|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава. Изготовление ювелирных изделий
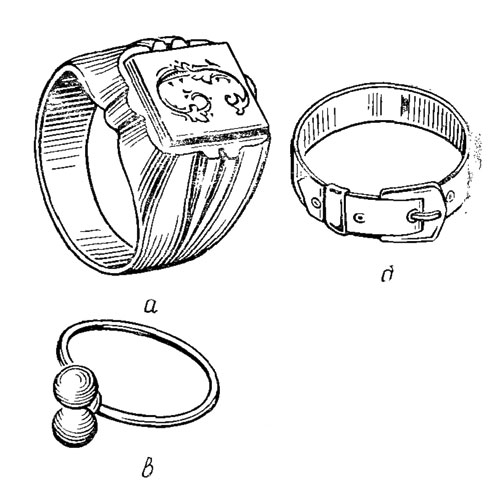
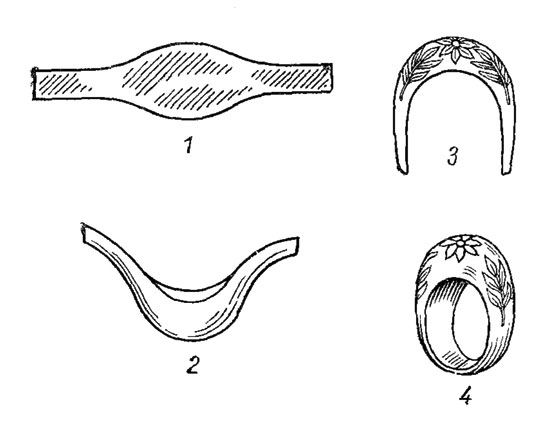
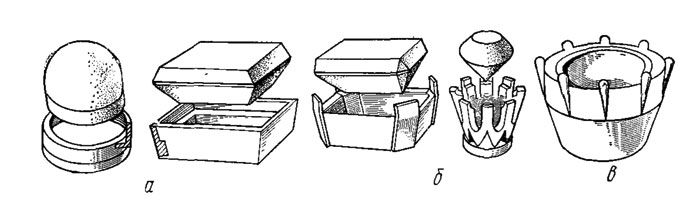
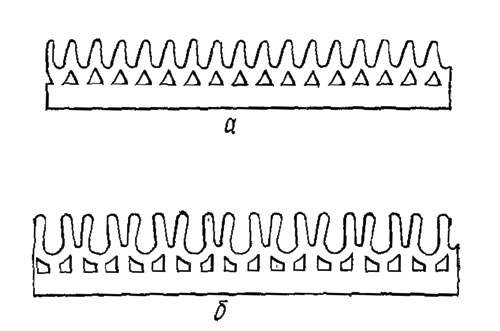
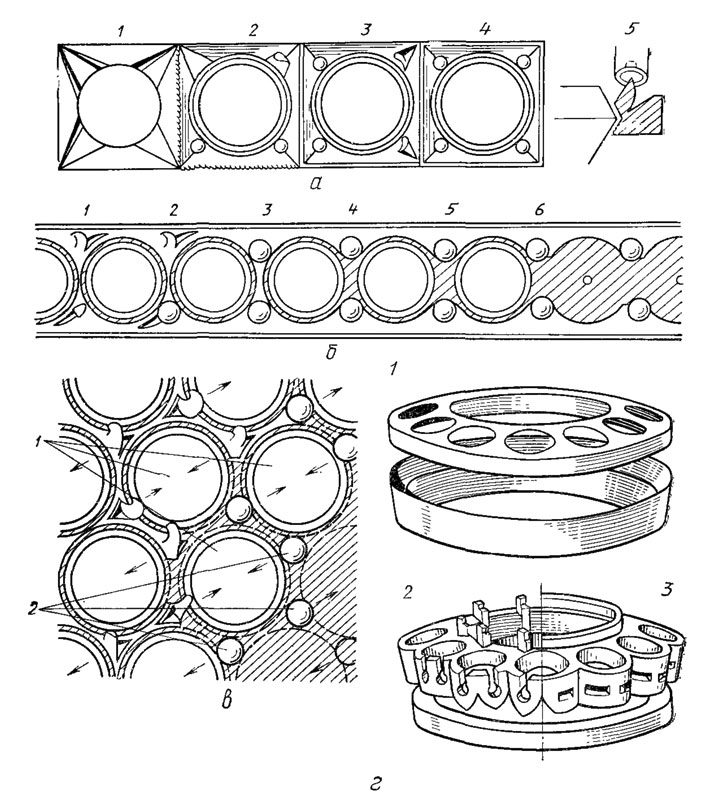
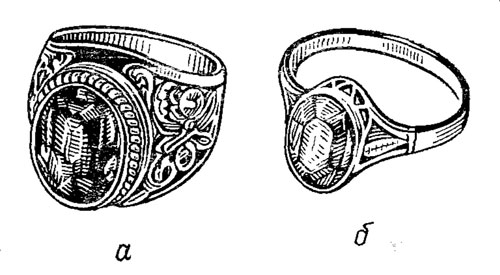
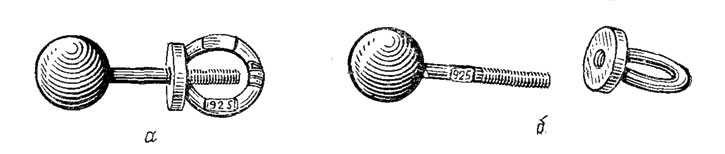
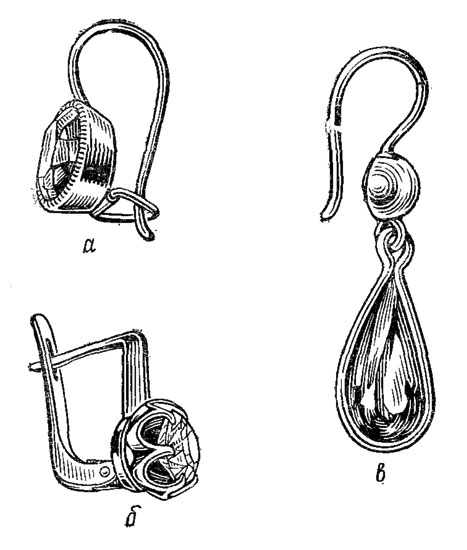
Ассортимент ювелирных изделий широк. Однако практически в условиях индивидуального производства в основном изготовляют предметы личного украшения. После изготовления ювелирные изделия подвергаются клеймению: кольца - на шинке, серьги - на замках, кулоны и медальоны - на ушках, цепочки - на концевых ушках и замках, браслеты - на замках. Рассмотрим технологию изготовления некоторых из них: колец, серег, брошей, кулонов и медальонов, цепочек и браслетов. Обручальные кольца Обручальные кольца (рис. 45) бывают нескольких видов. Наиболее распространены кольца с овальной и плоской поверхностью. Изготовляются они штамповкой, токарной обработкой, а также ручным способом. Штамповка. После плавки драгоценный металл разливают в специальную изложницу в зависимости от требуемого профиля и подвергают ковке. Затем пластину (слиток) вальцуют с периодическим обжигом при температуре 750°С и отбеливают. Из полосы необходимой толщины на прессе вырубают заготовку кольца в виде шайбы. После отжига и отбеливания заготовку кольца вытягивают на прессе, опять отжигают, отбеливают и обкатывают кольцо роликами на специальном станке. Одновременно с обкаткой на этом станке кольцо подгоняют по размеру, после чего опиливают торцы и производят предварительную шлифовку кольца; в таком состоянии изделие подвергают клеймению. После клеймения кольцо повторно рихтуют, зачищают деформированный металл по месту набивки клейм и проводят его отделку (шлифовку, полировку, промывку и сушку). Шлифовку и полировку кольца производят на шлифовально-полировальных станках, после чего кольцо сначала промывают с помощью щеточки в мыльной эмульсии, а затем в пробочной воде и сушат в сушильных шкафах или методом обдува теплым воздухом. Готовое обручальное кольцо проверяют работники ОТК на соответствие требованиям, указанным в заказе, и нормативно-технической документации. Токарная обработка. Подготовляют драгоценный металл необходимого профиля, т. е. заливают его в изложницы, и при остывании получают отливки в виде палок, которые вальцуют с апериодическим отжигом и отбеливанием, обрезают и изгибают на специальном гибочном станке (приспособлении) или вручную с помощью специального приспособления - " девятки". При гибке необходимо припасовать фугу (торцы кольца) так, чтобы не было большого зазора, а затем спаять место стыка. Паяние может быть проведено пламенем горелки с применением припоя или микроплазменной сваркой без применения присадочного материала. Затем кольцо отбеливают и опиливают место стыка. После этого кольцо надевают на ригель, выправляют и раскатывают до нужного размера. Затем устанавливают на трехкулачковый патрон, протачивают на токарном станке по внешнему профилю и торцуют, поворачивают в патроне и торцуют вторую сторону. Одновременно на токарном станке протачивают внутреннюю полость кольца до нужного размера. В таком состоянии изделие клеймят, а затем доводят и отделывают так же, как при изготовлении обручальных колец штамповкой. Ручной способ. Технология изготовления обручальных колец ручным способом в основном аналогична технологии изготовления путем токарной обработки, только вместо токарной обработки внутреннего отверстия и внешнего профиля применяется ручная опиловка и шабровка. Гладкие кольца без камней Кроме обручальных колец к группе гладких колец относятся кольца типа " печатка" и другие кольца без камней с различенными профилями шинки (обруча) кольца и несложными накладными элементами. Для изготовления колец и перстней типа " печатка" (рис. 46) используется слиток (кусок) драгоценного металла, который вальцуется в пластину необходимой толщины. В процессе вальцовки металл