|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет потребного количества оборудования и показателей его использования
Цель работы – научиться определять потребное количество оборудования и эффективность его использования. Для выполнения работы необходимо знать: – сущность понятия «трудоемкость» – методику расчета потребного количества оборудования; – сущность и методику расчета показателей использования оборудования; Для выполнения работы необходимо уметь: – находить и использовать необходимую экономическую информацию; – определять фонды времени работы оборудования; – определять потребное количество единиц оборудования; – определять коэффициенты загрузки оборудования. Выполнение данной практической работы способствует формированию профессиональных компетенций: ПК 3.1.Участвовать в планировании работы персонала производственного подразделения; ПК 3.3. Анализировать результаты деятельности коллектива исполнителей. ВРЕМЯ ВЫПОЛНЕНИЯ: 90 минут КРАТКАЯ ТЕОРИЯ И МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ В плане производства и реализации продукции производится расчет потребного количества оборудования с целью проверки возможности выполнения заданного в плане объема работ на имеющемся оборудовании. Расчет ведется отдельно по каждому типу оборудования по формуле
Где Nгод – годовой объем выпуска изделий, шт. Тшт. к – норма времени (трудоемкость) на одно изделие, час.
Расчетное значение Степень использования оборудования характеризует коэффициент использования.
Ки > 1 говорит о наличии «узкого» места, т.е. имеет место перегрузка оборудования. Для ее устранения необходимо часть работ с перегруженных станков перевести на менее загруженные или провести технические мероприятия, по снижению трудоемкости Тшт. к. (применение прогрессивных инструментов, приспособлений и т.д.)
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ И ФОРМА ОТЧЕТНОСТИ: Решите задачи, используя приведенные алгоритмы.
Пример 1 Годовая программа выпуска деталей на токарном участке 20000 штук. Штучно-калькуляционное время 1, 5 часа. Участок работает в 2 смены. Продолжительность смены 8 часов. Коэффициент выполнения норм 1, 5. Количество рабочих дней в году 256 дней. Потери времени на ремонт оборудования 4%. Рассчитать принятое количество токарных станков и коэффициент использования оборудования.
Решение 1. Определяем номинальный фонд времени работы оборудования
2. Определяем действительный фонд времени работы оборудования
3. Определяем расчетное количество оборудования
4. Определяем коэффициент использования:
Вывод: станки используются на 95%.
Задача 1 Годовая программа выпуска деталей на токарном участке 15000 штук. Штучно-калькуляционное время 0, 5 часа. Участок работает в 2 смены. Продолжительность смены 8 часов. Коэффициент выполнения норм 1, 7. Количество рабочих дней в году 256 дней. Потери времени на ремонт оборудования 3%. Рассчитать принятое количество токарных станков и коэффициент использования оборудования.
Пример 2 Годовая программа выпуска заготовок на сверлильном участке 100 000 штук. Участок работает в 1 смену. Продолжительность смены 8 часов. Действительный фонд времени работы оборудования 2018 часов. Коэффициент выполнения норм 1, 1. Штучно-калькуляционное время 5 минут (0, 08 часов). Предполагается снизить трудоемкость изготовления заготовок на 40%. Определить изменение потребности в станках в связи с изменением трудоемкости обработки заготовок. Решение 1. Определяем расчетное количество оборудования
Принимаем 4 станка 2. Определяем трудоемкость после мероприятий по её снижению
3. Определяем потребное количество станков после снижения трудоемкости:
Принимаем 3 станка 4. Определяем изменение потребности в станках:
Таким образом, потребность в станках уменьшилась на 1 станок.
Задача 2 Годовая программа выпуска заготовок на сверлильном участке 120 000 штук. Участок работает в 1 смену. Продолжительность смены 8 часов. Действительный фонд времени работы оборудования 2016 часов. Коэффициент выполнения норм 1, 2. Штучно-калькуляционное время 15 минут (… часов). Предполагается снизить трудоемкость изготовления заготовок на 30%. Определить изменение потребности в станках в связи с изменением трудоемкости обработки заготовок.
