|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЭКСПЛУАТАЦИЯ ЛИНЕЙНЫХ ИЗОЛЯТОРОВ
Изоляторы на воздушных линиях предназначены для изоляции проводов от заземленных элементов опор. Они изготовляются из фарфора, закаленного щелочного стекла, стеклопластиков и других материалов. Механические свойства стеклянных изоляторов выше, чем фарфоровых, а эксплуатация их проще, так как измерения их электрической прочности не требуется, поскольку при электрическом пробое или механическом воздействии стеклянная тарелка изолятора не растрескивается, а рассыпается, что легко обнаруживается при осмотрах. По конструктивному исполнению изоляторы подразделяют на подвесные, штыревые и стержневые. Стержневые фарфоровые изоляторы не нашли широкого распространения, так как были случаи полного их разрушения с падением провода на землю. Линейные подвесные изоляторы собирают в гирлянды, которые бывают поддерживающими и натяжными. Число и тип изоляторов в гирляндах выбирают в зависимости от номинального напряжения линии, материала опор (металлические, железобетонные, деревянные), загрязненности атмосферы в местах прохождения линии и т. д. Практически число изоляторов в гирляндах наиболее часто принимают согласно табл. 12.1. Таблица 12.1. Число изоляторов в поддерживающих гирляндах на металлических и железобетонных опорах
Линейные изоляторы работают при непрерывно изменяющихся условиях окружающей среды (температура, туман, атмосферные осадки в виде дождя, снега и т. д.). Они подвергаются постоянному воздействию рабочего напряжения, периодическим воздействиям грозовых и коммутационных перенапряжений; испытывают значительные механические нагрузки от массы и тяжения проводов. В результате воздействия всех этих факторов изоляторы со временем «стареют» — снижают свои электрические и механические характеристики. Дефектные изоляторы обнаруживаются при осмотрах и ревизиях ВЛ. Кроме того, не реже 1 раза в 6 лет проводится контроль электрической прочности подвесных фарфоровых изоляторов штангой. Измерение электрической прочности стеклянных изоляторов в эксплуатации не проводится: их состояние определяется визуально при осмотрах линий. Контроль изоляторов штангой заключается в измерении распределения напряжения по отдельным изоляторам гирлянды. Сумма измеренных на изоляторах напряжений должна всегда равняться приложенному к гирлянде фазному напряжению. Признаком дефектности считается резкое снижение напряжения на изоляторе (рис 12 1) Дефектным считается изолятор, значение напряжения на котором менее 50 % напряжения, приходящегося на исправный изолятор. В большинстве случаев при замене дефектных изоляторов гирлянды на землю не опускают. Для этого применяют специальные стяжные устройства (рис. 12.2), принимаю- Рис. 12.1. Кривые распределения напряжения по элементам гирлянды изоляторов ВЛ 110 кВ: 1 — при отсутствии дефектных изоляторов; 2 — при пятом дефектном изоляторе
Рис. 12.2. Применение стяжного устройства для замены дефектного изолятора в натяжной гирлянде: щие на себя тяжения проводов и позволяющие расцепить гирлянду для замены дефектного изолятора. В необходимых случаях замену дефектных изоляторов производят без снятия напряжения с ВЛ. При этом.используются изолирующие тяги, подвесные лестницы, телескопические вышки с изолирующими звеньями из дельта-древесины и другие приспособления. Для повышения надежности работы изоляторов ВЛ в зонах с загрязненной атмосферой применяются покрытия
изоляторов тонким слоем гидрофобных (водоотталкивающих) веществ, например пасты ОРГРЭС-150 или кремний-органического вазелина КВ-3. Гидрофобные вещества препятствуют образованию сплошной пленки воды на поверхности изолятора. Принимаются также специальные изоляторы с большей длиной пути утечки тока по поверхности изолятора. 12.6.ЭКСПЛУАТАЦИЯ ЛИНЕЙНОЙ АРМАТУРЫ К линейной арматуре относятся устройства, с помощью которых гирлянды крепятся к траверсам опор, а провода — к гирляндам изоляторов. Гасители вибрации, дистанционные распорки, защитные кольца, различного рода соединительные зажимы проводов и тросов также считаются линейной арматурой. Линейная арматура подразделяется на сцепную, предназначенную для крепления гирлянд изоляторов и тросов к опорам и составления гирлянд из изоляторов; поддерживающую, применяемую для креплений проводов к гирляндам изоляторов; натяжную, служащую для крепления и удержания проводов и тросов в натянутом состоянии. Все детали линейной арматуры изготовляются из черных металлов и оцинковываются, так как главной причиной их повреждения является коррозия. Для защиты от коррозии арматура покрывается защитной электротехнической смазкой (ЗЭС). Дефекты и изношенность арматуры в эксплуатации выявляются при осмотрах. Сцепная арматура заменяется, если площадь сечений ее ослаблена коррозией более чем на 20%. Способы замены дефектной арматурой аналогичны способам замены изоляторов. 