
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Источники теплоты при сварке. Эквивалентная электрическая схема. Характер изменения сопротивления зоны сварки.
Сумму сопротивлений Составляющие электрических сопротивлений рассчитывают в условиях холодного и горячего состояний контакта. Холодный контакт мало характерен для сварки. Большое внимание уделяют горячему контакту и конечному значению сопротивления, которое при заданных условиях сварки стабилизируется и определяется в основном 2rд. В конце цикла нагрева при высоких Fсв (250–600 МПа) и Iсв роль контактных сопротивлений мала. При холодных деталях rк обычно составляет значительную долю от rээ. Поэтому для оценки качества состояния поверхностей деталей измеряют rээ и условно отождествляют его со значением rк. Наличие контактных сопротивлений обусловлено шероховатостью поверхностей деталей и электродов, а также присутствием на их поверхностях различных неэлектропроводящих слоев: продуктов коррозии, масляных и других загрязнений, оксидных пленок и адсорбированных газов. Вследствие этого фактическая площадь контакта Sф в холодном состоянии значительно меньше контурной площади контакта Sк, определяемой диаметром электрода dэ или диаметром пластического пояска dп, образующегося при деформировании. В рассматриваемых условиях ток проходит по отдельным микроконтактам Sф. Контактное сопротивление зависит от чистоты обработки поверхностей, способа их очистки и окружающей среды (сварка на воздухе, в вакууме, в среде инертных газов). Чем поверхность менее шероховатая, тем меньше значения контактных сопротивлений. Для повышения чистоты обработки поверхностей кроме механических способов обработки могут быть применены электрохимические и химические способы обработки.Контактное сопротивление деталей уменьшается также при росте усилия сжатия. В этом случае фактическая площадь контакта Sф увеличивается за счет смятия микровыступов, увеличения их числа и разрушения поверхностных пленок. Наиболее точные значения сопротивлений «электрод-деталь» и «деталь- деталь» можно получить лишь непосредственным измерением электрических сопротивлений. Контактное сопротивление зависит от твердости металла электрода и деталей. Для стабилизации тепловыделения, размеров соединений и стойкости электродов перед сваркой выполняют подготовку поверхностей деталей с целью удаления толстых поверхностных пленок и загрязнений, что обеспечивает достаточно низкие значения контактных сопротивлений. Для этих целей рекомендуется также применение повышенных сварочных усилий. 163. Конструкция соединений и подготовка деталей при стыковой и точечной сварке. При точечной сварке детали собираются в нахлестку. Чаще всего за цикл сварки получают одну точку (одноточечная сварка) и реже одновременно две и более точек (многоточечная сварка). Иногда при точечной сварке применяют комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят под нахлестку для повышения прочности и коррозионной стойкости соединений. Рельефная сварка – одна из разновидностей точечной сварки. При этом на поверхности одной из деталей предварительно формируют выступ – рельеф, который ограничивает начальную площадь контакта деталей, в результате чего при сварке в этой зоне повышается плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки формируется ядро 4, как при обычной точечной сварке. Часто на поверхности детали выполняют несколько рельефов или один протяженный выступ замкнутой формы, например, в виде кольца. После прохождения сварочного тока получают одновременно несколько точек или непрерывный плотный шов (контурная рельефная сварка). Стыковая сварка – способ контактной сварки, при котором детали соединяются по всей площади касания (по всему сечению). Характерная особенность соединения, заключается в том, что часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливаются из зоны сварки, образуя утолщение. Данным способом сварки выполняют стыковые соединения. Во всех случаях, перед сваркой осуществляется очистка соединяемых поверхностей от загрязнений, оксидных пленок механическими и химическими способами.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1068; Нарушение авторского права страницы
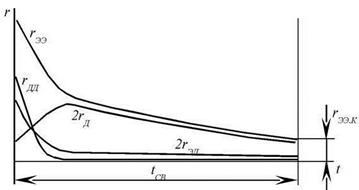 Нагрев и плавление металла происходит за счет выделения теплоты на электрических сопротивлениях при прохождении через них электрического тока.Электрическое сопротивление зоны сварки при сварке двух деталей из одного и того же металла равной толщины:
Нагрев и плавление металла происходит за счет выделения теплоты на электрических сопротивлениях при прохождении через них электрического тока.Электрическое сопротивление зоны сварки при сварке двух деталей из одного и того же металла равной толщины:  , где rд — собственное активное сопротивление деталей; rэд — контактное сопротивление между электродом и деталью; rдд — контактное сопротивление между деталями.
, где rд — собственное активное сопротивление деталей; rэд — контактное сопротивление между электродом и деталью; rдд — контактное сопротивление между деталями. часто называют общим контактным сопротивлением. На сопротивления rк и rд в той или иной степени влияют свойства металлов, форма деталей, усилия сжатия, неравномерность нагрева, состояние поверхности. Разделение контакта на зоны условно, т.к. электрические поля в них взаимосвязаны.
часто называют общим контактным сопротивлением. На сопротивления rк и rд в той или иной степени влияют свойства металлов, форма деталей, усилия сжатия, неравномерность нагрева, состояние поверхности. Разделение контакта на зоны условно, т.к. электрические поля в них взаимосвязаны.