Пример 3 Механический участок работает в 2 смены. Продолжительность смены 8 час. Количество рабочих дней 256 дней. Годовая программа выпуска деталей 500 000 штук. Рассчитать потребное количество станков для механического участка и средний коэффициент использования оборудования на участке. Решение Таблица 2.1 – Расчет потребного количества оборудования и показателей его использования
1. Определяем номинальный фонд времени работы оборудования
2. Определяем действительный фонд времени работы оборудования:
3. Определяем расчетное
Расчетное количество станков по операции 005
Принимаем 3 станка
Коэффициент использования по операции 005
Расчетное количество станков по операции 010:
Принимаем 4 станка
Коэффициент использования по операции 010:
Определяем средний коэффициент использования оборудования
Вывод: Таким образом, принятое количество станков равно 7 ед. Средний коэффициент использования 0, 9
Задача 3 Механический участок работает в 2 смены. Продолжительность смены 8 час. Количество рабочих дней 256 дней. Годовая программа выпуска деталей 375 000 штук. Рассчитать потребное количество станков для механического участка и средний коэффициент использования оборудования на участке. Таблица 2.2 – Расчет потребного количества оборудования и показателей его использования
Пример 4 Годовая программа выпуска деталей на токарном участке 80 000 штук. Средняя трудоемкость изготовления 60 мин. Участок работает в 2 смены. Номинальный фонд времени на 1 смену 2090 часов. Коэффициент выполнения норм 1, 15. Потери времени на ремонт оборудования 5%. Определить принятое количество оборудования и коэффициент его использования. Решение 1. Определяем номинальный фонд времени работы единицы оборудования за 2 смены:
2. Определяем действительный фонд времени работы единицы оборудования:
3. Определяем расчетное количество станков:
Принимаем 18 станка
4. Определяем коэффициент использования станков:
Задача 4 Годовая программа выпуска деталей на токарном участке 70 000 штук. Средняя трудоемкость изготовления 45 мин. Участок работает в 2 смены. Номинальный фонд времени на 1 смену 2040 часов. Коэффициент выполнения норм 1, 1. Потери времени на ремонт оборудования 4%. Определить принятое количество оборудования и коэффициент его использования. Пример 5 На токарном участке установлено 12 станков. Участок работает в 2 смены по 8 часов. Станкоемкость составляет 6 мин. Потери времени на ремонт 6%. В году 253 рабочих дня. Найти годовую производственную мощность участка. Таблица 3.1– Расчет годовой производственной мощности участка
Задача 5 На токарном участке установлено 13 станков. Участок работает в 2 смены по 8 часов. Станкоемкость составляет 5 мин. Потери времени на ремонт 4%. В году 250 рабочих дня. Коэффициент выполнения норм равен 1. Найти годовую производственную мощность участка. Результаты расчетов оформить в таблице. Сделать вывод.
Таблица 3.2 – Расчет годовой производственной мощности участка
КОНТРОЛЬНЫЕ ВОПРОСЫ 1. От каких факторов зависит расчет потребного количества оборудования? 2. Как определяется степень использования оборудования? 3. Когда говорят о наличии «узкого места» на производстве? 4. Что нужно делать для устранения «узкого места»?
ЛИТЕРАТУРА: 1. Алексеева М.М. Планирование деятельности фирмы: Учебно-методическое пособие. — М.: Финансы и статистика, 2011. 2. Экономика предприятия: Под ред. В. Я. Горфинкеля, проф. В. А. Швандара. – 2 – е изд.., перераб. и доп. - М.: Банки и биржи, ЮНИТИ, 2010г.
Практическая работа № 3 Рационализация организации рабочих мест и планов размещения оборудования Цель работы – научиться применять рациональные приемы организации рабочих мест электромонтеров на промышленном предприятии и составлять планы размещения оборудования. Для выполнения работы необходимо знать: – принципы организации рабочих мест электромонтеров; – перечень технической и учетной документации на рабочем месте электромонтера,; –материально-техническое оснащение рабочего места электромонтера на промышленном предприятии;
Для выполнения работы необходимо уметь: – составлять план мероприятий по совершенствованию организации труда на рабочем месте электромонтера промышленного предприятия.
