Распределение исполнителей по специальностям и квалификации
4.7 Подбор технологического оборудования
Подбор технологического оборудования, организационной и технологической оснастки для объекта проектирования осуществляется с учетом рекомендаций типовых проектов рабочих мест в АТП, Руководства по диагностике технического состояния подвижного состава и табеля гаражно-технологического оборудования.
К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, всевозможные приборы и приспособления, занимающие самостоятельную площадь на планировке, необходимые для выполнения работ по ТО, ТР и диагностированию подвижного состава.
К организационной оснастке относят производственный инвентарь (верстаки, стеллажи, подставки, шкафы, столы) занимающие самостоятельную площадь на планировке.
К технологической оснастке относят всевозможный инструмент, приспособления, приборы, необходимые для выполнения работ по ТО, ТР и диагностированию подвижного состава, не занимающий самостоятельной площади на планировке.
При выборе технологического оборудования и организационной оснастки следует учитывать, что количество многих видов стендов, установок и приспособлений не зависит от числа работающих в цехе, тогда как верстаки или рабочие столы принимаются исходя из числа рабочих, занятых в наиболее нагруженной смене.
Технологическое оборудование и организационная оснастка
| Наименование
| Тип или модель
| Количество
| Размеры в плане, мм
| Общая площадь, м²
|
|
|
|
|
|
|
| Подъемник для грузовых автомобилей и автобусов
| ПУ-10-02
|
| 900× 1124× 2570
| 3, 96
|
| Гайковерт для гаек колес
| И-330
|
| 1100× 650× 1100
| 2, 86
|
| Нагнетатель смазочный
| С-104М
|
| 1638× 870× 710
| 5, 56
|
| Колонка воздухораздаточная для автомобилей
| С411
|
| 430× 400× 325
| 0, 17
|
| Компрессор
| 1105-В5
|
| 2350× 700× 1950
| 1, 6
|
| Пожарный щит
| Собственного изготовления
|
| 500× 400
| 0, 2
|
| Установка передвижная для сбора отработанного масла
| С-508
|
| 730× 550× 1080
| 1, 60
|
| Верстак слесарный
|
|
| 1000× 500× 1600
|
|
| Передвижная инструментальная тележка
| ПИМ-507
|
| 700× 400× 800
| 1, 12
|
| Установка заправочная для моторных масел
| С-223-1
|
| 540× 730х1000
| 1, 57
|
| Установка заправочная для трансмиссионных масел
| С-223-1
|
| 540× 730х1000
| 1, 57
|
| Ларь для обтирочных материалов
|
|
| 800× 400× 60
| 0, 3
|
| Ларь для отходов
|
|
| 800× 400× 60
| 0, 3
|
| ИТОГО:
| 22, 81
|
Технологическая оснастка
| Наименование
| Модель, ГОСТ
| Количество
|
| Прибор для проверки пневматического привода тормозной системы грузовых автомобилей и автобусов
| К-235М
|
|
| Линейка для проверки схождения колес автомобилей
| ПСК-ЛГ
|
|
| Стробоскоп
| Джет-Дизель
|
|
| Люфтомер рулевого управления
| К-524
|
|
| Аптечка
|
|
|
| Комплект аккумуляторщика
| Э412
|
|
| Комплект ключей гаечных с открытым зевом
| И-153
|
|
| Комплект ключей гаечных с открытым зевом
| КГД-5
|
|
| Комплект ключей гаечных кольцевых
| И-154
|
|
| Комплект торцевых ключей
| 2336-М2
|
|
| Комплект торцевых ключей
| И-157
|
|
| Инструмент для ТО и ремонта рулевых управлений автомобилей с гидроусилителем
| И-135
|
|
| Инструмент для ТО и ремонта электрооборудования автомобилей
| И-139
|
|
| Ключ с контролируемым крутящим моментом
| К-140
|
|
| Тиски
| Т-1
|
|
4.8 Расчет производственной площади объекта проектирования
В проектах по зонам технического обслуживания, диагностике и зоне текущего ремонта расчет производственной площади производится по формуле:
 ,
,  ,
,
 (40x10 м)
(40x10 м)
где  - площадь горизонтальной проекции автомобиля,
- площадь горизонтальной проекции автомобиля,
 -количество постов в зоне ТО, ТР и постов диагностики (принимается по данным расчетам в п. 4.5);
-количество постов в зоне ТО, ТР и постов диагностики (принимается по данным расчетам в п. 4.5);
 – суммарная площадь горизонтальной проекции оборудования, расположенного вне площади, занятой постами или линиями, м2
– суммарная площадь горизонтальной проекции оборудования, расположенного вне площади, занятой постами или линиями, м2
 – коэффициент плотности расстановки постов и оборудования
– коэффициент плотности расстановки постов и оборудования
5.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
Проверка и регулировка тепловых зазоров в механизме газораспределения двигателя ЯМЗ-236НЕ
Инструмент, приспособления и материалы: ключ гаечный 17X19 мм, гаечная головка 24 мм, динамометрическая рукоятка (МКР = 5...25 кгс-м), щуп пластинчатый, ломик для поворота коленчатого вала.