периодически отжигают и отбеливают. Затем штампуют по предварительной разметке или вырезают заготовку кольца (перстня) в развернутом виде из двух частей (боковых половинок). Если отштампованы или вырезаны две боковые половинки, то прежде чем приступить к формовке кольца (перстня), обе половинки спаивают по месту стыка шинки. Затем заготовку сгибают и формуют по форме кольца (перстня) и спаивают в верхней части по стыкам с обеих сторон. После этого кольцо (перстень) рихтуют по требуемой форме и опиливают как по всему контуру, так и в верхней части с последующей подгонкой площадки или других накладных элементов, которые припаивают, после чего изделие отбеливают и опиливают по местам пайки. В таком состоянии изделие подвергают клеймению, после чего дополнительно рихтуют, зачищают надфилем или шабером деформированный металл по месту набивки клейм, и отделывают. Отделка кольца или перстня может быть проведена по общепринятой технологии, как обычного гладкого кольца (шлифовка, полировка, промывка и сушка), а может быть выполнена предварительно гравировка как боковых стенок, так и рисунку или монограмм на верхней площадке, а затем проводится общая отделка (шлифовка, полировка, промывка и сушка). Готовое изделие проверяют на соответствие требованиям, указанным в заказе, и нормативно-технической документации. Ажурные кольца без камней Имеется целый ряд моделей колец без камней (рис. 47), в которых для украшения выпиливаются художественные рисунки (ажурные элементы). К числу таких колец относятся: бухтированные, у которых верхушка выполняется в виде ажурного элемента, и перстни, у которых боковые части выполняются в виде ажурных элементов, а верхушка имеет плоскую форму в виде площадки, и другие изделия. Бухтированные ажурные кольца. Для изготовления бухтированного кольца (рис. 48) слиток драгоценного металла вальцуют в пластину необходимой толщины. В процессе вальцовки металл периодически отжигают и отбеливают. Затем штампуют или по предварительной разметке вырезают заготовку кольца 1 в развернутом виде, и с помощью специальных выколоток формуют верхушку кольца 2, а затем опять отжигают и отбеливают и чертилкой размечают узор 3. После этого заготовку изгибают в кольцо нужного размера, торцы шинки припасовывают и спаивают по месту стыка 4. Метод паяния определяется техническим уровнем предприятия. Паяние может быть произведено пламенной горелкой с применением припоя или микроплазменной сваркой. Затем после очередного отжига и отбеливания с помощью бормашины просверливают отверстия для ввода лобзиковых пилочек и выпиливают элементы рисунка по соответствующей разметке, кольца рихтуют и опиливают, затем клеймят. Узор кольца может быть выполнен и путем гравировки. После клеймения изделие опять рихтуют, шабруют и штихелем производят гравировку (разделку) рисунка, а затем отделку его (шлифовку, полировку, промывку и сушку) и контроль на соответствие требованиям заказа и нормативно-технической документации. Кольца и перстни с ажурными боковыми гранями. Для изготовления колец и перстней с ажурными боковыми гранями (рис. 49) слиток драгоценного металла вальцуют с периодическим отжигом и отбеливанием в пластину необходимой толщины. Затем штампуют или по предварительной разметке вырезают заготовку кольца (перстня) в развернутом виде. Если отштампованы или вырезаны две боковые половинки 1, то перед формовкой изделия обе половинки спаивают по месту стыка шинки 2. Затем делают разметку узора 3. После очередного отжига и отбеливания с помощью бормашины просверливают отверстия для ввода лобзиковых пилочек и выпиливают элементы узора. Узор можно не прорезать насквозь, а выполнить его способом гравировки. Затем отжигают и отбеливают заготовку, которая подвергается гибке, и формуют из нее кольцо (перстень) с последующим спаиванием в верхней части по стыкам с обеих сторон 4. После этого кольцо (перстень) рихтуют по требуемой форме и опиливают как по всему контуру, так и в верхней части с последующей подгонкой площадки. Подогнанную по контуру и припасованную площадку припаивают, после чего изделие