|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СБОРКА ЭЛЕКТРОННЫХ БЛОКОВ НА ПЕЧАТНЫХ ПЛАТАХ.
Структура технологического процесса сборки.
Операции сборки и монтажа являются наиболее важными в технологическом процессе изготовления электронных блоков, поскольку они оказывают определяющее влияние на технические характеристики изделий и отличаются высокой трудоемкостью (до 50-60 % общей трудоемкости изготовления). При этом доля подготовки ИЭТ к монтажу составляет около 10 %, установки – более 20 %, пайки – 30 %. Автоматизация и механизация этих групп операций дает наибольший эффект в снижении трудоемкости изготовления изделий. Основными путями повышения эффективности являются: применение автоматизированного оборудования, групповая обработка ИЭТ, внедрение новой элементной базы, например поверхностно-монтируемых элементов. Технологический процесс автоматизированной сборки состоит из подачи компонентов и деталей к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, фиксации элементов на плате. В зависимости от характера производства сборка может выполняться: – вручную с индексацией и без индексации адреса; – механизированно на пантографе; – автоматизированно параллельно на автоукладчиках и последовательно на автоматах или автоматических линиях с управлением от ЭВМ. Подача элементов к месту установки при автоматизированной сборке происходит путем загрузки кассет с ИЭТ и платами в магазины и накопители автомата, захвата ИЭТ установочной головкой и позиционирования. Как правило, загрузка кассет осуществляется вручную, и только в ГАП эта операция выполняется с помощью автоматических транспортных средств. Остальные операции на сборочном автомате проводятся без участия оператора. Платы со смонтированными ИЭТ снимаются с автомата вручную или автоматически и направляются на полимеризацию клея. Далее плата поступает на светомонтажный или обычный сборочный стол, где устанавливаются ИЭТ малой применяемости. После пайки, отмывки остатков флюса и исправления дефектов собранная плата проходит визуальный и функциональный контроль. Заключительной операцией процесса сборки является нанесение влагозащитного покрытия.
Рис.5.1. Схема типового процесса сборки блоков на ПП.
Применение ручной сборки экономически выгодно при изготовлении изделий не более 15-20 тыс. шт. в год партиями по 100 шт. При этом на каждой плате может быть расположено не более 100 элементов, в том числе до 20 ИМС. Достоинствами ручной сборки являются: высокая гибкость при смене объектов производства, возможность постоянного визуального контроля, что позволяет своевременно обнаруживать дефекты плат или компонентов и устранять причины брака. Недостатки – невысокая производительность, значительная трудоемкость технологического процесса, использование высококвалифицированного рабочего персонала. При объемах выпуска изделий порядка 100-500 тыс. шт. в год с количеством расположенных на плате элементов до 500 экономически целесообразно использовать механизированную сборку с пантографом. При этом высокая гибкость сочетается с большей, чем при ручной сборке, производительностью. В условиях массового выпуска однотипных изделий бытовой ЭА (0, 5-5 млн. шт. в год) целесообразно использовать автоматизированное оборудование (автоматы) или автоматические линии с управлением от ЭВМ. Структура типового процесса сборки блоков электронной аппаратуры на печатных платах приведена на рис. 5.1. Подготовка ЭРЭ и ИМС к монтажу. Подготовка навесных элементов к монтажу включает следующие операции: распаковку элементов, входной контроль, контроль паяемости выводов, рихтовку, формовку, обрезку, лужение выводов, размещение элементов в технологической таре. Изготовитель ЭРЭ должен обеспечить сохранение паяемости в течение установленного срока. Однако на практике только в Японии с ее малыми расстояниями и высокой дисциплиной поставок монтажу «с колес» подлежит не более 70% ЭРЭ, в нашей стране сроки поставки и хранения могут перекрывать гарантийные. С завода-изготовителя ЭРЭ поступают в разнообразной таре. Большая часть ее рассчитана на загрузочные узлы сборочных автоматов, однако часть элементов, в том числе ИМС, поставляется в индивидуальной таре-спутнике, изготавливаемой из антистатического термостойкого материала. Для распаковки ИМС в корпусах типа 4 используются автоматы моделей 141-411 или АД-901 и АД-902, технические данные которых приведены в табл. 5.1. Распаковка тары заключается в снятии с корпуса тонкой пластмассовой крышки путем ее поперечного сжатия с помощью двух стержней, которые входят в контакт с краями крышки и, сближаясь друг с другом, изгибают ее и выводят из зацепления с корпусом. Освобожденная крышка уносится в сборную емкость струей сжатого воздуха, а ИМС по направляющей соскальзывает в приемную кассету. Автомат 141-411 загружает ИМС в этажерочные кассеты, а автоматы АД-901 и АД-902 – в прямоточные.
