
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Керамические материалы. Способы производства. Особенности применения.
Керамическими называют изделия и материалы, получаемых из глиняных масс или из их смесей с минеральными добавками путем формования и обжига. В современном строительстве керамические материалы и изделия используют для возведения стен и покрытий зданий, облицовки полов, стен, фасадов, кладки печей и дымовых труб, устройства канализации и дренажа и для других целей. Материал (тело), из которого состоят керамические изделия, в технологии керамики называют керамическим черепком. Строительные керамические изделия классифицируют по структуре керамического черепка, по их конструктивному назначению, состоянию поверхности и т. д. По конструктивному назначению керамические материалы и изделия разделяют на следующие группы: стеновые (кирпич, камни керамические, стеновые блоки и панели из кирпича); для перекрытий (пустотелые камни, балки, панели перекрытия и покрытия из керамических камней); для облицовки фасадов зданий (кирпич и камни керамические лицевые, фасадные плитки, ковровая керамика и др.); для внутренней облицовки (глазурованные плитки и фасонные детали к ним, плитки для полов); По структуре черепка различают пористые и плотные керамические материалы. У пористых материалов черепок в изломе тусклого землистого вида, легко впитывает воду, пористость его более 5%. К пористым керамическим изделиям относят кирпич, пустотелые камни, черепицу и др. Плотные материалы белые или равномерно окрашенные имеют спекшийся в изломе блестящий раковистый черепок, пористость которого не превышает 5 %, не пропускают жидкости и газы. Среди плотных керамических изделий следует назвать плитки для полов, кислотостойкий кирпич и др. Керамические изделия могут быть также глазурованными и неглазурованными. Глазурь - стекловидное покрытие, закрепленное обжигом, придает изделиям стойкость к внешним воздействиям, водонепроницаемость и высокие декоративные качества. Основным сырьем для производства керамических материалов и изделий являются глины. Сырьевую смесь готовят полусухим, пластическим или мокрым (шликерным) способами. Выбор того или иного способа зависит от свойств сырьевых материалов, состава керамических масс и способа формования изделии, а также от их размеров и назначения. При полусухом способе сырьевые материалы высушивают, дробят, размалывают и тщательно перемешивают. Полусухой способ подготовки сырьевой смеси применяют в производстве строительного кирпича полусухого прессования, плиток для полов, облицовочных плиток и др. При пластическом способе сырьевые материалы смешивают при естественной влажности или с добавлением воды до получения глиняного теста влажностью 18-23%. Пластическим способом готовят сырьевую смесь для производства керамического кирпича пластического формования, керамических камней, черепицы, труб и др. При шликерном способе сырьевые материалы предварительно измельчают и порошок а затем тщательно смешивают в присутствии большого количества воды, получая однородную суспензию (шликер). Этот способ применяют при производстве фарфоровых и фаянсовых изделий, облицовочных плиток и др. Формование изделий. Формуют керамические изделия различными способами: пластическим, полусухим. Выбор способа формования зависит от вида изделий, а также от состава и физико-механических свойств сырья. Пластический способ формования - изготовление изделии из пластических глиняных масс на прессах – наиболее распространен в производстве строительных керамических изделий. Подготовленную глиняную массу влажностью 18-23% направляют в приемный бункер ленточного пресса. При помощи шнека масса дополнительно перемешивается, уплотняется и выдавливается в виде бруса через выходное отверстие пресса, снабженного сменным мундштуком. Меняя мундштук, можно получать брус различных формы и размеров. Непрерывно выходящий из пресса брус разрезает на отдельные части в соответствии с размерами изготовляемых изделий автоматическое резательное устройство. Полусухим способом формуют облицовочные плитки, плитки для полов к другие тонкостенные керамические изделия. Этим способом можно изготавлять кирпич и другие изделия из малопластичных, тощих глин, что расширяет сырьевую базу производства