отбеливают и опиливают по местам пайки. Если на площадке предусматривается накладная монограмма, то ее предварительно изготовляют методом вырезки и напаивают на площадку. Монограмма может быть гладкой, припаянной по всей плоскости, или выпуклой, припаянной в нескольких точках к площадке кольца. Изделие может быть изготовлено и с накладными на боковых гранях ажурными элементами, которые могут заменить или дополнить выпиленный рисунок. В данном случае накладные элементы штампуют или выпиливают согласно приведенной выше технологии, а затем напаивают на боковые грани. В таком состоянии на изделие ставят клеймо, а после клеймения дорабатывают и отделывают по той же технологии, что и бухтированные ажурные кольца. Кольца с камнями В настоящее время изготовляют много разновидностей колец с камнями. Причем от формы, размера и природы камня зависит конструкция кольца. Основными элементами в кольцах с камнями являются оправы для камней (рис. 50), или касты. Наиболее распространены касты под глухую и крапановую закрепки, которые в условиях индивидуального производства могут изготовляться штамповкой или выпиливанием вручную. В одном изделии могут применяться и несколько видов закрепки, что наиболее часто встречается в кольцах с драгоценными камнями (изумруды, бриллианты). Так, в сочетании с глухой или крапановой закрепкой возможно применение корнеровой или в сочетании с глухой - применение крапановой закрепки. Для закрепки мелких камней применяются специальные оправы типа корнеровой, каре, фаденовой, тиктовой и кармезиновой. К группе глухих оправ относятся глухой каст, т. е. чашечка с плоским дном, и ободковые оправы с параллельными или комическими стенками. Глухие оправы могут изготовляться штамповкой или вручную путем вырезки ленты из пластины соответствующей толщины. Глухой каст желательно штамповать с последующей вытяжкой, тогда дно получается цельным с ободком. Если отсутствует возможность штамповки на прессе, то можно применить специальные приспособления (ручные штампы). Отдельно изготовляют ободок и днище, которое припаивают к одному из торцов ободка. Ободковую оправу легко изготовить вручную. Для этого вырезают ленту по предварительной разметке из ранее подготовленного металла, изгибают в ободок и после подгонки торцы на месте стыка спаивают. Для лучшего освещения камня, а также повышения его художественной ценности в ободковой оправе вырезают сквозной узор по рисунку, что может быть сделано до изгиба непосредственно в ленте или уже в спаянном ободке. Такой же узор может быть получен и при штамповке ленты. Затем оправу правят как с целью рихтовки контура, так и для доведения до требуемого размера по камню и создания определенной формы (параллельности или конусности). Крапановая оправа в индивидуальном производстве изготовляется штамповкой или выпиливанием вручную по предварительной разметке. Простейшей заготовкой для крапановой оправы является так называемая галерейка (рис. 51), которая может быть гладкой или фасонной. Чтобы изготовить каст на определенное количество крапанов согласно форме и размеру камня, следует отрезать часть штампованной галерейки, причем те вертикально по расположению крапанов, а наклонно для более качественной спайки и получения при необходимости определенной конусности каста. Затем отрезанную часть каста изгибают (формуют) по камню и после припасовки торцы сплавляют. Полученную крапановую оправу рихтуют на специальном ручном ригеле для кастов и в конусной анке подгоняют по камню крапаны. Если каст изготовляют вручную, то в первую очередь вырезают ленту, которую изгибают и спаивают в ободок, т. е. изготовляют ободковую оправу, которую после спаивания рихтуют и подгоняют по размеру камня. Затем проводится разметка и ручная выпиловка крапанов с применением лобзиковых пилочек и надфилей различных профилей. Для удобства выпиливания каст должен быть насажен на деревянную оправу. При изготовлении фасонного каста вручную после выпиливания крапанов его переворачивают на оправке и на противоположном торце по предварительной разметке делают запиловки, к