
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ РАБОЧИХ КАЛИБРОВ И ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЯ
Исходные данные d = 110мм посадка: переходная
6.1 Определяем предельный размер
Dmax = DН + ES =110 + 0.010 = 110.010 мкм; Dmin = DH + EI = 110 – 0.025 =109.975 мм; dmax = DH +es = 110 + 0 = 110 мм; dmin = DH + ei =110 – 0.022 = 109.978 мм; 6.2 Для калибра – пробки H = 4 мкм; Z = 5мкм; У = 4 мкм; для калибра – скобы Н1 = 6 мкм; Z1 = 5 мкм; У1 = 4 мкм; для контрольного калибра НР = 2.5 мкм; 6.3 Определяем предельные и исполнительные размеры.
Калибра пробки П Pmax = Dmin + Z + 0.5H = 109.975 + 0.005 + 0.5 . 0.004 = 109.982 мм; П Pmin = Dmin + Z – 0.5H = 109.975 + 0.005 – 0.5 . 0.004 = 109.978 мм; П Pизн = Dmin – У = 109.975 – 0.004 = 109.971мм; П Pисп = П P H Emax = Dmax + 0.5H = 110.010 + 0.5 . 0.004 = 110.012 мм; H Emin = Dmax – 0.5H =110.010 – 0.5 . 0.004 = 110.008 мм; Н Еисп = Н Е
Калибра скобы: П Pmax = dmax – Z1 + 0.5H1 = 110 – 0.005 + 0.5 . 0.006 = 109.998 мм; П Pmin = dmax – Z1 – 0.5H1 = 110 – 0.005 – 0.5 . 0.006 = 109.992 мм; П Pизн = dmax – У1 = 110 + 0.004 = 110.004 мм; П Pисп = П Pmin H Emax = dmax + 0.5H1 = 109.978 + 0.5 . 0.006 = 109.981 мм; H Emin = dmax – 0.5H1 = 109.978 – 0.5 . 0.006 = 109.975 мм; Н Еисп = Н Еmin+H1 = 109.975+0.006мм;
Контрольного калибра для контроля новой скобы К–П Pmax = dmax – Z1 +0.5Hр =110–0.005+0.5 . 0.00625= 109.99625мм; К–П Pmin = dmax – Z1 –0.5Hр =110–0.005–0.5 . 0.0025 = 109.99375мм; К–П Pизн = dmax– ПРmax – HP =110.99625 –0.0025 мм; К–H Emax = dmin + 0.55Hp = 109.978 + 0.5 . 0.0025 = 109.97925мм; К–H Emin = dmin – 0.55Hp = 109.978 – 0.5 . 0.0025 = 109.97675мм; К–Н Еисп = К НЕ
Контрольного калибра для контроля изношенной скобы К – Иmax= dmax + У1 +0.5Hр =110+0.004+0.5 . 0.0025= 110.00525мм; К – Иmin = dmax + У1 –0.5Hр =110+0.004–0.5 . 0.0025= 110.00275мм; К – Иасп = К – Иmax – Hp = 110.00525 –0.0025мм; 6.4. Выбираем универсальные средства измерения из условия Δ Lim≤ δ где Δ Lim – предельная погрешность измерения δ – допустимая погрешность измерения по ГОСТ 8.051–81 для 7 кв = 10 мкм; для 6 кв = 6 мкм. Для измерения отверстия выбираем: микрометр с измерительной головкой с ценой одного деления 0.001мм или 0.002мм при работе в границах участка 0.1мм с типом стойки НИ1 Δ Lim=6.5мкм. Для измерения вала выбираем: микрометр рычажной типо МР и МРН с отчетом 0.002 мм настроенный по концевым мерам 2-го класса Δ Lim=5мкм.
Рисунок 13. схемы полей допусков калибров
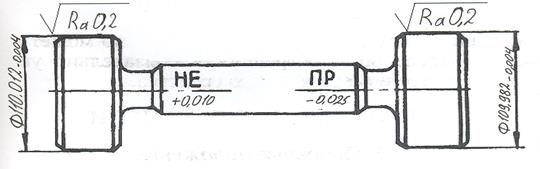
6.5. Строим схемы расположения полей и эскизы калибров для контроля отверстия и вала.
Пробка
Скоба
Рисунок 14. эскизы калибров для контроля отверстия и вала
РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ Основное положения При выполнении задачи необходимо по чертежу узла, а также задонному номинальному размеру и предельным отклонениям замыкающего звена (таблица 9 и рисунок 2, 3 приложение 32 [4]) составить линейную размерную цепь, изобразить ее схему и рассчитать допуски и предельные отклонения всех составляющих звеньев (прямая задача). Расчет следует произвести методом полной взаимозаменяемости (метод максимума – минимума) и вероятностным методом. Расчет вероятностным методом выполняется при условии рассеяния размеров всех звеньев по нормальному закону, при котором риск выхода размеров за пределы допуска составляет 0.27%. При этом коэффициенты относительной асимметрии звеньев равны нулю, т.е. математические ожидания размеров совпадает с серединами полей допусков. Исходные данные: Es0 = 0.10; Ei0 = –0.20; [A0] =2;
