|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Диагностирование редукторов.
При осмотре редуктора проверяются: · уровень картерного масла, · герметичность соединений корпуса, · уплотнение манжет и крышек, · плотность посадки муфт и шестерен на консолях валов, · осевой люфт вала червяка в упорных подшипниках. Дефектация зубчатых редукторов и их деталей выполняется в соответствии с указаниями табл. 4.1, зубчатых колёс – табл. 4.2. Таблица 4.1 – Дефектация корпусов и валов зубчатых редукторов.
Таблица 4.2 – Дефектация зубьев зубчатых редукторов по износу и повреждениям.
При дефектации зацеплений редукторов замеры бокового зазора j допускается вести без разборки корпуса через смотровые окна. Боковой зазор зацепления определяется с помощью мягкой медной (алюминиевой) проволоки, заводимой в зацепление и прокатываемой между колесами, как это показано на рисунке. Для этого после заводки проволоки в зацепление ведущий вал редуктора проворачивается вручную на малый угол последовательно в одну и другую стороны, чтобы проволока вошла и вышла из зацепления.
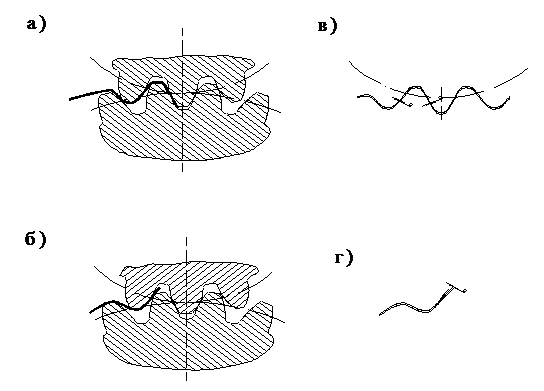
Толщины смявшейся в зацеплении проволоки замеряют штангенциркулем. Если проволока прошла по обе стороны зуба (рисунок 4.1, а), то толщина замеряется на двух наиболее утончившихся участках а и а1 (рисунок 4.1, в). Если же она прошла только по одной стороне (рисунок 4.1, б), то замеряется ее наиболее тонкий участок (рисунок 4.1, г). В первом случае величина бокового зазора составляет:
а во втором
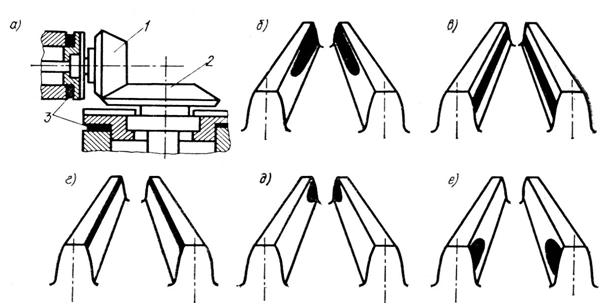
В конических парах редукторов перед выполнением замеров необходимо проверить положение пятна контакта на колесе и шестерне, которое должно занимать не менее половины длины зубьев с их узкой стороны (рисунок 4.2, б). В противном случае выполняется регулировка взаимного положения колеса и шестерни. Направление и величина регулировки зависят от взаимного смещения элементов пары, которое может быть оценено по пятну контакта в соответствии с рекомендациями рисунка 4.2. Дефектация червячных редукторов и их деталей выполняется в соответствии с указаниями таблицы 4.3. Таблица 4.3. Дефектация червячных редукторов и их деталей.
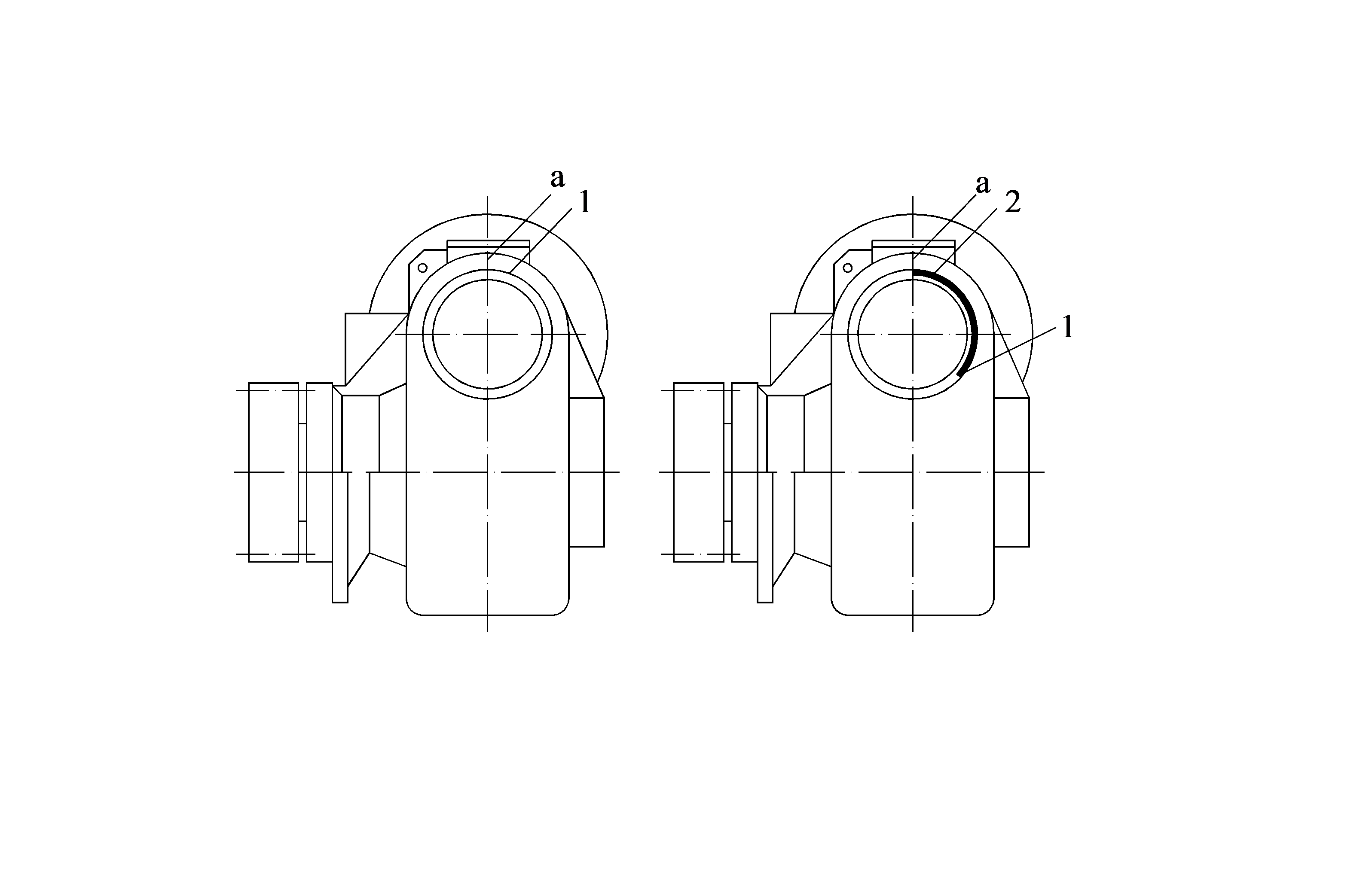
При осмотре червячного редуктора может быть также проверена (без разборки редуктора) суммарная изношенность зацепления передачи определением бокового зазора j в зацеплении, устанавливаемом по углу поворота (угловому люфту) тормозного шкива, находящегося на червячном валу. Подготовительные операции, производимые перед началом замеров, включают устранение осевого люфта вала червяка и фиксацию выходного вала редуктора (стопорение последующих передач деревянными клиньями). Боковой зазор червячной пары замеряется в следующем порядке (см. рисунок 4.3). Вал червяка поворачивается в одну сторону до выбора люфта. На тормозном шкиве против заранее намеченной точки корпуса (рисунок 4.3, точка а) делается метка (рисунок 4.3, точка 1), после чего вал поворачивается в другую сторону до выбора люфта, и на шкиве против той же точки корпуса делается вторая метка (рисунок 4.3, точка 2). Свободный ход червячного вала замеряется по дуге окружности тормозного шкива (дуга 1-2).
Боковой зазор в зацеплении определяется по формуле.
где l – замеренная длина дуги 1-2 (см. рисунок 4.3), мм; z – число заходов червяка; m – модуль зацепления, мм; D – диаметр тормозного шкива, мм. Популярное: |
Последнее изменение этой страницы: 2016-05-29; Просмотров: 2709; Нарушение авторского права страницы
 (см. прим.)
(см. прим.)
 до
до 

 до
до 




 до
до