торцу припаивают ободок из квадратной прокатанной проволоки, который называется " дикель", - образуется фасонный каст. Корнеровые оправы бывают открытыми и встроенными. При изготовлении открытой корнеровой оправы в качестве исходной заготовки используют толстостенную конусную ободковую оправу. Край ободка оправы подгоняют к рундисту камня. От нижней части царги к верхнему ее краю делают расходящиеся в ширину корнеры. Сначала их намечают в верхнем краю царги корнайзеном, материал между ними вырезают, опиливают и подчеканивают до тех пор, пока не будет получена требуемая форма корнеров. Материал между ними делается к верхнему краю тоньше; у рундиста он становится настолько тонким, что, если смотреть сверху, видны только корны вокруг камня - оправа открыта. У встроенных оправ отсутствует каст, и камень вставляется в гнездо толстой пластины металла или непосредственно в боковые грани кольца. Гнездо высверливают. Круглые плоские камни крепятся прямо в гнездах, а для камней других форм углубление обрабатывают с помощью штихеля и фрез. Для овальных камней можно просверлить два отверстия и вырезать металл между ними фрезой или штихелем. Отверстие встроенной оправы должно точно соответствовать форме камня. Если оно будет большое, то камень невозможно прочно закрепить. Оправу каре изготовляют следующим образом (рис. 52, а), В квадратной пластине просверливают отверстие, которое затем штихелем или фрезой расширяют и подгоняют так, чтобы его диаметр в верхней части соответствовал рундисту камня. Затем шпицштихелем в каждом углу квадрата двумя резами отделяют узкий лепесток металла 1, который расширяется от угла по направлению к камню. На четырех лицевых поверхностях квадрата хорошо отполированным флахштихелем ровно скашивают плоскости между резами шпицштихеля так, чтобы они шли от наружной стороны квадрата к отверстию камня. Широким шпицштихелем надрезанный металл поднимают от углов квадрата, смещая его к камню 2, в результате чего образуется широкая стружка. Необходимо следить за тем, чтобы расположенные по диагонали корнеры закреплялись последовательно друг за другом, в противном случае камень может сместиться. Имеется и несколько другой метод изготовления данной оправы. В квадратной пластине, как и при первом методе, подготовляют отверстие под камень. Затем фасонным штихелем от угла до отверстия подрезают стружку и непосредственно перед отверстием поднимают ее 3. Каждую стружку оформляют в виде корна. Поверхность между корнами скашивают по такому же методу, как описано выше. Затем после установки камня скругляют корнайзеном 5. Внешний контур квадрата отделывают в виде гладкого ранта 4. Различие между этими двумя методами заключается в том, что при первом методе для корнов оставляют в углах между скошенными стенками узкую полоску металла в виде клина, а во втором - сначала поднимают корн, а потом скашивают стенки. Основную форму оправы каре можно до определенной степени изменить, если поместить круглый камень в шестиугольной пластине, применяя тот же метод крепления. Фаденовая оправа сходна с оправой каре. Камни в ней закрепляются не в отдельных квадратах, а в длинной полосе металла и плотно прилегают друг к другу, почти соприкасаясь с рундистами. При изготовлении фаденовой оправы (рис. 52, б) заготовку покрывают тонким слоем воска. Затем пластину слегка нагревают и укладывают камни в воск в нужной последовательности. После охлаждения они настолько крепко сидят в воске, что можно отдельными маркировочными штрихами, наносимыми штихелем, отметить правильное положение камней и удалить их. Таким же способом, как и в оправах каре, делают опорные гнезда и сквозные отверстия 1-5 для камней с нижней частью или только опорные поверхности 6 для плоских камней. От самого узкого промежутка между краями отверстия и полосы подрезают котировочным штихелем материал для корна и смещают его в направлении центра отверстия 1, скашивают плоскость между двумя корнами и внешним рантом. Подрезают лепестки металла в виде корнов 2, смещая их при этом так, чтобы они располагались симметрично