изделий строительной керамики. Существенное преимущество полусухого способа формования по сравнению с пластическим - применение глиняной массы с меньшей влажностью (8-12 %), что значительно сокращает или даже исключает сушку сырца. Сушка изделий. Сформованные изделия (сырец) необходимо сушить, чтобы снизить их влажность, например кирпич-сырец сушат до влажности 8-10%. За счет сушки повышается прочность сырца, предотвращаются растрескивание и деформация его в процессе обжига. Сушка может быть естественной и искусственной. Естественная сушка в сушильных сараях не требует затрат топлива, но продолжается очень долго (10- 15 сут) и зависит от температуры и влажности окружающей среды (воздуха). Кроме того, для естественной сушки требуются помещение большой площадью. В настоящее время на крупных заводах, как правило, производят искусственную сушку сырца в камерных сушилках периодического действия и туннельных непрерывною действия. Обжиг изделий - завершающий этап технологического процесса производства керамических изделий. Процесс обжига можно условно разделить на три периода: прогрев сырца, собственно обжиг и охлаждение. В результате обжига керамическое изделие приобретает камневидное состояние, высокие прочность, водостойкость, морозостойкость и другие строительные свойства. Обжигают керамические изделия в кольцевых, туннельных, щелевых, роликовых и других печах. Кирпич керамический полнотелый имеет форму прямоугольного параллелепипеда размером 250х120х65 мм или 250х120х88 мм. Для модульного кирпича толщиной 88 мм обязательное наличие технологических пустот. Кирпич должен быть нормально обожжен. Кирпич-недожог алого цвета, пониженной плотности и морозостойкости, кирпич-пережог отличается большой плотностью, прочностью и сравнительно высокой теплопроводностью. Плотность кирпича в сухом состоянии колеблется в пределах 1600-1900 кг/м3, а теплопроводность – 0, 71-0, 82 ВТ/(моС). Эти свойства кирпича зависят от способа его изготовления. Большую плотность, а следовательно, и большую теплопроводность имеет кирпич полусухого прессования. Водопоглощение кирпича, высушенного до постоянной массы, должно быть не менее 8 %. Меньшая величина водопоглощения свидетельствует о повышенной теплопроводности кирпича, что нежелательно. По морозостойкости насыщенный водой кирпич должен выдерживать без каких-либо признаков видимых повреждении (расслоения, выкрашивания и т.д.) не менее 15 циклов попеременного замораживания. Керамический кирпич применяют для кладки внутренних и наружных стен, столбов, сводов и других частей зданий. Кроме того, из пего изготовляют кирпичные панели. Для уменьшения массы и толщины наружных стен взамен обычного кирпича широко применяют эффективные керамические материалы, которые характеризуются меньшей плотностью, более низкой теплопроводностью, чем обычный кирпич, но обладают достаточной прочностью. Пустотелый кирпич применяют для кладки наружных и внутренних стен зданий и для заполнения стен каркасных зданий. Не разрешается использовать этот кирпич для кладки стен зданий бань, прачечных и т.п. Из пустотелых камней возводят несущие стены и перегородки, стены каркасных зданий, изготовляют кирпичные панели. Применяя пустотелые керамические камни, удается снизить, толщину и массу стен, снизить трудоемкость кладки и ее стоимость. К эффективным керамическим материалам относят также сплошные и пустотелые кирпичи и камни, которые изготовляют из смеси глины и диатомитов или трепелов путем пластического или полусухого формования и последующего обжига. Плотность их от 700 до 1500 кг/м3. Кирпич и камни выпускают пяти марок: 200, 150, 125, 100. Применяют их для кладки наружных и внутренних стен зданий и сооружений. Стеновые кирпичные панели представляют собой индустриальные изделия заданных размеров, в которых отдельные кирпичи или керамические камни сцементированы в монолит цементно-песчаным раствором. По назначению различают панели для наружных и внутренних стен, а также специальные панели (цокольные, вентиляционные и др.). 