоростью и производится смена отдающего барабана со сросткой концов кабеля (чаще временной). Когда концы кабеля будут сращены, привод накопителя переключается на скорость, большую рабочей скорости агрегата. Подвижное колесо отводится на максимальное расстояние от неподвижного. В это время подготовляется к сращиванию новая длина заготовки. Накопитель проволоки на эмаль-агрегатах представляет собой стойку с двумя цилиндрами, на один из которых наматывают проволоку с отдающей катушки, а на второй цилиндр — проволоку с новой катушки, производят ее сварку и зачистку от заусенцев. Во время установки новой катушки и сварки проволоки эмаль-агрегат продолжает работать, причем проволока сходит с цилиндра накопителя.
Накопитель проволоки при перезаправке отдающей катушки на эмаль-агрегате. 1 и 2 — катушки; 3 — поворотная стойка; 4 — внутренний конец намотки; 5 — наружный конец намотки; 6 — проволока; 7 — флайер; 8 — конусный компенсатор; 9 — педаль фиксации поворотной стойки; 10 — заградительное кольцо; 11 — регулируемый фрикцион.
Накопитель ленты в сварочном агрегате для наложения алюминиевых и стальных оболочек представляет собой колодец (трубу, погруженную в землю), в котором лента проходит через два ролика, а средняя часть ленты (между двумя роликами) с помощью подвижного ролика погружена в колодец. Во время сращивания кондов ленты агрегат продолжает работать, расходуя ленту из накопителя. Счётчики метража Измерение длины изготавливаемых изделий производится счетным механизмом, либо связанным с приводным механизмом тягового колеса зубчатой (цепной) передачей либо независимым. Последний расположен непосредственно над тяговым колесом и состоит из мерительного колеса с длиной окружности, равной 1 м, и счетчика, сидящих на одной оси или соединенных зубчатой передачей. Вращение мерительного колеса осуществляется за счет сил трения, возникающих между ними и изделием.
1 — тяговое колесо; 2 — изделие; 3 — мерительное колесо; 4 — счётчик.
При использовании гусеничного тягового устройства применяют независимый измеритель длины, устанавливаемый перед тяговым устройством. На станине укреплен опорный ролик и по нему проходит изделие, положение которого фиксируется системой горизонтальных и вертикальных направляющих роликов. Мерительное колесо со счетным механизмом расположено выше опорного ролика и катится по изделию. Силу трения между изделием и мерительным колесом регулируют, перемещая груз по длине рычага.
1 — изделие; 2 — калибры; 3 — мерительные колеса; 4 — счетчик; 5 — приводной ремень; 6 — прижимные ролики; 7 — прижимной ремень; 8 — натяжные ролики.
Точность измерения длины может быть повышена за счет уменьшения проскальзывания между изделием и мерительным колесом. Одним из вариантов повышения точности измерения длины является применение сдвоенных мерительных колес, охватываемых общим приводным ремнем. Над мерительными колесами на этой же стойке шарнирно укреплены нажимные ролики, создающие плотный контакт с приводным ремнем на определенной длине. На валу одного из мерительных колес установлен счетчик. Другой механизм для измерения длины изделия состоит из трех свободно вращающихся колес, размещенных под углом 120° одно относительно другого и поджимаемых пружинами к проходящему между ними изделию. Каждое колесо через две конические шестерни и вал передает вращение общей шестерне, связанной с валом измерительного механизма. Прием изделия заданной длины достигается с помощью стоп-счетчика, автоматически останавливающего агрегат, машину или перемоточный станок при достижении заранее заданной длины. Механизм со счетчиком СК-1 обеспечивает автоматическое срабатывание при достижении заданной длины в пределах 00001 — 99999 м. Счетчик СК-1 состоит из двух систем цифровых барабанов, связанных зубчатой передачей, и механизмов: передачи от приводного вала к цифровым барабанам, сброса показаний на нулевое положение, остановки и установки счетчика на заданную длину. После прохождения через агрегат (машину) заданной длины изделия, когда на первой цифровой шкале показания будут сброшены до нуля, рычаг счетчика поворачивается и замыкает контакт цепи автоматического отключения привода машины. Механический счетчик может быть заменен электронным. При пользовании мерительным колесом вследствие неизбежного проскальзывания изделия относительно поверхности мерительного колеса возникает погрешность измерения в пределах 0, 25 — 1, 0%. Показания счетчика будут меньше фактической длины. Если привод счетчика жесткий и осуществляется непосредственно от вала тягового колеса, то его показания будут несколько больше фактической длины изделия из-за проскальзывания последнего относительно поверхности тягового колеса. В кабелях связи для определения длины кабеля или его отрезка применяется мерно-опознавательная лента, представляющая собой бумажную ленту, помещаемую внутрь кабеля под оболочкой, на поверхности которой нанесены цифровые обозначения ее длины в дециметрах. На этой же ленте может печататься обозначение завода-изготовителя и год изготовления кабеля.
Приемное устройство
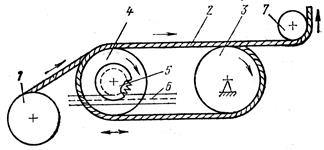
а) при перемещении складчика; б) при перемещении приёмного барабана; 1 – тяговое колесо; 2 – изделие; 3 – вилка раскладчика; 4 – приёмный барабан.
Приемное устройство предназначено для установки приемного барабана и укладки на барабан скрученной жилы. Современные приемные имеет автономный привод, что позволяет использовать однотипные приемные устройства для машин разного назначения. В СССР выпускаются три серии приемных устройств для барабанов: ПУ, ПКУ и ППУ. Правильная раскладка жилы на приемном барабане в устройствах ПУ и пку обеспечивается возвратно-поступательным движением вилки раскладчика. Приемное устройство серии ППУ отличается от устройств ПУ и ПКУ тем, что раскладка изделия на барабане обеспечивается поперечным перемещением самого барабана, что уменьшает изгиб изделия при раскладке.
Рецептура резиновых смесей Технические свойства и характеристики резины определяются ее составом, т.е. типами и количеством входящих в резину каучуков и ингредиентов. Перечень материалов с указанием их количества называется рецептом. При разработке рецептуры резины необходимо исходить из того, что основным материалом, определяющим пригодность резины для тех или иных условий эксплуатации, является каучук. Оптимальное содержание каучуков в изоляционных резинах составляет не менее 30 %, в шланговых резинах - не менее 40 %. Процентное содержание каучука в резине добавляется к буквенным обозначениям в маркировке в виде цифрового выражения, например, ТСШ-33, ШВП-50... В зависимости от типа каучуков подбирают типы, дозировку и состав других ингредиентов: вулканизующие вещества, ускорители вулканизации, активаторы вулканизации, противостарители, мягчители, наполнители, красители и специальные ингредиенты. Они придают резиновым смесям технологические свойства, необходимые для дальнейшей обработки, и заданные технические характеристики Под действием вулканизующих веществ резиновые смеси при нагреве переходят из пластического в эластическое состояние. Этот процесс называется вулканизацией. Вулканизующие вещества, кроме того, влияют на теплостойкость и физико-механические свойства резины Основным вулканизующим веществом для смесей является сера. Дм обеспечения теплостойкости в изоляционных резинах применяют тиурам. Для изоляционных резиновых смесей, продолжительность вулканизации которых очень мата, вулканизующую группу следует усиливать. Для этого в сочетании с тиурамом используют ускорители, т.е. химические вещества, которые содействуют ускорению процесса вулканизации резиновых смесей, например, цимат, каптакс, дифенил-гуанидин. Дтя шланговых резин вулканизующим веществом служит сера, а ускорителями - тиурам, каптакс, окись магния. Активаторы вулканизации - это вещества, в присутствии которых активность ускорителя проявляется значительно интенсивнее. К ним относятся двухвалентные металлы: окись цинка, окись магния, окись кальция и др. Наибольшее распространение получила окись цинковые белила. В смесях на основе хлоропренового каучука она служит вулканюующим веществом. Активаторы не только увеличивают скорость вулканизации, но и в ряде случаев улучшают физико-механические свойства резины. Для защиты резин от старения в них вводят специальные вещества - противостарители (антиоксиданты). К ним относятся: ацетонанил, диафен вулканокс. К физическим противостарителям относятся парафин, церезин, сплав АФ-1 и др. К мягчптелям относятся вещества которые повышают эластичность резиновой смеси. Их введение сокращает время изготовления резиновых смесей, снижение температуры; улучшает распределение порошкообразных ингредиентов в каучуке, облегчает шприцевание, каландрование смеси, а также улучшает качество поверхности изоляции и оболочки. Выбор видов мягчителей, а также их дозировка зависят от типов примененных в данном рецепте каучуков, их процентного содержания. Некоторые мягчители оказывают положительное влияние на физико-химические и механические свойства резины. Так, например: парафин и сплав АФ-1 защищают резину от озона, дибутилфталат повышает морозостойкость. Битумы являются ценным мягчителем для резиновых смесей с применением углеродных саж. Стеарин облегчает диспергирование ингредиентов резиновых смесей, снижает температуру смесей, улучшает внешний вид резиновой оболочки. Ненаполненные резиновые смеси непригодны для изготовления из них резиновых изделий, так как не обладают необходимыми технологическими свойствами. Поэтому в резиновые смеси вводят наполнители. Они снижают стоимость резин, улучшают технологические свойства, повышают физико-механические и в некоторых случаях электроизоляционные свойства. К ним относятся печные сажи, белая сажа, каолин, мел, тальк и др. Красители - это вещества, которые позволяют окрашивать резиновые смеси в различные цвета: лак рубиновый, пигмент голубой фталиоцианиновый - пигмент оранжевый Ж и др. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 3205; Нарушение авторского права страницы

 – количество оборотов крутильной части машины;
– количество оборотов крутильной части машины;  – линейная скорость.
– линейная скорость.
 может изменяться как дискретно, так и плавно, в зависимости от марки машины.
может изменяться как дискретно, так и плавно, в зависимости от марки машины.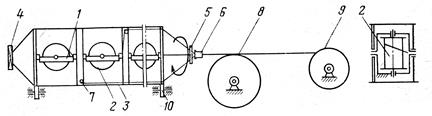






 – масса точки
– масса точки – частота вращения
– частота вращения ,
,  – допустимая нагрузка машины;
– допустимая нагрузка машины;  – центробежная сила.
– центробежная сила.

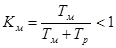
 – коэффициент машинного времени (является паспортной величиной).
– коэффициент машинного времени (является паспортной величиной).