
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Клеевое бесшвейное и швейно-клеевое скрепление блоков ⇐ ПредыдущаяСтр 10 из 10
Идея клеевого бесшвейного скрепления (КБС), соединения отдельных листов книжного блока только клеем, появилась давно (первый патент зарегистрирован в Австрии в 1811 г.), но реальная возможность получения прочной и долговечной склейки листов по торцам появилась лишь после получения поливинилацетата (1936 г., Германия), водная дисперсия которого (ПВАД) широко применяется в технологии КБС. В России и странах СНГ этот способ скрепления блоков стал применяться для скрепления изданий в обложке с 50-х гг., а для изданий в переплетной крышке - с 80-х гг. 20 в. По технологии подготовки тетрадей книжного блока к скреплению способы клеевого скрепления делятся на три группы: 1) с фрезерованием корешковых фальцев тетрадей; 2) с частичным разрушением фальцев; 3) без разрушения фальцев. В каждой группе различают по три варианта технологии КБС, но в данном учебном пособии дадим описание лишь тех вариантов, которые получили относительно широкое применение в полиграфии России и стран СНГ. Наиболее широкое применение во всем мире получил вариант КБС с фрезерованием корешковых фальцев без роспуска (сдвига «лесенкой») листов, в котором у скомплектованного блока сфрезеровываются корешковые фальцы на величину до 5 мм, после чего тщательно удаляется бумажная пыль, корешок блока заклеивается толстым (до 0, 8 мм) слоем клея, а блок кроется обложкой или окантовывается корешковым материалом. Для изготовления изданий в обложке по данной технологии фирма «Мюллер-Мартини» (Швейцария) выпускает более десяти моделей машин и агрегатов КЕС с максимальной технической скоростью от 25 («Беби-Пони») до 300 цикл/мин («Нормбиндер SFC»). Для оснащения малых полиграфических предприятий различные фирмы выпускают малогабаритные полуавтоматические машины КБС, выполняющие две-три основные операции: фрезерование и заклейку корешка, крытъе блока обложкой. Ведущие фирмы, производящие брошюровочно-переплетное оборудование, выпускают агрегаты и поточные линии КБС, рассчитанные и на изготовление изданий в переплетной крышке. Такие поточные линии (например, линия на основе агрегата «Систембиндер КМ» фирмы «Колбус», ФРГ) отличаются тем, что подборочный автомат дополняется секцией приклейки или присоединения форзацев к блоку, агрегат КБС работает на «холодном» клее, тлеет секцию окантовки корешка блока, высокочастотное сушильное устройство и дополняется протяженным транспортером для охлаждения и досушки окантованных блоков перед их трехсторонней обрезкой. Для КБС применяется неразбавленная высоковязкая ПБАД с содержанием сухого вещества около 50% или термоклей на основе сополимера винилацетата с этиленом. Термоклей перед работой разогревается и наносится на корешок блока в виде расплава с температурой от 140 до 180°С. Он не требует сушки, так как закрепляется при затвердевании за счет естественного охлаждения в течение нескольких десятков секунд. КБС предъявляет особые требования к бумаге блока: она не должна быть сильноклееной и жесткой, лучшие результаты по прочности и долговечности изданий обеспечивают пористые, слабоклееные, тонкие бумаги с долевым раскроем, - с машинным направлением вдоль корешка блока. Применение термоклея позволяет примерно в 1, 5 раза повысить скорость работы оборудования и полностью автоматизировать производство на операциях от комплектовки блока до упаковки готовой продукции. К недостаткам этого варианта технологии КБС следует отнести то, что термоклей значительно дороже ПВАД, дает жесткую и относительно недолговечную пленку, что ухудшает раскрываемость изданий и ограничивает область его применения производством изданий в обложке с малым сроком службы, На Украине в 1960-х гг. был разработан и получил применение вариант КБС с фрезерованием корешковых фальцев и армированием корешка полиграфической марлей, заправляемой в узкие поперечные пропилы (прорези), что значительно повышает прочность и долговечность клеевого скрепления листов блока. Этот вариант КБС осуществляется на полуавтоматах бесшвейного скрепления (ПБС «Спутник»), в которых выполняется контейнерная (сразу по нескольку экземпляров) обработка блоков для изданий в переплетной крышке. В последнее десятилетие получил промышленное применение вариант КБС без срезки корешковых фальцев и склейкой мест корешковых сгибов в процессе фальцовки запечатанной бумажной ленты в фальцаппаратах рулонных книжно-журнальных печатных машин. Проклейка мест корешковых сгибов может выполняться системой струйных аппаратов типа «Оптиматик-6000» (фирма «Планатольверке В. Хессельман, ФРГ). Изготовление и обработка книжных блоков, состоящих из таких тетрадей, может выполняться на любых машинах и поточных линиях клеевого бесшвейного скрепления при отключении секции фрезерования корешка, что позволяет считать этот вариант КБС весьма перспективным в крупносерийном производстве книжных изданий. Другие варианты КБС в данной дисциплине не рассматриваются. Способ швейно-клеевого скрепления книжных блоков был разработан в ГДР и получил промышленное применение в 60-х гг. 20 в. По этому способу скрепление книжного блока происходит в два этапа: каждая тетрадь блока в процессе ее фальцовки прошивается специальными нитками по месту корешкового сгиба, а скрепление скомплектованного блока, состоящего из прошитых тетрадей, производится клеем и окантовочным материалом. Шитье тетрадей производится в фальцевальных машинах, снабженных специальными швейными аппаратами модели 311, установленными над транспортным столом последней фалъцсекции. Швейный аппарат формирует две нитяные скобы (рис. 5.6 ), ножки которых в момент кратковременной остановки тетради на транспортном столе фальцмашины выводятся через отверстия, образованные тонкими иглами, на наружную сторону тетради, отгибаются в сторону, прижимаются и привариваются к тетради по линии последующего корешкового сгиба нагретыми примерно до 250° С колодками. В фальцмашине, в зависимости от высоты корешка сшиваемой тетради, могут быть задействованы от одного до четырех швейных аппаратов, что позволяет скреплять тетради двумя-восемью скобами, которые распределяют попарно и равномерно по высоте корешка.