20. Производство бетонов. Состав бетонной смеси. Основные требования к качеству. В производстве бетонных и ж/б работ основными технологическими процессами являются приготовление, транспортирование, укладка и уплотнение бетонной смеси с последующим уходом за бетоном и контролем его прочности. Приготовление бетонной смеси состоит из дозирования всех компонентов (вода, вяжущее вещество цемент, мелкий заполнитель песок, крупный заполнитель щебень) бетонной смеси и перемешивания их до получения однородной массы. Точность дозирования по массе не должна превышать для цемента и воды ± 1% (по массе) и для заполнителей ± 2 %. Количество материалов, подлежащих дозированию на один замес бетоносмесителя, определяют исходя из расхода материалов на 1 м3 бетонной смеси. Бетонные смеси бывают подвижные и жесткие. Бетон на неорганических вяжущих веществах представляет собой композиционный материал, получаемый в результате формования и твердения рационально подобранной бетонной смеси, состоящей из вяжущего вещества, воды, заполнителей и специальных добавок. Состав бетонной смеси должен обеспечить бетону к определенному сроку заданные свойства (прочность, морозостойкость, водонепроницаемость и др.). Достоинства бетон долговечен и огнестоек, его плотность, прочность и другие характеристики можно изменять в широких пределах и получать материал с заданными свойствами. Недостатком бетона, как любого каменного матери является низкая прочность на растяжение, которая в 10-15 ниже прочности на сжатие. Этот недостаток устраняется в железобетоне, когда растягивающие напряжения воспринимает арматура. Близость коэффициентов температурного расширения и прочное сцепление обеспечивают совместную работу бетона и стальной арматуры в железобетоне, как единого целого. В силу этих преимуществ бетоны различных видов и железобетонные конструкции из них являются основой современного строительства. Бетонной смесью называют рационально составленную и тщательно перемешанную смесь компонентов бетона до начала процессов схватывания и твердения. Состав бетонной смеси определяют, исходя из требований к самой смеси и к бетону. Независимо от вида бетона бетонная смесь должна удовлетворять двум главным требованиям: обладать хорошей удобоукладываемостью, соответствующей применяемому способу уплотнения и сохранять при транспортировании и укладке однородность, достигнутую при приготовлении. Свойство бетонной смеси разжижаться при механических воздействиях и вновь загустевать в спокойном состоянии называется тиксотропией. Технические свойства бетонной смеси. При изготовлении железобетонных изделий и бетонировании монолитных конструкций самым важным свойством бетонной меси является удобоукладываемость (или удобоформуемость), т.е. способность заполнять форму при данном способе уплотнения, сохраняя свою однородность. Для оценки удобоукладываемости спользуют три показателя: подвижность бетонной смеси, являющуюся характеристикой структурной прочности смеси; жесткость, являющуюся показателем динамической вязкости бетонной неси; связность, характеризуемую водоотделением бетонной смеси после ее отстаивания. Подвижность бетонной смеси характеризуется измеряемой осадкой (см) конуса (ОК), отформованного из бетонной смеси, подлежащей испытанию. Подвижность бетонной смеси вычисляют как среднее двух определений, выполненных из той пробы смеси. Если осадка конуса равна нулю, то удобоуклаваемость бетонной смеси характеризуется жесткостью. Связность бетонной смеси обуславливает однородность строения и свойств бетона. Очень важно сохранить однородность бетонной смеси при перевозке, укладке в форму и уплотнении. При уплотнении подвижных бетонных смесей происходит сближение составляющих ее зерен, при этом часть воды отжимается вверх. Уменьшение количества воды затворения при применении пластифицирующих добавок и повышение водоудерживающей способности бетонной смеси путем правильного подбора зернового состава заполнителей являются главными мерами борьбы с расслоением подвижных бетонных смесей. Для обеспечения требуемой прочности бетона величина водоцементного отношения должна сохраняться постоянной, поэтому возрастание водопотребности вызывает перерасход цемента. При мелких песках он достигает 15-25%, поэтому мелкие пески следует применять после обогащения крупным природным или дробленым песком и с пластифицирующими добавками, снижающими водопотребность. Закон прочности бетона устанавливает зависимость прочности от качества применяемых материалов и пористости бетона. Прочность вяжущего характеризуется его маркой (Rц), качество заполнителя коэффициентом А, а пористость косвенно определяется величиной водоцементного отношения В/Ц. Зависимость прочности от В/Ц является в сущности зависимостью прочности от объема пор, образованных водой, не вступающей в химическом взаимодействие с цементом. За проектную марку бетона по прочности на сжатие принимают сопротивление осевому сжатию (кгс/см2) эталонны образцов-кубов. За проектную марку бетона по прочности на осевое растяжение принимают сопротивление осевому растяжению (кгс/см2) контрольных образцов. Проектная марка бетона по морозостойкости характеризуется числом циклов попеременного замораживания и оттаивания, которое выдерживают образцы в условиях стандартного испытания. Назначается для бетона, подвергающегося многократном воздействию отрицательных температур. Проектная марка бетона по водонепроницаемости характеризуется односторонним гидростатическим давлением (кгс/см2), при котором образцы бетона не пропускают воду в условиях стандартного испытания. Назначается для бетона, к которому предъявляются требования по плотности и водонепроницаемости. Проектную марку бетона по прочности на сжатие контролируют путем испытания стандартных бетонных образцов монолитных конструкций - в возрасте 28 сут, для сборных конструкций - в сроки, установленные для данного вида изделия стандартом или техническими условиями. Проектную марку бетона монолитных конструкций разрешается устанавливать при специальном обосновании в возрасте 90 и 180 сут в зависимости от сроков загружения, что позволяет экономить цемент. Прочность бетона определяют путем испытания образцов, которые изготовляют сериями; серия, как правило, состоит из трех образцов. Поскольку образцы могут быть разной формы и размера, показатели прочности приводят к кубиковой прочности базового образца размером 15х15х15 см умножением на масштабный коэффициент. Для кубов с длиной ребра 10 см коэффициент равен 0, 95 для 20 см - 1, 05. Размер ребра куба, должен быть примерно в три раза больше наибольшей крупности зерен заполнителя. Предел прочности при растяжении возрастает при повышении марки бетона по прочности при сжатии, однако увеличение сопротивления растяжению замедляется в области высокопрочных бетонов. Поэтому прочность бетона при растяжении составляет 1/10-1/17 предела прочности при сжатии, а предел прочности при изгибе - 1/6-1/10. Однородность прочности и класс бетона. Бетон должен бык однородным - это важнейшее техническое и экономическое требование. Для оценки однородности бетона данной марки использую результаты контрольных испытаний бетонных образцов за определенный период времени, имеется в виду, что стандартные образцы твердели в одинаковых условиях одно и то же время. Прочности бетонных образцов будет колебаться, отклоняясь от среднего значения в большую и меньшую стороны. На прочности сказываются колебания в качестве цемента и заполнителей, точность дозирования составляющих, тщательность приготовления бетонной смеси и другие факторы. Чем ближе частные результаты испытания образцов к среднему значению, тем выше однородность бетона. Класс бетона - это числовая характеристика какого-либо его свойства, принимаемая с гарантированной обеспеченностью 0, 95. то значит, что установленное классом свойство обеспечивается не менее чем в 95 случаях из 100 и лишь в 5-ти случаях можно ожидать его не выполненным. Бетоны подразделяются на классы: В1; В1, 5; В2; В2, 5; ВЗ. 7, 5; В10; В12, 5; В15; В20; В25; В30; В40; В45; В50; В55; В60.
21. Основные марки строительных сталей (малоуглеродистых и низколегированных). Основные физико-механические характеристики сталей. В строительных сталях углерода содержится от 0, 1 до 0, 22% по массе. Кроме того, сталь может содержать ряд элементов, которые являются основными нелегирующими добавками или вредными примесями. Строительные стали делят на стали обычной прочности (малоуглеродистые), имеющие предел текучести (браковочный) sт=23 кгс/мм2 (~2, 3× 108 Н/м2) и временное сопротивление sв=38 кгс/мм2, повышенной прочности (низколегированные) с sт=29-40 кгс/мм2 и sв=44-52 кгс/мм2, высокой прочности (низколегированные и термически упрочненные) с sт =45-75 кгс/мм2 и более и sв=60-85 кгс/мм2 и более. В СНиП II-В.3-72 стали разделены на семь классов (см. табл. 11.1) в соответствии с показателями временного сопротивления (в числителе) и предела текучести (в знаменателе) в кгс/мм2 (например, С44/29). В зависимости от технологии изготовления стали могут быть кипящими (обозначение кп), полуспокойнъгми (пс), спокойными (сп). Кипящая сталь по сравнению со спокойной хуже сваривается, хладноломка, склонна к старению, т.е. увеличению хрупкости и некоторому повышению прочности с течением времени. Спокойные стали дороже кипящих примерно на 12%. Полуспокойные стали по стоимости и свойствам занимают промежуточное положение между кипящими и спокойными. Низколегированиую сталь выплавляют только спокойную. Малоуглеродистые стали поставляют по трем группам: А-по механическим свойствам; Б-по химическому составу; В-по механическим свойствам и химическому составу. Для несущих конструкций сталь заказывают по группе В. Все низколегированные стали поставляют по механическим свойствам и химическому составу. В ГОСТ 380-71 нормированы требования, предъявляемые к сталям в зависимости от вида конструкций и условий их эксплуатации, в связи с чем стали подразделены на 6 категорий. Наибольшее применение для строительных целей находят стали марок СтЗ и СтЗГ (с содержанием марганца от 0, 8 до 1, 1%). Согласно ГОСТ 380-71 полная марка стали содержит: группу поставки-Б или В (группа А не указывается), условный номер марки - СтЗ, СтЗГ, буквы, отвечающие способу раскисления, — кп,, пс, сп и категорию. Например, марка ВСтЗпс5 означает сталь, поставляемую по механическим свойствам и химическому составу, марки СтЗ, полуспокойную, 5-й категории. Для маркировки низколегированных сталей применяют буквенно-цифровую систему. Содержание углерода в сотых долях процента дают в первых двух цифрах обозначения марки стали. Легирующие добавки обозначают буквами, содержание легирующих элементов, превышающее 1%, ставят после соответствующей буквы в целых единицах (процентах). Содержание элемента менее 0, 3% в маркировке стали не обозначают. Легирующими добавками являются марганец (обозначение Г), кремний (С), медь (Д), никель (Н), хром (X) и др. Например, марка 10ХСНД. Означает низколегированную сталь с содержанием углерода 0, 1%, с добавками хрома, кремния, никеля и меди в количестве от 0, 3 до 1%; 14Г2-сталь низколегированная, с содержанием углерода 0, 14%, с добавкой марганца от 1 до 2% (содержание других легирующих добавок до 0, 3%). Вредные примеси - сера, фосфор, азот и кислород. Сера делает сталь красноломкой, т. е. хрупкой при температуре 800-1000°С, что затрудняет изготовление прокатных профилей и увеличивает склонность металла к образованию трещин при сварке. Фосфор делает сталь крупнозернистой и хрупкой при пониженных температурах (хладноломкой). Содержание серы в мартеновских сталях не должно превышать 0, 055%, а фосфора-0, 045%. Весьма перспективны термически упрочненные стали (малоуглеродистые и низколегированные). Для определения механических свойств стали производят испытание образцов стандартных размеров. Основные показатели получают при испытании на растяжение. По остаточному удлинению e=0, 2% устанавливают условный предел текучести стали s0, 2. Для сталей, содержащих 0, 1-0, 3% углерода (в частности, СтЗ), на диаграмме s-e появляется площадка текучести; отвечающее ей напряжение sт - предел текучести - практически равно значению s0, 2. При дальнейшем возрастании напряжений наступает стадия самоупрочнения стали, на которой фиксируется временное сопротивление sв, отвечающее предельной нагрузке, после чего на образце начинает образовываться шейка, приводящаяего к разрыву. Важной характеристикой свойств стали является относительное удлинение При работе стали на динамические ударные нагрузки возможно хрупкое разрушение. Испытание стандартных образцов с округленной выточкой на маятниковом копре характеризует ударную вязкость стали. При этом испытании определяют величину работы, необходимой для разрушения образца, отнесенной к площади поперечного сечения образца (кгс× м/см2). С понижением температуры ударная вязкость уменьшается. Испытания могут производиться при температуре t=20°С, а также при отрицательных температурах от -20° С до -40° С: при специальных требованиях - при более низких температурах (например, t=-70°С).