12.7.ЭКСПЛУАТАЦИЯ И РЕМОНТ ПРОВОДОВ, ТРОСОВ И ИХ СОЕДИНИТЕЛЬНЫХ ЗАЖИМОВ Для воздушных линий применяются неизолированные провода сталеалюминиевые> алюминиевые, из алюминиевых сплавов и др. По конструкции провода делят на многопроволочные и полые. Грозозащитные тросы применяются для защиты ВЛ от атмосферных перенапряжений. В качестве грозозащитных тросов используются стальные канаты, стальные и стале-алюминиевые провода. Концы проводов и тросов в пролетах линий и петлях анкерных опор соединяются при помощи соединительных зажимов. Эти соединения должны противостоять механическим нагрузкам и атмосферным воздействиям так же хоро-
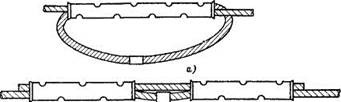
Рис. 12.3. Контактные соединения проводов и тросов: а — овальный соединительный зажим; б — соединение способом обжатия; в — соединение способом скручивания; г — прессуемый соединительный зажим для ста-леалюминиевых проводов; / — алюминиевый корпус; 2 — стальная трубка для соединения стальной части провода; I — прессуемый участок корпуса шо, как и провода. В связи с этим контактные соединения проводов и тросов должны иметь механическую прочность ие менее 90 % временного сопротивления на разрыв целого провода (или троса). Электрическое переходное сопротивление контактного зажима доллшо быть примерно равНьш сопротивлению целого участка провода такой жеДЛИНЫ. Соединения проводов в пролетах ВЛ выполняются при помощи соединительных зажимов, обжатием, скручиванием, опрессовкой (рис. 12.3). Болтовые зажимы для соединения проводов и тросов в пролетах не применяются. При соединении проводов способом обжатия очищенные от грязи концы проводов смазывают смазкой ЗЭС и вводят внахлестку в соединитель. Обжатие соединителей (рис. 12.3, б) производят монтажными клещами или гидравлическим прессом, например типа МГП-12, развивающим рабочее усилие 12 т. Соединение проводов способом скручивания овального соединительного зажима (типа СОАС или СОС) выполняют при помощи специального приспособления МИ-190, МИ-230. При этом соединитель с введенным в него проводом скручивается на 2—4, 5 оборота. Для соединения стале-алюминиевых проводов применяют соедините чи фасонного сечения (рис. 12.3, г). После соответствующей подготовки соединяемых концов провода сначала впрессовывается его стальная часть стальной трубкой, а затем алюминиевый корпус надвигается на стальную трубку и опрессовывается. Опрессование производится гидравлическим прессом. Для защиты контактных зажимов от агрессивных сред в процессе монтажа применяется смазка ЗЭС или технический вазелин, заполняющие свободное пространство между жилами провода и зажимом. Достаточно надежным способом соединения проводов ВЛ является термитная сварка. Сварка выполняется с применением термитных патронов при помощи специальных сварочных приспособлений, подающих провода навстречу друг другу внутри термитного патрона во время сварки. Сварка происходит благодаря сгоранию термитной массы, поджигаемой термитной спичкой. Сварные соединения в пролетах проводов ВЛ выполняются совместно с установкой прессуемых соединительных зажимов (рис. 12.4). При таком сочетании сварное соединение создает хороший переходной электрический контакт, а прессуемый соединительный зажим воспринимает механическую нагрузку. Соединительные зажимы не подвергаются никаким механическим испытаниям. Электрические характеристики их определяют измерением переходного сопротивления (см. § 2.7). Периодичность контроля переходного сопротивления болтовых зажимов установлена 1 раз в 6 лет. Электрические измерения соединительных зажимов, выполненных обжатием, скруткой, опрессованием и сваркой, во время эксплуатации не производятся. Часто встречающимися в эксплуатации повреждениями проводов и тросов являются частичные обрывы проволок. Если число поврежденных или оборванных проволок не бо-
б) Рис. 12.4. Сварные соединения проводов в пролете ВЛ: а — в виде петли; б — с шунтом лее четырех, их закрепляют бандажами, при большем числе устанавливают ремонтные муфты способом опрессова-ния. При значительном уменьшении площади поперечного сечения (более 34%) поврежденный участок провода или троса вырезается и заменяется новым. При эксплуатации проводов и тросов ведется наблюдение за стрелами их провеса, которые не должны отличаться более чем на +5 % от проектных. Для предотвращения коррозии стальных тросов их покрывают антикорозионными покрытиями. Популярное:
|
Последнее изменение этой страницы: 2016-07-14; Просмотров: 894; Нарушение авторского права страницы