Шитье термонитями может осуществляться также на полуавтоматических машинах модели 301 и на швейно-фальцевалъных автоматах 341 (фирма «Бремер-Шталь», ФРГ). На полуавтоматах 301 раскрытая тетрадь укладывается вручную на рабочем столе и прошивается при нажатии на педаль. Швейно-фальцевальные автоматы 341 могут подключаться к любой фальцевальной машине для шитья частично сфальцованной тетради и получения последнего (третьего или четвертого) сгиба. На автомате 341 установлен один швейный аппарат ротационного принципа действия (рис. 5.7 ), который скрепляет тетради в процессе их движения, поэтому нитяные скобы распределяются равномерно по всей длине фальца, получаемого в секции корешкового сгиба, а их число определяется высотой корешка
Швейные полуавтоматы 301 рассчитаны на применение в малых полиграфических предприятиях, где их используют в производстве малообъемных издании в обложке, рекламных изданий книжного типа. Фалъцевально-швейные машины с аппаратами 311 и швейно-фальцевальные автоматы предназначены для средних и крупных предприятий, выпускающих книжную продукцию в переплетных крышках. Для шитья термонитями используются специальные двухкомпонентные вискозно-полипропиленовые нити, полипропиленовая составляющая которых при шитье играет роль термоклея, переходящего в жидкотекучее состояние в интервале температур 220-270°С. Швейно-клеевое скрепление предусматривает еще две операции, которые выполняются после комплектовки блока: заклейку корешка и его окантовку, что позволяет получить прочное клеевое скрепление сшитых тетрадей друг с другом и повышает надежность скрепления ножек нитяных скоб (рис. 5.8 ). Эти и последующие, операции выполняются на заклеечно-окантовочном агрегате 670 (фирма «Бремер-Шталь», ФРГ), который используется как пооперационное оборудование или работает в поточной линии, состоящей из подборочной машины 891, агрегата 670, сушильного устройства Т2, ТЗ или Т4 (различной мощности - в зависимости от толщины книжных блоков) и трехножевого резального автомата SDY-EZ.
Скрепление термонитями получило широкое применение в Германии (в конце 80-х гг. 20 в. в ГДР этим способом скреплялось около 50% книжных изданий). В России и странах СНГ оно находит ограниченное применение, так как предполагает использование листовой печати и получение тетрадей на фальцевальных машинах. Из-за неоспоримого достоинства этого способа скрепления - получения малых отверстий от проколов тонкими иглами в корешке тетрадей, через которые не проникает клей, наносимый на корешок в процессе обработки блока и портящий внутренние развороты книги, - этот способ применяют в производстве иллюстрированных книжных изданий, отпечатанных на мелованных и высококаландрированных бумагах.
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1502; Нарушение авторского права страницы
 Рис. 5.6. Схема скрепления тетради термонитями: 1 - тетрадь; 2 - нитяная скоба; 3 - место приварки ножек скобы
Рис. 5.6. Схема скрепления тетради термонитями: 1 - тетрадь; 2 - нитяная скоба; 3 - место приварки ножек скобы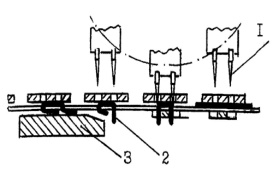 Рис. 5.7. Схема шитья тетрадей термонитями в фальцевально-швейном автомате 341: 1 - игла; 2 - нитяная скоба; 3 - нагретая колодка
Рис. 5.7. Схема шитья тетрадей термонитями в фальцевально-швейном автомате 341: 1 - игла; 2 - нитяная скоба; 3 - нагретая колодка Рис. 5.8. Конструкция корешка блока, скрепленного швейно-клеевым способом: 1 - окантовочный материал; 2 - клеевой слой; 3 - нитяная скоба; 4 – тетрадь
Рис. 5.8. Конструкция корешка блока, скрепленного швейно-клеевым способом: 1 - окантовочный материал; 2 - клеевой слой; 3 - нитяная скоба; 4 – тетрадь