один против другого. Перегородки между камнями срезают до высоты опорного пояска 4-6 для камня, вставляют камни и прижимают корны к рундисту, закатывая их головки корнайзеном. На наружном канте оправы делают узкую блестящую риску штихелем или выдавливают орнамент. Тиктовая оправа представляет собой густо покрытую камнями верхушку кольца. Она сходна с фаденовой, но камни укладываются не в одну полосу, а располагаются в несколько параллельных рядов. Чтобы разместить камни плотнее друг к другу, их устанавливают так, чтобы рундисты камней соприкасались со всех сторон, а из оставшихся промежутков делают закрепочные корны. При изготовлении тиктовой оправы (рис. 52, в) для правильного расположения камней их устанавливают на пластину в воск таким же способом, как и при изготовлении фаденовой оправы. Затем камни вынимают из самого узкого места клинового промежутка. Между рундистами камней подрезают стружку, которую отгибают к центру соответствующего отверстия и смещают в направлении его края. Каждый камень должен удерживаться двумя противоположными корнами 1. Простенки между камнями прорезают до высоты опоры камня. Камни вставляют по одному, сразу закрепляя его, затем уже вставляют следующий. При закрепке камней в тиктовую оправу создается видимость, что камни присоединены друг к другу, перемежаясь с полушаровыми головками кернов 2. Кармезиновая оправа примечательна тем, что вокруг центрального большого камня располагается венок из мелких камней. При изготовлении кармезиновой оправы (рис. 52, г) пластине толщиной 1, 5-2 мм придают желаемую форму, делая ее слегка выпуклой и скашивая немного по наружному ранту. Вырезают отверстие для вставки каста, в который будет крепиться центральный камень, и опиливают отверстие 1. Камни, прилегающие к ободу оправы, размещают на основании так же, как и при изготовлении фаденовой оправы. При этом они должны располагаться вплотную друг к другу и по возможности близка к среднему камню. После этого изготовляют конусную царгу. Верхний край ее спиливают внутрь так, чтобы скошенная верхняя пластина точно вставлялась в царгу. Затем обе части спаивают. Отверстия для камней по ободу просверливают и опиливают на конус по технологии глухой закрепки камней, причем камни должны быть посажены как можно глубже. Параллельно отверстиям для камней опиливают дугообразно наружную сторону. Боковые стенки можно просверлить так, чтобы на верхнем канте каждой маленькой оправы появился свободно стоящий крапан 2, на нижней выпиливают зубья. Дигель припаивают под обод кармезиновой оправы. Для закрепления среднего камня могут применять крапановые и глухие оправы, которые впаивают в ранее вырезанное отверстие. В настоящее время средний камень часто закрепляют в гладкую ободковую оправу 3. Кольца с глухой закрепкой камней (рис. 53). При изготовлении колец с глухой закрепкой камня слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в пластины необходимой толщины и в пруток необходимого сечения и профиля. Затем из пластин штампуют каст, боковые заготовки и художественные накладные элементы, из прутка необходимого сечения и профиля можно изготовить шинку кольца, а из проволоки соответствующего сечения - украшающие элементы типа веревочки и др. Пластину металла размечают под боковые заготовки с одновременной разметкой узора и выпиливают боковые грани. Боковые грани можно изготовить и методом штамповки, а затем в зависимости от конструкции изделия пропилить в них ажур, а боковые грани спаять по месту стыка шинки и после отжига сформовать обруч кольца. Ажур может быть выполнен и после формовки кольца. Аналогично штамповкой или выпиливанием из пластины соответствующей толщины изготовляются накладные художественные элементы кольца. Шинка кольца может быть изготовлена и из проката (прутка) прямоугольного и полукруглого сечения, для чего пруток вальцуют на специальных фасонных вальцах с периодическим отжигом и отбеливанием, а затем формуют в обруч кольца. После этого из пластины соответствующего сечения штамповкой или вручную изготовляют каст. После изготовления всех деталей приступают к монтировке изделия. Особенно ответственной операцией является монтировка каста с шинкой, для чего шинка подгоняется по касту, а затем каст припаивают к шинке. Если в качестве шинки используют пластинчатые заготовки, то их сначала спаивают в верхней части по боковым стыкам, а затем уже обжимают и подгоняют по касту, а если шинка представляет собой прутковый прокат, то она, кроме обычного стыкового соединения, может быть в зоне соединения с кастом раздвоена, запилена под конус или иметь другой вид. Смонтированный каркас кольца отжигают, отбеливают и рихтуют, после чего приступают к разделке рисунка и пайке накладных элементов. После окончания монтировки проводят опиловку, шабровку и предварительную шлифовку всего кольца. В таком состоянии изделие клеймят. Затем проводится доводка кольца, закрепка камня и отделка кольца. При глухой закрепке камень удерживается в оправе за счет прижатия верхнего края оправы к рундисту камня. С помощью специального инструмента для обжимки вначале прижимают оправу к камню в нескольких противоположных местах, чтобы камень получил предварительную устойчивость, а затем после проверки правильности постановки камня с помощью обжимки и закатки постепенно прижимают оправу по всему периметру камня. При закрепке камня в граненую оправу сначала прижимают к камню углы оправы, а затем уже стороны, в противном случае в углах могут появиться острые выступы. Отделка колец с камнями проводится по той же технологии, что и колец без камней. Кольца с крапановой закрепкой камня (рис. 54). При изготовлении колец с крапановой закрепкой камня слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в пластину необходимой толщины и пруток прямоугольного или полукруглого профиля. Затем штампуют или вырезают заготовку крапанового каста и боковые заготовки кольца, которые являются основой и шинкой кольца. Если кольцо состоит из широких боковых граней, то крапаны могут быть продолжением этих граней и выпиливаться после формовки контура кольца. Однако часто встречаются и отдельно изготовленные крапановые оправы, которые затем спаиваются с шинкой кольца. В этом случае отмеряют заготовку шинки, спаивают ее и изгибают на ригеле в обруч, после чего подгоняют ее к подготовленному касту (оправе) и каст припаивают к шинке. Как и у колец с глухой закрепкой, у колец с крапановой закрепкой в боковых гранях могут быть ажурные узоры, пропиленные или накладные. Причем элементы ажура могут быть выполнены либо до формовки кольца, либо уже на формованном кольце. В кольцах с крапановой закрепкой камней накладки, как правило, из драгоценного металла белого цвета (сплавы платины, белого золота, серебра) могут быть смонтированы (припаяны) и перпендикулярно шинке, располагаясь вдоль пальца. Такой формы изготовляются кольца типа " веточка", " запятая" и др., часто с бриллиантами, причем если центральный камень крепится крапановой закрепкой, то мелкие камни или осколки монтируются в накладке и крепятся корнеровой закрепкой. В настоящее время в связи с появлением искусственных бесцветных камней типа фианит и гранат, которые при бриллиантовой огранке имитируют драгоценный камень, широкое распространение получили комбинированные кольца, в которых шинка и подпайка (опора) изготовляются из золота, а центральная крапановая оправа и накладка - из драгоценного металла белого цвета, преимущественно белого золота или серебра. При этом отсутствие мелких камней для монтажа в накладку может быть восполнено методом имитации их в виде шариков (корнов), которые формуются с помощью пуансонов. После монтировки кольцо отжигают и отбеливают, рихтуют, опиливают, шабруют и предварительно шлифуют. В таком состоянии изделие клеймят. Затем проводятся его доводка, закрепка камня и окончательная отделка кольца. При крапановой закрепке камень удерживается крапанами, которые прижимают его по рундисту. Рундистом камень устанавливается в специальные выемки, которые делаются в крапанах методом изгиба их или засечек. После обжатия камня крапаны опиливают и концы их прижимают к граням кольца. Следует