Таблица 5.1. Характеристика автоматов распаковки ИМС.
Этажерочные и прямоточные кассеты используют для внутризаводского транспортирования ИМС с планарными выводами. В первых ИМС лежат перпендикулярно к продольной оси кассеты, каждая в своем отсеке, удерживаясь выводами. Выдача ИМС осуществляется с помощью толкателя сборочного автомата. Во вторых ИМС лежат продольно оси, одна за другой. Кассеты устанавливаются на сборочный автомат вертикально, и выгрузка ИМС происходит под действием силы тяжести и электромагнитного отсекателя механизма поштучной выдачи. Резисторы и конденсаторы с осевыми выводами поставляют вклеенными в двухрядную липкую ленту на тканевой основе. Вклейку в ленту производят на специальных автоматах с соблюдением полярности элементов. Катушка диаметром 245-400 мм и шириной 70-90 мм содержит до 1-5 тыс. ЭРЭ. Во избежание сцепления соседних витков намотку ведут с межслойной прокладочной лентой из кабельной бумаги. С появлением «безвыводных» ИЭТ предложены ленточные носители с внутренними гнездами. Ширина носителя 8, 12 и 16 мм. Гнезда герметизируются полиэфирной пленкой предварительно нагретым инструментом. Варианты формовки выводов ЭРЭ и установки на платы должны соответствовать ОСТ 4010.030 – 81 (рис.5.2).
Рис 5.2. Варианты установки ИЭТ на платы
Вариант I применяется для установки элементов на односторонние платы при значительных механических нагрузках. При этом используется П-образная формовка выводов элементов. Вариант II применяют для ДПП и МПП. Ему соответствует «зиг»-формовка выводов. Для выводов диаметром до 0, 5 мм Rmin = 0, 5 мм, для выводов 0, 5–1, 1 мм Rmin = 1мм. Вариант III рекомендуется для плотной компоновки элементов на плате, IV – для межплатной конструкции блока, V – для транзисторов при значительных механических нагрузках и сохранении при демонтаже, VI – для ИМС с планарными выводами. Для фиксации ЭРЭ на плате применяют образование «зига» на одном из выводов ЭРЭ при вариантах установки III и IV. Установочный размер должен быть кратным шагу координатной сетки (2, 5 мм или 1, 25 мм) и обеспечиваться инструментом Предельные отклонения размеров инструмента, отверстий по H12, H13, валов по h12; радиусов гибки +0, 3 мм, остальные по IT 14/2. Усилие формовки-гибки планарных выводов рассчитывается по уравнению:
где k – коэффициент, определяющий состояние поверхностей пуансона и матрицы (1, 0 – 1, 2); b – ширина вывода, мм; δ – толщина вывода, мм; σ b – предел прочности вывода, МПа; Рпр – усилие прижима выводов, которое составляет (0, 25-0, 3) Р;
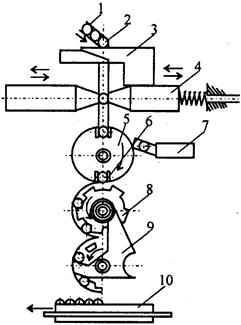
Для варианта установки IIа «зиг»-формовка выводов осуществляется по схеме, приведенной на рис. 5.3.
Рис. 5.3. Схема для «зиг»-формовки выводов радиоэлементов: а - гибка вывода б - образование «зига».
В подающих дисках 1 имеются канавки, в которые элементы подаются неподвижными формообразующими 2. Подающие диски получают непрерывное вращение. В диски встроены подпружиненные пуансоны 3, которые при набегании на рычаги приобретают поступательное движение и образуют «зиг» на выводах. Кулачок 4 выталкивает элемент 5 из пазов диска в тару. Размер «зига» С рассчитывается по формуле:
где d0, d – диаметры отверстия и вывода соответственно.