7.2.1 По заданным значениям номинального размера [A0] и предельных отклонений [ES0], [EI0] исходного (замыкающего) звена определяем его предельные размеры ([A0max], [A0min]), координата середины поля допуска [Δ c0] и допуск [T0]. [A0max] = [A0] + [ES0] = 2 + 0.10 = 2.10 мм; [A0min] = [A0] + [EI0] = 2 – 0.20 = 1.80 мм;
[T0] = [A0max] – [A0min] = 2.10 – 1.80 = 0.300 мм; 7.2.2 Определяем номинальное расчетное значение исходного звена. Если выполняется условие то размерная цепь составлена правильно.
A0 = [A0] = 2 = 2 – цепь составлена правильно. 7.2.3 Определяем среднее число единиц допуска зависимых звеньев:
7.2.4 По полученному значению ас определяем квалитет изготовления зависимых звеньев и их допуски (приложение 1, 2 [4]). Если расчетное значение ас не совпадает с табличным ат и ас имеет какое–то промежуточное значение, то на часть звеньев, более сложных в изготовлении, можно назначить допуски по ближайшему грубому квалитету, а на остольные – по более точному. Допуски на зависимые звенья берем по 9 квалитету IT9 (приложения 1, 2 [4]).
3IT9 T = 0.020мм; 4IT9 T = 0.03 мм; 29IT9 T = 0.050 мм;
300≤ 300 – условие выполняется. 7.2.5 Предельное отклонения для охватывающих размеров рекомендуется определять кА для основного отверстия (Н), для охватываемых – как для основного вала (h0, для свободных размеров (глубина отверстия, ширина уступа, межцентровое расстояние) их принимают симметричными (Js). 7.2.6 Определяем среднее и предельное отклонения и предельные размеры замыкающего звена.
7.2.7 Проверяем правильность назначения предельных отклонений из выполнения условия:
7.2.8 Уловия не выполняется прибегаем к решению размерной цепи с корректирующим звеном в следующей последовательности: а) на все зависимые соотношение звенья, кроме корректирующего, оставляют принятые значения предельных отклонений; б) определяем допуск корректирующего звена:
в) определяем среднее и предельное отклонения корректирующего звена:
Выбирае посадку на корректирующие звено е8 с предельным отклонением es = –40 мкм; ei = –73 мкм;
7.2.9 задачи размерных расчетов считается решенные
7.2.10 Результаты расчетов размерной цепи методом полной взаимозаменяемости занесем в таблицу 7.1. Таблица 7.1 Результаты расчетов размерной цепи (Метод взаимозаменяемости)
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 927; Нарушение авторского права страницы
 = 109.982
= 109.982  ;
;  = 109.992+0.006мм;
= 109.992+0.006мм;  = 109.97675+0.0025 мм;
= 109.97675+0.0025 мм; 




















 7.2 Методика решения прямой задачи методом взаимозаменяемости
7.2 Методика решения прямой задачи методом взаимозаменяемости 

 ;
;  ;
;  ;
; 









 ;
;  ;
; 
 достигнуто соотношение.
достигнуто соотношение.