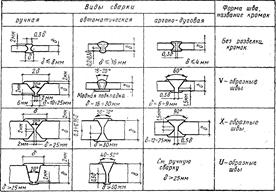
22. Сварные соединения металлоконструкций. Виды сварки, сварных швов и соединений. Расчет стыковых и угловых швов. В настоящее время сварка является основным видом соединения стальных конструкций. Сварные конструкции по сравнению с клепаными имеют ряд преимуществ: меньший вес, более простые конструктивные формы, отсутствие ослаблении в стыках (коэффициент использования заклепочных стыков меньше единицы - 0, 8-0, 9 вследствие наличия отверстий), возможность достижения полной герметичности стыковых соединений, значительная экономия металла, достигающая в решетчатых конструкциях 10-15%, а в конструкциях со сплошной стенкой - 25-30%; меньшая трудоемкость. Из всего многообразия способов сварки наибольшее применение в строительстве нашли ручная электродуговая, автоматическая и полуавтоматическая электродуговая под флюсом, электрошлаковая, а также газоэлектрическая. Ручная электродуговая сварка характерна тем, что обеспечение стабильного режима сварки (постоянства дуги) и перемещение электрода производятся сварщиком, а поэтому качество сварного шва зависит в основном от его искусства. Для того чтобы в процессе сварки в расплавленный металл не попали кислород и азот воздуха, приводящие к увеличению хрупкости соединения, при ручной сварке применяют электроды, имеющие специальные покрытия (обмазки). Электродуговую сварку можно производить как постоянным, так и переменным током при напряжениях для ручной сварки 15-60 в и силе тока 200-500 а. Чем глубже провар, тем выше качество шва. Нормальная глубина провара составляет 1, 5—2 мм. Автоматическая электросварка под флюсом отличается от ручной тем, что перемещение электрода производится не рукой сварщика, а специальным механизмом - автоматической головкой; защита шва осуществляется слоем сыпучего материала определенного состава (флюса), который насыпается автоматически перед электродом. Электрод (проволока без обмазки), непрерывно разматываясь с бухты, подается автоматической головкой. Дуга замыкается под слоем флюса; постоянство ее поддерживается автоматически. В процессе сварки флюс расплавляется и надежно защищает наплавленный металл. Вследствие повышенной силы тока (800—3000 А), применяемого при автоматической сварке, а также хорошей защиты наплавленного металла шлаковой коркой сварные швы получаются однородными, плотными, с глубоким проваром и высокими механическими свойствами. Повышенная сила тока позволяет производить сварку с большой скоростью (40—50 м/ч за один проход), что в 5—10 раз быстрей, чем при ручной сварке. За счет стабильности режима горения дуги при автоматической сварке получается экономия электродной проволоки и электроэнергии на 40—50%. Полуавтоматическую электросварку под флюсом, качества которой аналогичны качеству автоматической, применяют для наложения швов в местах, неудобных для использования сварочного автомата. Принципиальное отличие этого вида сварки от автоматической состоит в том, что тонкую электродную проволоку подают к месту сварки механизированным способом по гибкому шлангу, а перемещение электрода по шву производят вручную. Полуавтоматическую сварку рационально применять для коротких, но достаточно ответственных швов. Электрошлаковую сварку применяют для стыкования вертикальных листов больших толщин (до 20—30 мм). Этот вид сварки основан на расплавлении электродов во флюсе вследствие высокой температуры, возбуждаемой током большой силы. Для производства сварки в зазор стыка, закрытый с двух сторон ползунками, засыпают флюс и вставляют некоторое количество электродов, обеспечивающее необходимый объем наплавленного металла для заполнения зазора стыка. Газоэлектрическая сварка может быть применена для элементов из малоуглеродистых сталей и алюминиевых сплавов. При сварке стальных конструкций в качестве защитной среды используют углекислый газ, подводимый к специальной горелке, который обтекает плавящийся проволочный электрод. Благодаря высокой температуре газа, нагретого дугой, металл остывает медленно и шов получается плотным, с большой глубиной провара свариваемых деталей. Типы сварных соединении. В сварных конструкциях применяют следующие основные виды соединений: встык, внахлестку, в том числе с накладками, втавр и угловые. При этом различают стыковые и угловые (валиковые) швы. Форма стыковых швов и разделка кромок зависят от вида сварки и толщины стыкуемых элементов. Их принимают по указаниям.
Швы встык могут работать на растяжение, сжатие или срез в зависимости от их расположения по отношению к действующему усилию. При определении напряжений в шве, сваренном встык, за рабочую толщину его следует принимать наименьшую из толщин двух свариваемых элементов без учета наплавов. При расчете же потребного количества наплавляемого металла и электродов площадь и объем металла швов определяют по их очертанию, принимаемому условно по окружности или по параболе с некоторым отклонением от действительной формы шва. Соединения встык могут осуществляться швами, направленными не перпендикулярно к усилию, а под некоторым углом. Сварные соединения, работающие одновременно на нормальные силы и срез, в том числе косые швы центрально нагруженных элементов, проверяют на нормальные и срезывающие силы отдельно. Швы встык, работающие на изгиб, рассчитывают по формулам, установленным для сечения без стыка. Косые швы встык под углом 45° не рассчитывают, за исключением швов, выполненных электродами с тонкими обмазками, в элементах, работающих со знакопеременными усилиями под регулярной подвижной нагрузкой.
Соединения внахлестку валиковыми швами характеризуются значительной концентрацией напряжений в месте передачи сосредоточенного в шве усилия, однако их широко применяют в строительных конструкциях (резервуарах, газгольдерах и др.), благодаря тому, что они не требуют специальной обработки кромок элементов, подлежащих сварке, и не требуют большой точности при изготовлении. Элементы, соединяемые внахлестку, можно сваривать фланговыми швами, у которых направление усилия совпадает с направлением шва, и лобовыми швами, у которых направление усилий перпендикулярно направлению шва. Угловые валиковые швы, как и стыковые швы, могут работать на растяжение, сжатие и срез в зависимости от их расположения по отношению к действующему усилию. С целью уменьшения неравномерности распределения напряжений накладки делают ромбовидной формы со скосами. Нормальную толщину флангового и лобового швов принимают, как правило, равной наименьшей из толщин соединяемых элементов. Если длина фланговых швов недостаточна или в соединении требуются широкие накладки, то применяют прорезные соединения. Соединения, в которых имеется несколько видов сварных швов — фланговых, лобовых, стыковых, называют комбинированными. Из всех видов сварных соединений предпочтение отдают соединениям встык - они более конструктивны и при хорошем исполнении надежны в работе. Расчет сварных соединений. Основной предпосылкой для расчета стыковых и угловых (фланговых и лобовых) швов является предположение о равномерности распределения напряжений по длине шва. В зависимости от вида соединения расчетную толщину шва d принимают:
Таким образом, расчетное сечение стыкового шва, расположенного перпендикулярно действующей силе (растягивающей или сжимающей), Fш=lшb где lш - расчетная длина шва, равная его полной длине b за вычетом 10 мм (непровар в начале и пережог в конце шва). Условие прочности стыковых швов считают выполненным, если напряжения в шве не превышают соответствующих расчетных сопротивлений сварных швов встык, т.е. при растяжении sp=N/Fш= N/(dlш)£ Rсвр; при сжатии sс=N/Fш= N/(dlш)£ Rсвс, где Rсвр Rсвс - соответственно расчетные сопротивления сварного шва встык растяжению и сжатию; N - расчетная продольная сила. Если на стыковой шов действует изгибающий момент, то наибольшее напряжение в нем определяют по известной формуле сопротивления материалов s=М/Wш, где Wш=dl2ш/6 -момент сопротивления сечения сварного шва прямоугольного сечения шириной d и высотой lш. Условие прочности соединения 6M/(dl2ш) £ Rсвр. Угловые (фланговые и лобовые) швы при действии осевых сил рассчитывают, исходя из принятого допущения о равномерности распределения напряжений по длине швов. Таким образом, суммарная площадь среза Fш=hшbSlш где hш - толщина углового шва (катет треугольника); bSlш -сумма расчетных длин угловых швов. Условие прочности угловых швов tш=N/Fш=N/(hшbSlш)£ Rсву где Rсву- расчетное сопротивление углового шва. Если на соединение с угловым швом действует изгибающий момент), то условие прочности s=М/Wш£ Rсву, где М - расчетный изгибающий момент, действующий в соединении; Wш= hшbl2ш/6 - момент сопротивления прямоугольного сечения условной расчетной плоскости среза углового шва.
