
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Плавная настройка источника питания.
Если увеличить расстояние
При введении магнитного шунта между обмотками трансформатора уменьшается магнитное сопротивление на пути потока рассеяния и сам поток рассеяния увеличивается, что приводит к уменьшению сварочного тока. Следовательно, если магнитный шунт введен ( Настройка на режим сварки источника питания при помощи неподвижного шунта
Конструктивная схема трансформатора (а) и ВАХ трансформатора (б) Комбинированный способ регулирования. При этом способе настройки весь диапазон токов разбивается на несколько ступеней, где каждая ступень различается значением напряжения холостого хода
В данном случае источник питания имеет две ступени регулирования токов: ступень малых токов (МТ) и ступень больших токов (БТ). Технология сварки чугуна Чугун – многокомпонентный железоуглеродистый сплав, содержащий более 2, 14% углерода. В чугуне обычно присутствуют: 1, 6 – 2, 5% кремния; 0, 5 – 1, 0% марганца, сера и фосфор. В специальные чугуны вводят легирующие добавки: никель, хром, молибден, ванадий и др. В зависимости от структуры чугуны подразделяются на белые и серые. В белых чугунах весь углерод связан в химическое соединение: карбид железа (Fe3C) – цементит. В серых чугунах значительная часть углерода находится в структурно свободном состоянии в виде графита. В зависимости от способов преодоления трудностей существуют три технологических направления сварки чугуна: 1) технология, обеспечивающая получение в металле шва чугуна; 2) технология, обеспечивающая получение в металле шва низкоуглеродистой стали; 3) технология, обеспечивающая получение в металле шва сплавов цветных металлов. Технология сварки, обеспечивающая получение в металле шва чугуна. Наиболее радикальным способом борьбы с образованием отбеленных и закаленных участков и возникновением трещин, является подогрев. Если температура предварительного подогрева находится в пределах 600 - 650º С, сварку называют горячей; если Тпп – 400 - 450º С, сварку называют полугорячей. При отсутствии подогрева сварка называется холодной. Технологический процесс горячей сварки состоит из следующих операций: подготовка изделия под сварку; предварительный подогрев деталей; сварка; последующее охлаждение. Сварку производят электродами марок ЭЧ-1; ЭЧ-2 и СЧ-5 (для изделий из серого и ковкого чугуна) и марки ЭВЧ-1 (для изделий из высокопрочного чугуна) в нижнем положении. Сварка осуществляется постоянным током обратной полярности на форсированных режимах. Это позволяет создать большую по объему сварочную ванну, что благоприятно сказывается на удалении из расплавов газов и неметаллических включений. По окончании сварки детали охлаждают вместе с печью или другим нагревательным приспособлением. Скорость охлаждения не более 50 - 100º С/ч. Технология сварки, обеспечивающая получение в металле низкоуглеродистой стали. Стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения участия основного металла в шве, а также размеров ЗТВ, в том числе и участков отбеливания и закалки, применяют электроды небольших диаметров на малых токах, не перегревая основной металл. При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения - околошовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Однако более рационально применение специальных электродов, позволяющих ввести в металл шва сильный карбидообразователь – ванадий. В данном случае в шве образуются карбиды этого элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Технология сварки, обеспечивающая получение в металле шва сплавов цветных металлов. Для получения швов, обладающих достаточно высокой пластичность в холодном состоянии, применяют электроды, обеспечивающие положение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в ЗТВ. Для сварки чугуна используют медно-железные, медно-никелевые и железоникелевые электроды. Газовая сварка – один из наиболее надежных способов получения наплавленного металла, близкого по своим свойствам к основному. При газовой сварке, нагрев более длителен и равномерен, охлаждение изделия происходит медленнее, что создает благоприятные условия для графитизации углерода, уменьшается опасность появления зон отбеленного чугуна, в участках, прилегающих к шву. Возможна электрошлаковая сварка. В качества электродов используют литые чугунные пластины и фторидные обессеривающие флюсы. Медленное охлаждение, характерное для ЭШС, позволяет получать соединение без отбеленных и закаленных участков, без трещин и др. дефектов
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 839; Нарушение авторского права страницы

 Изменение расстояния между обмотками трансформатора. Наиболее часто в сварочных трансформаторах применяется метод плавной настройки сварочного тока путем изменения индуктивного сопротивления трансформатора. Плавное регулирование тока осуществляется перемещением по стержням подвижных обмоток с помощью винтового механизма.
Изменение расстояния между обмотками трансформатора. Наиболее часто в сварочных трансформаторах применяется метод плавной настройки сварочного тока путем изменения индуктивного сопротивления трансформатора. Плавное регулирование тока осуществляется перемещением по стержням подвижных обмоток с помощью винтового механизма. между первичной
между первичной  и вторичной
и вторичной  обмотками, то возрастут поток рассеяния и их ЭДС рассеяния, то есть увеличиваются потери энергии внутри трансформатора, а это приводит к уменьшению сварочного тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора. Если расстояние
обмотками, то возрастут поток рассеяния и их ЭДС рассеяния, то есть увеличиваются потери энергии внутри трансформатора, а это приводит к уменьшению сварочного тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора. Если расстояние  Плавная настройка трансформатора при помощи подвижного магнитного шунта
Плавная настройка трансформатора при помощи подвижного магнитного шунта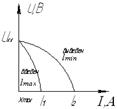 Плавная настройка: а- схема трансформатора; б- ВАХ трансформатора
Плавная настройка: а- схема трансформатора; б- ВАХ трансформатора ) между обмотками трансформатора то магнитный поток рассеяния максимальный, а сварочный ток минимальный. И наоборот, если магнитный шунт выведен (
) между обмотками трансформатора то магнитный поток рассеяния максимальный, а сварочный ток минимальный. И наоборот, если магнитный шунт выведен (  ), то максимальный поток рассеяния минимальный, значит сварочный ток максимальный.
), то максимальный поток рассеяния минимальный, значит сварочный ток максимальный.
 Для плавной регулировки можно использовать и неподвижный магнитный шунт, подмагничиваемый с помощью обмотки управления постоянного тока. Если ток в обмотке управления увеличивать (
Для плавной регулировки можно использовать и неподвижный магнитный шунт, подмагничиваемый с помощью обмотки управления постоянного тока. Если ток в обмотке управления увеличивать (  ), то в результате насыщения железа шунта его магнитное сопротивления возрастает, магнитный поток рассеяния уменьшается, что приводит к увеличению сварочного тока.
), то в результате насыщения железа шунта его магнитное сопротивления возрастает, магнитный поток рассеяния уменьшается, что приводит к увеличению сварочного тока. . Настройка тока в пределах одной ступени производится путем изменения индуктивного сопротивления трансформатора, т.е. изменение расстояния между обмотками, при неизменном значении
. Настройка тока в пределах одной ступени производится путем изменения индуктивного сопротивления трансформатора, т.е. изменение расстояния между обмотками, при неизменном значении  Вольтамперные характеристики трансформатора, диапазоны больших и малых токов
Вольтамперные характеристики трансформатора, диапазоны больших и малых токов