Выполнение данной практической работы способствует формированию профессиональных компетенций ПК 3.1.Участвовать в планировании работы персонала производственного подразделения; ПК 3.2. Организовывать работу коллектива исполнителей. ВРЕМЯ ВЫПОЛНЕНИЯ: 90 минут
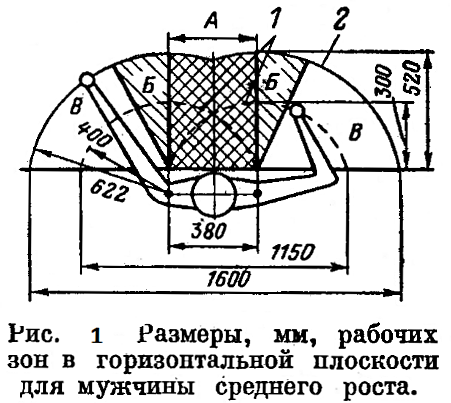
КРАТКАЯ ТЕОРИЯ И МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ Рабочим местом называется участок работы, оснащенный всем необходимым для выполнения производственных операций. В планировке рабочего места должны учитываться требования биомеханики тела человека: максимальная экономия энергии на трудовые движения и физические усилия. Трудовые движения рациональны в том случае, если они совершаются одновременно, симметрично, естественно, ритмично и привычно. Все 5 принципов взаимосвязаны. При работе необходимо, чтобы сочеталась работа обеих рук. Физиологически выгодны движения рук симметричные и противоположные по направлению. При этом достигается равновесие тела, что облегчает работу. Рациональны движения по дугам, соответствующим сочленениям тела, а не прямолинейные (хотя последние и являются кратчайшими). Например, рационально движение руки по дуге с центром в локте или в плече. Во всех случаях наиболее целесообразны простые и привычные движения. Планировка рабочего места должна обеспечить короткие, неутомительные движения рук, исключить перекладывание инструментов и деталей из одной руки в другую. Предметы, которые рабочий берет правой рукой, размещают справа, а левой рукой - слева. Инструменты и приспособления располагают в строгом порядке, как на рабочем месте, так и в инструментальных шкафах и в ящиках верстаков. Каждому работающему необходимо обеспечить площадь не менее 4, 5 м2 при высоте помещения 3, 2 м или не менее 15 м3 объема помещения. На рисунке 1 показаны рабочие зоны в горизонтальной плоскости при работе сидя или стоя для мужчины среднего роста.
Легче всего брать предметы и выполнять работу в зоне наиболее легкой досягаемости для рук - 1 . Эта зона ограничена дугами, описываемыми согнутыми в локте руками, поворачивающимися в плечевом суставе. Более широкие зоны -2 ограничены дугами, которые описывают вытянутыми руками. Заштрихованная зона А является наиболее благоприятной для особо точных работ: удобно работать обеими руками и одновременно осматривать изделие. В зоне Б легко брать предметы. Здесь рекомендуется размещать на постоянных местах наиболее употребительный инструмент и детали. Зона В менее удобная. Здесь можно размещать измерительные инструменты, приборы, материалы. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 14284; Нарушение авторского права страницы

 – годовой действительный фонд времени работы единицы оборудования, час.
– годовой действительный фонд времени работы единицы оборудования, час. сравнивается с имеющимся количеством оборудования данного типа Sи.
сравнивается с имеющимся количеством оборудования данного типа Sи.
 Если студент имеет №5, то К=1, 05; Если №20, то 1, 2, и.т.д.
Если студент имеет №5, то К=1, 05; Если №20, то 1, 2, и.т.д.

















 , принятое количество станков
, принятое количество станков  и коэффициенты использования
и коэффициенты использования  (по операциям)
(по операциям)














 =0, 1 час.)
=0, 1 час.)