отметить, что при крапановой закрепке лучше видна игра камня. Этот вид закрепки широко применяется при креплении прозрачных граненых камней, в том числе бриллиантов. Причем бриллианты, как правило, крепятся в оправы из металла белого цвета (платины, белого золота и серебра). Кольца с креплением камня штифтом (рис. 55). Штифтом крепится жемчуг, коралл и бирюза. Бирюза и коралл могут крепиться и в глухую оправу, но для этого, как правило, необходимо, чтобы у камня нижняя часть имела плоское основание. Если же камень имеет сквозное отверстие, т. е. извлечен из низки бус, то наиболее надежен способ крепления штифтом. Жемчуг по своей форме также лучше всего крепить штифтом, причем штифт можно применять как сквозной, так и на глубину до 50% диаметра жемчуга. В кольцах с жемчугом особенностью является лишь каст, выполненный из предварительно подготовленной пластины в виде тарелочки (сферы), которая формуется пуансоном. Затем тарелочка по центру просверливается и в отверстие пропускается штифт из предварительно подготовленной проволоки диаметром 0, 5-0, 6 мм, который затем припаивается к тарелочке. Высота штифта зависит от диаметра жемчуга или глубины отверстия. Если отверстие в жемчуге просверлено на 50% глубины, то для прочности крепления жемчужину при насадке на штифт одновременно проклеивают. Если же отверстие сквозное, то штифт на выходе из отверстия расклепывают. Если жемчужина не имеет отверстия, то ювелир должен уметь его просверлить. Для этого в первую очередь необходимо определить место сверления, чтобы не потерять эффект от игры жемчуга. Сверлить нужно горизонтально направленным сверлом, закрепленным жестко в шпинделе. Для удержания жемчужины при сверлении пользуются жемчужными алюминиевыми держателями, сделанными в соответствии с размерами жемчуга. Для сверления жемчуга применяются специальные жемчужные сверла, которые облегчают отход жемчужного порошка. Жемчуг сверлят без увлажнения с периодическими остановками, чтобы он не перегревался. Перпендикулярно сверлить жемчуг не рекомендуется в связи с тем, что в этом случае сверло давит на жемчуг и может его повредить. Коралл может крепиться, как и жемчуг, на специальной тарелочке со штифтом и последующей расклепкой конца штифта. Может коралл располагаться и отверстием в горизонтальной плоскости, и в этом случае его необходимо крепить методом штифтования через сквозное отверстие. При этом штифт с двух сторон проходит через отверстия в подпятниках, которые служат упорами для коралла, и закрепляется методом расклепки концов. Аналогично крепится штифтом и упирается в подпятники бирюза, в которой уже имеется сквозное отверстие. При закрепке жемчуга, бирюзы и коралла, которые уже смонтированы в кольце, пайка не допускается, так как эти вставки боятся температурного нагрева. Поэтому заключительной операцией крепления штифта является расклепка его конца. Серьги без камней Имеется большая разновидность серег без камней как простых, так и сложных форм. Подразделяются они как по конструкции, так и по методу крепления. В зависимости от художественного исполнения серьги могут быть гладкими и ажурными. Замки в серьгах различны по конструкции: крючки с защелкой и свободные; крючки с петелькой; открытые крючки в виде скобы на шарнире, винтового соединения, сложные типа " патент" и др. Серьги с замками в виде крючков (рис. 56). К числу таких серег относятся серьги с различными художественными элементами (шарики и полушарики, цветки и др.), которые жестко соединены с крючками. Причем наряду с жестко соединенным с крючком художественным элементом может быть использована дополнительно и подвеска, соединенная с ним подвижно на петельке (колечке). Для изготовления серег с замками в виде свободных крючков, крючков с петелькой и открытых крючков слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в пластину необходимой толщины и пруток, из которого вытягивается проволока необходимого сечения. Художественные элементы могут изготовляться штамповкой или выпиливанием вручную с последующей формовкой. Затем к художественному элементу припаивают проволоку, которую впоследствии изгибают круглогубцами в крючок требуемой формы. Причем необходимо добиться единства формы крючков на обеих серьгах. Если замок предусматривается в виде свободного крючка, то серьги рихтуют, опиливают, шабруют и предварительно шлифуют. Если же замок предусматривается в виде крючка с петелькой, то на тыльной стороне художественного элемента производят разметку и определяют точку, к которой нужно припаять пластинку, где будет перемещаться на шарнире петелька. При этом необходимо определить такое место, где бы петелька могла легко открывать и закрывать крючок, т. е. захватывать и раскрывать подпружиненный крючок. Петельку выполняют из проволоки, изгибая ее в виде треугольника, и продевают в паз специальной пластинки, которая припаяна к тыльной стороне серьги. Затем такие серьги рихтуют, опиливают, шабруют и предварительно шлифуют, после чего отделывают по общепринятой технологии. Серьги с замками в виде подвижной скобы. С открытыми крючками в виде скобы на шарнире наибольшее распространение получили цыганские серьги (рис. 57). В этих серьгах крючок перемещается на шарнире и захватывается в специальную проушину, которая сделана в пустотелом шарике. Элементы серег могут изготовляться штамповкой или вручную. В конструкцию серьги входят четыре полушарика, которые соответственно напаивают на концы серьги, образуя шарики. Один из шариков на серьге просверливают и штифтуют. В полушариках перед напаиванием на серьгу делают засечки, через которые продевают на штифт крючок, который затем перемещается по этой прорези. На шарике, находящемся на смежной стороне серьги, делают короткую прорезь, в которую вставляют загнутый кончик крючка. Следует учитывать, что для прочного удерживания крючка необходимо, чтобы в момент захвата он подпружинивался. После монтировки серег производится их рихтовка, опиловка, шабровка и предварительная шлифовка, затем на серьги ставят клеймо, доводят и отделывают его по общепринятой технологии. С крючками в виде подвижной скобы могут изготовляться и другие виды серег, в том числе и ажурные. Основания таких серег могут выполняться литьем, штамповкой или вручную. Серьги с креплением на винтах (рис. 58). Эти серьги изготовляются простыми с одним художественным элементом, который штампуется или изготовляется вручную по той же технологии, что и изготовление декоративных элементов в кольцах и серьгах. Стойка (винт) изготовляется из проволоки диаметром 1-1, 5 мм, которую припаивают к геометрическому центру тыльной стороны художественного элемента. Затем стойку и всю серьгу рихтуют, после чего на стойку соответствующей плашкой нарезают резьбу. Гайка изготовляется из листовой полоски драгоценного металла, по центру которой просверливают отверстие диаметром 0, 8-0, 9 мм. Затем с помощью плоскогубцев полоску изгибают по форме бутона или барашка. Причем форма гайки может быть различна. После формовки гайки в отверстии метчиком соответствующего размера нарезают резьбу. Серьги опиливают, шабруют и предварительно шлифуют. В таком состоянии их клеймят, после чего опять рихтуют, доводят и отделывают по общепринятой технологии. Серьги с камнями Серьги с камнями (рис. 59) могут изготовляться с креплением в ушах при помощи крючка, захватываемого петелькой, замка типа " патент", а для непроколотых ушей могут применяться замки с упорными винтами или клипсы с защелками. Камни могут крепиться как в глухие, так и крапановые оправы. Технология изготовления основных художественных элементов серег с камнями такая же, как и для колец. Особенностью является изготовление и крепление замка. Серьги с замками типа " патент". Для изготовления замка (рис. 60) слиток (кусок) драгоценного металла вальцуют с периодическим отжигом и отбеливанием в квадратный пруток требуемого сечения. Из части этого прутка также методом протяжки изготовляют проволоку диаметром 0, 8-1 мм для верхнего крючка. Затем от заготовленного прутка отрезают часть заготовки замка. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 4619; Нарушение авторского права страницы