Механизация процесса подготовки выводов к монтажу осуществляется путем применения технологических приспособлений, полуавтоматов и автоматов, выбираемых в зависимости от конструкции ЭРЭ и типа производства. Полуавтомат (рис.5.4), предназначенный для подготовки выводов ЭРЭ с осевыми проволочными выводами и цилиндрической
Рис. 5.4.Полуавтомат для подготовки радиоэлементов к лужению выводов. формой корпуса, выполняет следующие операции: – рихтовку выводов, – контроль ЭРЭ по электрическим параметрам с разбраковкой «годен» – «не годен», – зачистку и подрезку выводов, – укладку ЭРЭ в технологические кассеты. Радиоэлементы 7 загружаются вручную в направляющие 2, по которым с помощью отсекателя 3 подаются в механизм рихтовки 4 по одной штуке, затем в зажимы 6 механизма контроля 5. Рихтовка выводов осуществляется с помощью подпружиненных пуансонов. Контроль и разбраковка по электрическим параметрам производится прибором, подключенным к зажимам 6. При наличии бракованного элемента прибор подает сигнал в механизм отсечки брака 7 и деталь сбрасывается с ротора. Качественные ЭРЭ поступают в механизм зачистки 8, где металлическими щетками удаляются различные загрязнения. Далее ЭРЭ подаются в механизм обрезки 9, после чего загружаются в технологическую кассету 10. Рихтовку выводов в мелкосерийном производстве осуществляют либо вручную с помощью пинцета и плоскогубцев, либо в приспособлении для рихтовки (одновременно 20 – 50 выводов ЭРЭ модели ГГ 1422-4101 с производительностью 500 шт/ч). Для подготовки ЭРЭ и ИМС к сборке используют различное оборудование (табл. 5.2).
Таблица 5.2. Оборудование для подготовки ЭРЭ и ИМС.
Лужение выводов может осуществляться как до, так и после формовки путем погружения в расплавленный припой. Для флюсового горячего лужения выводов ИМС (корпус 401.14-3) используют автомат модели ГГ-2630. Производительность автомата – 900 шт/ч, пределы регулирования температуры припоя 200-280 °С с точностью ±5 °С. Лужение выводов ЭРЭ групповым способом проводится на механизированной установке ГГМ2.339.002. Производительность ее – 400 кассет/ч, время выдержки кассет во флюсе и припое – 1, 5 -3 с. Напрессовка припоя – один из способов закрепления на выводах ИМС строго дозированного количества проволочного припоя путем его глубокой пластической деформации. Припой удерживается на выводах благодаря механическому заклиниванию выдавленных в пространство между соседними выводами выступов. Обычно для выводов сечением 0, 3× 0, 1 мм (корпус 401.14 и др.) используют проволоку припоя диаметром 0, 3-0, 4 мм либо трубчатый припой с флюсовой сердцевиной диаметром 0, 5 мм. Размещение дискретных ЭРЭ в технологической таре позволяет повысить производительность сборки и механизировать установку элементов на платы. В качестве тары используют также и липкую ленту, в которую вклеивают ЭРЭ преимущественно с осевыми выводами по программе. Вклейка осуществляется на установке ГГ-1740. В технологических кассетах ЭРЭ загружаются в накопители, откуда по программе подаются на транспортное устройство, двигаясь по которому, попадают в зону вклейки. Производительность автомата 2400 шт/ч, количество элементов в одной программе 2-12 шт., шаг вклейки S кратен 5 мм, ширина ленты 6 или 9 мм. Полярные ИЭТ вклеиваются в ленту в однозначно ориентированном положении (рис. 5.5, а).
Рис. 5.5.Упаковка ИЭТ в однорядную ленту (а) и в кассету (б)
Элементы с однонаправленными выводами вклеиваются в однорядную перфорированную ленту шириной 18 мм. Шаг вклейки 15 мм, расстояние между выводами 2, 5 или 5 мм. Транзисторы типа КГ и ИМС поставляются в специальных прямоточных одноручьевых технологических кассетах (рис.5.5, б). Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 2476; Нарушение авторского права страницы