
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Понятие хрупкости. Способы снижения склонности сварных соединений к хрупким разрушениям.
Хрупкость – это способность тела разрушаться без заметной пластической деформации. Причинами хрупкости металлов являются: Структура и свойства материала. Вид напряженного состояния. Скорость деформирования. Условия эксплуатации. Технологические факторы Способы: Конструктивное оформление отдельных элементов, уменьшающее концентрацию рабочих и остаточных напряжений. Назначение последовательности сборочно-сварочных операций и технологических приемов выполнения сварных соединений, исключающих резкие концентраторы напряжений в зоне пластических деформаций, в том числе дефекты в виде трещин, непроваров, подрезов. Применение присадочных материалов и режимов сварки, обеспечивающих высокую пластичность и вязкость металла швов при низких температурах. Выбор основного металла из условий: слабой склонности металла к деформационному старению, достаточно высокой сопротивляемости распространению разрушений при эксплуатационных температурах. Применение термической и механической обработки деталей после сварки. Например, использование высокого отпуска позволяет восстановить пластические свойства металла, утраченные в результате закалки, протекания пластических деформаций или старения металла. Снижение остаточных напряжений сводит к минимуму потенциальную энергию, накопленную конструкцией при сварке. Для перлитных сталей возможно применение нормализации или закалки с отпуском. Применение поверхностной механической обработки (наклепа) создает в металле остаточные напряжения сжатия, которые в определенной степени компенсируют напряжения растяжения от процесса сварки, что в результате приводит к снижению общего напряженного состояния. Система автоматического регулирования проплавления с воздействием на пространственное положение дуги. Эта система используется при сварке в CO., поворотных кольцевых стыков труб с V-образной разделкой кромок. Пространственное положение дуги изменяют, вводя поперечные колебания электрода. Функциональная схема системы приведена на рис.
В некоторых случаях механические устройства для колебания электрода могут быть заменены магнитными. Наложение знакопеременного магнитного поля вдоль оси шва вызывает поперечные колебания дуги. Изменяя параметры магнитного поля (напряженность), можно изменить амплитуду поперечных колебаний дуги, а следовательно, формирование шва. Плазменная резка листового проката. Применяемое оборудование. Плазменно – дуговая резка основана на плавлении металла в зоне реза электрической дугой и образующейся в ней струи плазмы рабочего газа. Рабочим газом при плазменно-дуговой резке являются аргон, азот, смеси аргона и азота с водородом, кислород в смеси с азотом, сжатым воздух. Плазменно – дуговая резка применяется для малоуглеродистых и низколегированных сталей толщиной до 28 мм, коррозионно-стойких сталей толщиной до 60…80 мм, алюминиевых сплавов, меди и ее сплавов Машины для кислородной и плазменно-дуговой резки делятся на универсальные, и специальные для выполнения какой-либо определенной оперции. Универсальные машины изготавливают стационарными и переносными. Типы и основные параметры машин для плазменно-дуговой резки металлов установлены ГОСТ 6514-73. Машины для плазменно-дуговой резки комплектуются режущим плазморезом (резаком), источником питания дуги электрическим током и плазмообразующей рабочей средой. К специальным машинам относят машины для прямой и фигурной резки труб, для вырезки отверстий в трубах и обечайках, фланцерезах, установки для резки больших толщин металла и т.д. Что является исходными данными для проектирования сборочно-сварочных приспособлений? Задание на проектирование. Проектирование специальной сборочно-сварочной технологической оснастки ведется на основании технических заданий, разработанных в соответствии с технологическим процессом изготовления изделия и утвержденных главным технологом или главным сварщиком предприятия. Техническое задание включает: 1) технологический процесс сборки и сварки; 2) чертежи изделия (уточненный экземпляр); 3) базовые и установочные поверхности собираемых в установке (приспособлении) деталей; 4) схему расположения зажимных элементов, их тип и развиваемые ими усилия; 5) характер работы установки (приспособления) - подъемное, поворотное, подъемно-поворотное; 6) задание на проектирование встроенной в установку (стенд) вытяжной, (из зоны сварки) вентиляции; 7) рабочее давление в цеховой пневмосети; 8) рабочее напряжение электросети; 9) коэффициент сменности, режим работы и характер производства. В техническом задании должен быть решен вопрос о способах загрузки изделия в технологическую оснастку и о связи ее с общим технологическим потоком изготовления.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1091; Нарушение авторского права страницы
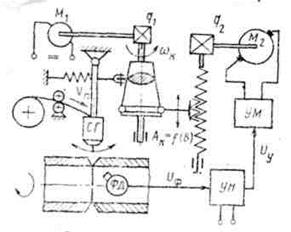 Датчик системы — фотодиод ФД располагают внутри свариваемых труб и визируют на формируемый корень шва. На выходе датчика формируется сигнал, пропорциональный размерам обратного валика. При отклонении размеров валика от номинального в системе вырабатывается сигнал рассогласования Uу = k(Uф- Uз), который после усиления в блоках УН и УМ приводит в движение двигатель М2. Последний через редуктор q2 перемещает в вертикальном направлении профилированный кулачок и изменяет амплитуду колебаний сварочной горелки СГ как функцию сигнала рассогласования. С увеличением проплавления амплитуда колебаний также увеличивается, тепловой поток от дуги рассредоточивается по большей площади, проплавление стыка возвращается к заданному.
Датчик системы — фотодиод ФД располагают внутри свариваемых труб и визируют на формируемый корень шва. На выходе датчика формируется сигнал, пропорциональный размерам обратного валика. При отклонении размеров валика от номинального в системе вырабатывается сигнал рассогласования Uу = k(Uф- Uз), который после усиления в блоках УН и УМ приводит в движение двигатель М2. Последний через редуктор q2 перемещает в вертикальном направлении профилированный кулачок и изменяет амплитуду колебаний сварочной горелки СГ как функцию сигнала рассогласования. С увеличением проплавления амплитуда колебаний также увеличивается, тепловой поток от дуги рассредоточивается по большей площади, проплавление стыка возвращается к заданному.