Содержание работ и технические условия
1. Проверить зазоры между носками коромысел и торцами клапанов в такой последовательности:
отключить аккумуляторные батареи от «массы» автомобиля;
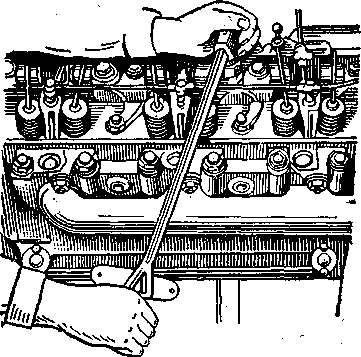
Рис. 71. Проверка затяжки болтов крепления осей коромысел
выключить подачу топлива, установив рукоятку ручного управления в крайнее переднее положение;
отвернуть барашки крепления крышки головок цилиндров и снять крышки;
проверить динамометрическим ключом (рис. 71) затяжку болтов крепления осей коромысел; момент затяжки должен быть 12—15 кгс-м;
провернуть коленчатый вал двигателя с помощью ломика, вставляемого в отверстия маховика, по ходу часовой стрелки (со стороны вентилятора) до полного закрытия впускного клапана первого цилиндра, после чего еще провернуть коленчатый вал на 1/4—1/3 оборота;
проверить щупом зазоры между носками коромысел и торцами клапанов в обоих клапанах первого цилиндра;
зазор, замеренный на холодном двигателе, должен быть 0, 25—0, 30 мм
(при проверке на двигателе из-за возможного биения сопрягаемых деталей распределительного механизма тепловые зазоры должны быть 0, 20—0, 35 мм, а в процессе эксплуатации допускается увеличение до 0, 40 мм).
2. Если величина зазора выходит за пределы указанных величин, необходимо отрегулировать зазор в такой последовательности:
ослабить контргайку регулировочного винта;
вставить в зазор между носком коромысла и торцом клапана щуп толщиной 0, 25 мм и вращать винт до упора носка коромысла в щуп;
затянуть контргайку, придерживая регулировочный винт отверткой;
вынуть щуп и проверить величину зазора. Щуп толщиной 0, 25 мм должен входить при легком нажиме, толщиной 0, 30 мм — с усилием.
3. Провернуть коленчатый вал в направлении вращения до полного закрытия впускного клапана пятого цилиндра и дополнительно повернуть еще на 1/4—1/3 оборота, проверить и отрегулировать зазоры в вышеописанном порядке.
4. Зазоры между носками коромысел и торцами клапанов регулировать в порядке работы двигателя: 1—5—4—2—6—3— 7—8.
5. После регулировки зазоров пустить двигатель и прослушать его работу. При появлении стука клапанов необходимо остановить двигатель и вновь проверить зазоры.
6. Поставить наместо и закрепить крышки головок цилиндров, проверить состояние прокладок. Течи масла быть недолжно.
| Расчет уровня механизации
|
6. РАСЧЕТ УРОВНЯ МЕХАНИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ НА ОБЪЕКТЕ ПРОЕКТИРОВАНИЯ
Уровень механизации производственных процессов определяется двумя показателями:
· степенью охвата рабочих механизированным трудом;
· уровнем механизированного труда в общих трудозатратах.
Популярное:
