
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В СОЕДИНЕНИЯХСтр 1 из 4Следующая ⇒
Введение Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля. Метрология, стандартизация и квалиметрия, изучает на основе системы стандартов вопросы количественной оценки качества технических изделий, обеспечения точности их геометрических и функциональных параметров как необходимого условия обеспечения взаимозаменяемости, надежности и долговечности, является научно–методическим фундаментом качества проектирования, производства, эксплуатации и ремонт машин и оборудования.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В СОЕДИНЕНИЯХ
В данном задании определяем предельные размеры, допуски, зазоры(натяги) для трех посадок: с зазором, с натягом и переходной: Исходные данные: номинальный размер d = 55 мм соединения посадки с зазоромН7/с8, с натягом Н7/r6, переходная k7/6 1.1 По СТСЭВ 144-75 (приложение 4-7.[4]) находим значения предельных отклонений размеров соединенных деталей и определяются их предельные размеры и допуски: 1.1.1 Для соединения с зазором:
а) для отверстия D max = DH + ES = 55+0.030 = 55, 030 мм; Dmin = DH + EI = 55+0 =55 мм; TD = D max - Dmin = ES – EI = 55, 030+55, 0 = 0, 030 мм;
б) для вала dmax = dн +es = 55- 0, 060 = 54, 940 мм; dmin = dн + ei = 55-0, 106=54, 894 мм; Td = dmax - dmin = es-ei = 54, 940+54, 894 =0, 046 мм.
1.1.2 Для соединения с натягом:
а) для отверстия D max = DH + ES = 55+0.030 = 55, 030 мм; Dmin = DH + EI = 55+0 =55 мм; TD = D max - Dmin = ES – EI = 55, 030+55, 0 = 0, 030 мм;
б) для вала dmax = dн +es = 55 + 0, 060 =55, 060 мм; dmin = dн + ei = 55+ 0, 041 = 55, 041 мм; Td = dmax - dmin = es-ei = 55, 041– 55, 041 = 0.019 мм;
1.1.3 Для переходного соединения:
а) для отверстия D max = DH + ES = 110+0.010 = 110.010 мм; Dmin = DH + EI = 110 – 0.025 = 109.975 мм; TD = D max - Dmin = 0.010+0.025 =0.035мм;
б) для вала dmax = dн +es = 110+0 = 110 мм; dmin = dн + ei = 110 – 0.022 = 109.978 мм; Td = dmax - dmin = es-ei = 0+ 0.022 = 0.022мм;
1.2 Определяем предельные и средние зазоры (натяги) и допуски пасадок
а) посадки с зазором
Smax = Dmax– dmin = ES – ei = 55, 030+54, 894 = 0, 136 мм; Smin = Dmin – dmax = EI – es = 55, 0+54, 940 = 0, 060 мм; Sс = 0.5(Smax+ Smin) =0.5(0, 136+0, 060) = 0, 098 мм; TS = Smax – Smin = TD + Td = 0, 030 +0, 046 =0, 076 мм;
б) для посадки с гарантированным натягом
Nmax = dmax – Dmin =es – EI = 55 –0 = 0.076 мм; Nmin = dmin – Dmax = ei –ES = 0.054– 0.035 = 0.019 мм; Nc = 0.5(Nmax + Nmin) = 0.5(0.076 + 0.019) = 0.0475 мм; TN = Nmax+ Nmin = TD + Td = 0.035+0.022 = 0.057 мм;
в) для переходной посадки
Nmax = dmax – Dmin = es – EI = 0 + 0.025 = 0.0025 мм; Smax = Dmax– dmin = ES – ei = 0.010 +0.022 = 0.032 мм; TN(S) = TD +Td = 0.035 + 0.022 = 0.057 мм;
1.3 Выбираем шероховатость соприкосаемых поверхностей (приложение 10) и вид окончательной механической обработки деталей (приложение 11)
а) для соединения с зазором. Шероховатость поверхности отверстия 3, 2 мкм; Вид механической обработки: развертывание чистовое. Шероховатость прочности вала 3.2 мкм; Вид механической обработки: обмачивание продольной подачей чистовое
б) для соединения с натягом. Шероховатость поверхности отверстия 3.2 мкм; Вид механической обработки: развертывание чистовое Шероховатость поверхности вала 1.6 мкм; Вид механической обработки: полирование обычное
в) для переходного соединения Шероховатость поверхности отверстия 3, 2 мкм;. Вид механической обработки: развертывание чистовое Шероховатость поверхности вала 1.6 мкм; Вид механической обработки: полирование обычное
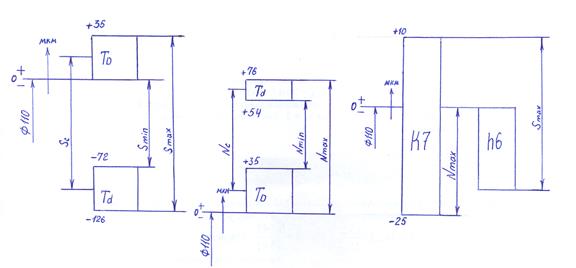
1.4 Строим схемы расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров и натягов. Схемы расположений допусков. посадки с зазором посадки с натягом переходной посадки
Рисунок 1. Схема расположения полей допусков посадки с зазором
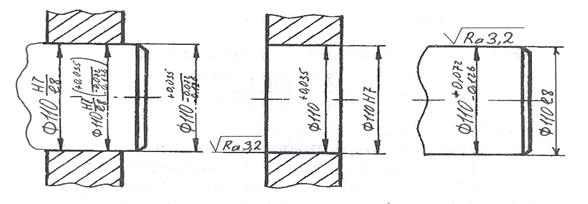
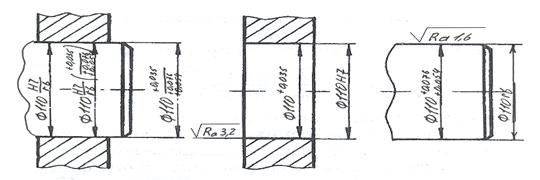
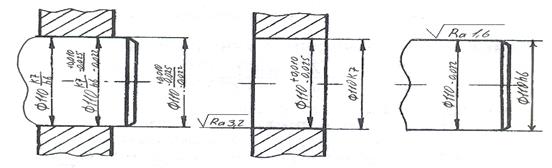
1.5 Вычерчиваем эскизы соеденении и проставляем условные обозначения и цифровые значения расположенная полей допусков и шероховатостей поверхностей (рисунок 4–6).
Эскизы соединения с зазором и соединяемых деталей
Эскизы соединения с натягом и соединяемых деталей
Эскизы переходного соединения и соединяемых деталей
Рисунок 2. Эскизы соединения и соединяемых деталей
РАСЧЕТ И ВЫБОР ПОСАДОК
РАСЧЕТ РАЗМЕРНОЙ ЦЕПИ Основное положения При выполнении задачи необходимо по чертежу узла, а также задонному номинальному размеру и предельным отклонениям замыкающего звена (таблица 9 и рисунок 2, 3 приложение 32 [4]) составить линейную размерную цепь, изобразить ее схему и рассчитать допуски и предельные отклонения всех составляющих звеньев (прямая задача). Расчет следует произвести методом полной взаимозаменяемости (метод максимума – минимума) и вероятностным методом. Расчет вероятностным методом выполняется при условии рассеяния размеров всех звеньев по нормальному закону, при котором риск выхода размеров за пределы допуска составляет 0.27%. При этом коэффициенты относительной асимметрии звеньев равны нулю, т.е. математические ожидания размеров совпадает с серединами полей допусков. Исходные данные: Es0 = 0.10; Ei0 = –0.20; [A0] =2;
7.2.1 По заданным значениям номинального размера [A0] и предельных отклонений [ES0], [EI0] исходного (замыкающего) звена определяем его предельные размеры ([A0max], [A0min]), координата середины поля допуска [Δ c0] и допуск [T0]. [A0max] = [A0] + [ES0] = 2 + 0.10 = 2.10 мм; [A0min] = [A0] + [EI0] = 2 – 0.20 = 1.80 мм;
[T0] = [A0max] – [A0min] = 2.10 – 1.80 = 0.300 мм; 7.2.2 Определяем номинальное расчетное значение исходного звена. Если выполняется условие то размерная цепь составлена правильно.
A0 = [A0] = 2 = 2 – цепь составлена правильно. 7.2.3 Определяем среднее число единиц допуска зависимых звеньев:
7.2.4 По полученному значению ас определяем квалитет изготовления зависимых звеньев и их допуски (приложение 1, 2 [4]). Если расчетное значение ас не совпадает с табличным ат и ас имеет какое–то промежуточное значение, то на часть звеньев, более сложных в изготовлении, можно назначить допуски по ближайшему грубому квалитету, а на остольные – по более точному. Допуски на зависимые звенья берем по 9 квалитету IT9 (приложения 1, 2 [4]).
3IT9 T = 0.020мм; 4IT9 T = 0.03 мм; 29IT9 T = 0.050 мм;
300≤ 300 – условие выполняется. 7.2.5 Предельное отклонения для охватывающих размеров рекомендуется определять кА для основного отверстия (Н), для охватываемых – как для основного вала (h0, для свободных размеров (глубина отверстия, ширина уступа, межцентровое расстояние) их принимают симметричными (Js). 7.2.6 Определяем среднее и предельное отклонения и предельные размеры замыкающего звена.
7.2.7 Проверяем правильность назначения предельных отклонений из выполнения условия:
7.2.8 Уловия не выполняется прибегаем к решению размерной цепи с корректирующим звеном в следующей последовательности: а) на все зависимые соотношение звенья, кроме корректирующего, оставляют принятые значения предельных отклонений; б) определяем допуск корректирующего звена:
в) определяем среднее и предельное отклонения корректирующего звена:
Выбирае посадку на корректирующие звено е8 с предельным отклонением es = –40 мкм; ei = –73 мкм;
7.2.9 задачи размерных расчетов считается решенные
7.2.10 Результаты расчетов размерной цепи методом полной взаимозаменяемости занесем в таблицу 7.1. Таблица 7.1 Результаты расчетов размерной цепи (Метод взаимозаменяемости)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Допуски и посадки: Справочник: В 2 ч. /В. Д. Мягков, М. А. Палей, А. Б. Романов, В. А. Брагинский. Л.: Машиностроение, 1983. 2.Допуски и посадки: Справочник: В 2 ч. /М. А. Палей, А. Б. Романов, В. А. Брагинский Л.: Политехника, 1991. 3.Серый И. С. Взаимозаменяемость, стандартизация и техническое изделие. М.: Агропомиздат, 1987. 367. 4. Курсовое проектирование по метрологии, стандартизации и квалитрии: Учеб. Пособие / П. В. Сенин. – Саранск: Изд–во Мордов. ун–та, 1997. –80 с. – ISBN 5 – 7103 – 0352 –6.
Реферат
РАЗМЕР, ПОСАДКА, ДОПУСК, ОТКЛОНЕНИЕ, ОТВЕРСТИЕ, ВАЛ. Цель курсовой работы: систематизация, закрепление и расширение теоретических знаний и их применение для решения конкретных научно-технических и производственных задач. Полученные результаты: определены зазоры и натяги в соединениях, рассчитаны и выбраны посадки с зазором и натягом, рассчитаны и выбраны посадки для соединений с подшипником качения, выбраны посадки шпоночных соединений, шлицевых соединений, рассчитаны исполнительные размеры рабочих калибров и выбраны универсальные средства измерений, рассчитана размерная цепь.
Содержание Введение ………………………………………………………………….…… 1. Определение зазоров и натягов в соединениях……………………..5 2. Расчет и выбор посадок……………………………………………….11 Расчет и выбор посадок с зазором……………………………….11 Расчет и выбор посадок с натягом……………………….………13 Выбор переходных посадок и определение вероятности появления соединений с натягом и зазором………..….……….16 3. Расчет и выбор посадок для соединений с подшипником качения.. 18 4. Выбор посадок шпоночных соединений…………………….………21 5. Выбор посадок шлицевых соединений……………………….……..23 6. Расчет исполнительных размеры рабочих калибров и выбор универсальных средств измерений……………………………….…26 7. Расчет размерной цепи……………………………………………….30 Библиографический список…………………………………………………..36
Введение Повышение качества продукции – одно из главных условий подъема экономики. Успешное решение проблему повышения качества продукции определяется рядом технических, организационных, экономических факторов. Сегодня, когда для производства одной машины необходимо взаимодействие между несколькими предприятиями различных отраслей промышленности, вопросы качества продукции требуют для своего решения дальнейшего развития и совершенствования системы стандартизации. Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля. Взаимозаменяемость требует определенного уровня измерительной техники, также являющейся объектов стандартизации. Поэтому подготовка современного инженера включает освоение широкого круга вопросов, связанных со стандартизацией, взаимозаменяемостью и сертификацией.
Введение Одним из основных условий, способствующих повышению качества изготовления и ремонта машин при наименьших затратах, является внедрение в производство принципов взаимозаменяемости, прогрессивных технологий и методов контроля. Метрология, стандартизация и квалиметрия, изучает на основе системы стандартов вопросы количественной оценки качества технических изделий, обеспечения точности их геометрических и функциональных параметров как необходимого условия обеспечения взаимозаменяемости, надежности и долговечности, является научно–методическим фундаментом качества проектирования, производства, эксплуатации и ремонт машин и оборудования.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В СОЕДИНЕНИЯХ
В данном задании определяем предельные размеры, допуски, зазоры(натяги) для трех посадок: с зазором, с натягом и переходной: Исходные данные: номинальный размер d = 55 мм соединения посадки с зазоромН7/с8, с натягом Н7/r6, переходная k7/6 1.1 По СТСЭВ 144-75 (приложение 4-7.[4]) находим значения предельных отклонений размеров соединенных деталей и определяются их предельные размеры и допуски: 1.1.1 Для соединения с зазором:
а) для отверстия D max = DH + ES = 55+0.030 = 55, 030 мм; Dmin = DH + EI = 55+0 =55 мм; TD = D max - Dmin = ES – EI = 55, 030+55, 0 = 0, 030 мм;
б) для вала dmax = dн +es = 55- 0, 060 = 54, 940 мм; dmin = dн + ei = 55-0, 106=54, 894 мм; Td = dmax - dmin = es-ei = 54, 940+54, 894 =0, 046 мм.
1.1.2 Для соединения с натягом:
а) для отверстия D max = DH + ES = 55+0.030 = 55, 030 мм; Dmin = DH + EI = 55+0 =55 мм; TD = D max - Dmin = ES – EI = 55, 030+55, 0 = 0, 030 мм;
б) для вала dmax = dн +es = 55 + 0, 060 =55, 060 мм; dmin = dн + ei = 55+ 0, 041 = 55, 041 мм; Td = dmax - dmin = es-ei = 55, 041– 55, 041 = 0.019 мм;
1.1.3 Для переходного соединения:
а) для отверстия D max = DH + ES = 110+0.010 = 110.010 мм; Dmin = DH + EI = 110 – 0.025 = 109.975 мм; TD = D max - Dmin = 0.010+0.025 =0.035мм;
б) для вала dmax = dн +es = 110+0 = 110 мм; dmin = dн + ei = 110 – 0.022 = 109.978 мм; Td = dmax - dmin = es-ei = 0+ 0.022 = 0.022мм;
1.2 Определяем предельные и средние зазоры (натяги) и допуски пасадок
а) посадки с зазором
Smax = Dmax– dmin = ES – ei = 55, 030+54, 894 = 0, 136 мм; Smin = Dmin – dmax = EI – es = 55, 0+54, 940 = 0, 060 мм; Sс = 0.5(Smax+ Smin) =0.5(0, 136+0, 060) = 0, 098 мм; TS = Smax – Smin = TD + Td = 0, 030 +0, 046 =0, 076 мм;
б) для посадки с гарантированным натягом
Nmax = dmax – Dmin =es – EI = 55 –0 = 0.076 мм; Nmin = dmin – Dmax = ei –ES = 0.054– 0.035 = 0.019 мм; Nc = 0.5(Nmax + Nmin) = 0.5(0.076 + 0.019) = 0.0475 мм; TN = Nmax+ Nmin = TD + Td = 0.035+0.022 = 0.057 мм;
в) для переходной посадки
Nmax = dmax – Dmin = es – EI = 0 + 0.025 = 0.0025 мм; Smax = Dmax– dmin = ES – ei = 0.010 +0.022 = 0.032 мм; TN(S) = TD +Td = 0.035 + 0.022 = 0.057 мм;
1.3 Выбираем шероховатость соприкосаемых поверхностей (приложение 10) и вид окончательной механической обработки деталей (приложение 11)
а) для соединения с зазором. Шероховатость поверхности отверстия 3, 2 мкм; Вид механической обработки: развертывание чистовое. Шероховатость прочности вала 3.2 мкм; Вид механической обработки: обмачивание продольной подачей чистовое
б) для соединения с натягом. Шероховатость поверхности отверстия 3.2 мкм; Вид механической обработки: развертывание чистовое Шероховатость поверхности вала 1.6 мкм; Вид механической обработки: полирование обычное
в) для переходного соединения Шероховатость поверхности отверстия 3, 2 мкм;. Вид механической обработки: развертывание чистовое Шероховатость поверхности вала 1.6 мкм; Вид механической обработки: полирование обычное
1.4 Строим схемы расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров и натягов. Схемы расположений допусков. посадки с зазором посадки с натягом переходной посадки
Рисунок 1. Схема расположения полей допусков посадки с зазором
1.5 Вычерчиваем эскизы соеденении и проставляем условные обозначения и цифровые значения расположенная полей допусков и шероховатостей поверхностей (рисунок 4–6).
Эскизы соединения с зазором и соединяемых деталей
Эскизы соединения с натягом и соединяемых деталей
Эскизы переходного соединения и соединяемых деталей
Рисунок 2. Эскизы соединения и соединяемых деталей
РАСЧЕТ И ВЫБОР ПОСАДОК
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 10932; Нарушение авторского права страницы
 7.2 Методика решения прямой задачи методом взаимозаменяемости
7.2 Методика решения прямой задачи методом взаимозаменяемости 

 ;
;  ;
;  ;
; 









 ;
;  ;
; 
 достигнуто соотношение.
достигнуто соотношение. Данная курсовая работа содержит 36 страницы, 17 рисунков, 1 схему, 7 таблиц, библиографический список состоит из 4 источников.
Данная курсовая работа содержит 36 страницы, 17 рисунков, 1 схему, 7 таблиц, библиографический список состоит из 4 источников.