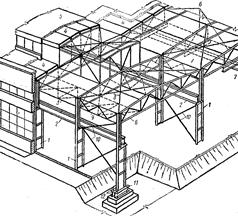
23.Металлический каркас одноэтажного промышленного здания. Конструктивные особенности и действующие нагрузки. При проектировании производственного здания необходимо иметь ряд сведений технологического, общестроительного и эксплуатационного характера. К сведениям технологического характера относятся данные о расположении и габаритах аппаратуры и рабочих агрегатов, подъемно-транспортного оборудования и его грузоподъемности; подземных каналов и трубопроводов различного назначения, а также о бытовых устройствах, специальных рабочих и ремонтных площадках, проходах, проездах и т.п. Данные об эксплуатационном режиме здания: режим работы кранов и других подъемно-транспортных средств; временные нагрузки и их динамические воздействия; вопросы освещения, вентиляции и отопления. Финансовых расчетов с учетом рекомендаций «Технических правил по экономному расходованию металла, леса и цемента в строительстве» (ТП 101-61), утвержденных Государственным комитетом Совета Министров СССР по делам строительства. Металлические несущие конструкции применяют для покрытий пролетом 30 м и более, для колонн высотой 15 м и выше, а также при наличии кранов грузоподъемностью более чем 30 т. В производственных корпусах с большими пролетами и значительной высотой, не имеющих больших нагрузок (гаражи, авторемонтные мастерские и др.), устройство металлического каркаса может быть также целесообразным. Элементы металлического каркаса производственного здания автотранспортного предприятия: 1 - колонны; 2 - подкрановые балки; 3 - горизонтальные связи по нижним и 8 - по верхним поясам стропильных ферм; 4 - сборные железобетонные плиты; 5 - фонарь; 6 - стропильные фермы; 7 - балка подвесного крана; 9 - вертикальные связи покрытия; 10 - вертикальные связи между колоннами; 11 - база колонны; 12 - анкерные болты Металлический каркас представляет собой пространственную систему из несущих элементов, воспринимающих нагрузки от ограждающих конструкций (элементов кровли, стен и др.), мостовых кранов и другого технологического оборудования. Элементами плоских поперечных рам каркаса являются стропильные фермы-ригели и колонны-стойки. К элементам покрытия относятся фермы — стропильные и подстропильные (при большом шаге колонн), а также укладываемый по верхним поясам стропильных ферм сборный железобетонный настил или прогоны с плитами кровельного ограждения. Устройство беспрогонного покрытия более экономично по расходу металла и затрате труда. Связи металлического каркаса обеспечивают его пространственную жесткость; они воспринимают ветровые нагрузки на здание и инерционные усилия кранов. Фонари устраивают для освещения и аэрации зданий; они могут быть как продольные (перпендикулярно рамам), так и поперечные. Совершенствование искусственного освещения и вентиляции позволяет отказаться от фонарей и перейти к бесфонарньш типам производственных зданий. Эти здания в технологическом отношении лучше, так как они имеют постоянный световой, температурно-влажностный и аэрационный режим. Отсутствие световых и аэрационных фонарей значительно упрощает конструкцию здания и снижает его стоимость. Подкрановые балки являются дополнительными продольными элементами каркаса, вместе с тем они воспринимают давление от колес мостовых кранов, обслуживающих цех. Фахверк представляет собой плоскую систему металлических горизонтальных и вертикальных элементов, поддерживающих стеновое ограждение (стеновые сборные панели, плиты или каменную кладку). К комплексу металлических конструкций производственных зданий относятся также рабочие площадки для поддержания и обслуживания производственного оборудования, лестницы, монорельсовые пути для внутрицехового транспортирования грузов и т. д. Конструкции металлического каркаса здания должны удовлетворять ряду требований, главнейшими из которых являются эксплуатационные, экономические и производственно-монтажные. Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 2544; Нарушение авторского права страницы
 где lк - длина образца после разрыва; lо - первоначальная длина образца.
где lк - длина образца после разрыва; lо - первоначальная длина образца.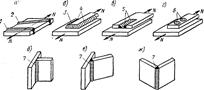
 Соединения листов встык наиболее рациональны, так как они работают с наименьшей концентрацией напряжений и удобны в конструктивном отношении.
Соединения листов встык наиболее рациональны, так как они работают с наименьшей концентрацией напряжений и удобны в конструктивном отношении.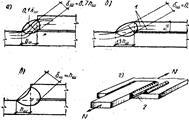
 для стыковых швов равной меньшей толщине сплачиваемых элементов (листов) dmin; для угловых швов d=bhIII (где b - коэффициент глубины провара шва); b=1 для однопроходной автоматической сварки и сварки с глубоким проплавлением; b=0, 85 для однопроходной полуавтоматической сварки; b=0, 8 для двух- и трехпроходной полуавтоматической сварки и b=0, 7 для ручной сварки.
для стыковых швов равной меньшей толщине сплачиваемых элементов (листов) dmin; для угловых швов d=bhIII (где b - коэффициент глубины провара шва); b=1 для однопроходной автоматической сварки и сварки с глубоким проплавлением; b=0, 85 для однопроходной полуавтоматической сварки; b=0, 8 для двух- и трехпроходной полуавтоматической сварки и b=0, 7 для ручной сварки.