|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды термообработки, применяемые для сварных конструкций.
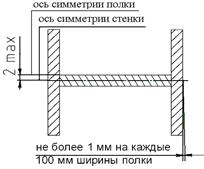
Термообработкой называется тепловое воздействие на металл с целью направленного изменения его структуры и свойств. Отжигом называют термообработку, направленную на получение в металлах равновесной структуры. Любой отжиг включает в себя нагрев до определенной температуры, выдержку при этой температуре и последующее медленное охлаждение. Цель отжига - уменьшить внутренние напряжения в металле, уменьшить прочностные свойства и увеличить пластичность. Отжиг делят на отжиг 1 рода и 2 рода. Отжиг 1 рода - это такой вид отжига, при котором не происходит структурных изменений, связанных с фазовыми превращениями. Отжиг 1 рода разделяют на группы: гомогенизация, рекристаллизационный отжиг, отжиг для снятия внутренних напряжений. Отжиг 2 рода - термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения. При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Отжиг второго рода может быть полным и неполным. Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Закалка - это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения. Старение - это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то - искусственным старением. Отпуск - термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда опровождается резким увеличением внутренних. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз. Химико-термическая обработка - это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства. Термомеханическая обработка. Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке. Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности. Внешние и внутренние дефекты сварных соединений. К наружным дефектам относятся: нарушение формы шва, подрез, наплав, прожог, кратер, свищ. Нарушение формы шва – отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения. Подрезы - дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Наплав – избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним. Прожог – вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве. Кратер – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов. Свищ – трубчатая полость в металле сварного шва, вызванная выделением газа. К внутренним дефектам относятся: трещины, непровары, поры, шлаковые, вольфрамовые и окисные включения. Трещина – это несплошность, вызванная местным разрывом шва, которая может возникнуть в результате охлаждения или действия нагрузок. Непровары - это участки сварного соединения, где отсутствует сплавление между свариваемыми деталями, например, в корне шва, между основным и наплавленным металлом (по кромке) или между соседними слоями наплавленного металла. Поры - это полости в металле шва, заполненные газами. Шлаковые включения - это полости в металле сварного шва, заполненные шлаками не успевающими всплыть на поверхность шва. Шлаковые включения образуются при больших скоростях сварки, при сильном загрязнении кромок и при многослойной сварке в случае плохой очистки от шлака поверхности швов между слоями. Размеры шлаковых включений могут достигать нескольких миллиметров в поперечном сечении и десятков и более миллиметров по протяженности. Форма шлаковых включений может быть достаточно разнообразной. Вольфрамовые включения могут появляться в металле сварного шва при аргонодуговой сварке неплавящимся электродом. Окисные включения - могут возникать в металле сварных швов при наличии труднорастворимых окислов при больших скоростях кристаллизации шва, а также в виде пленок они образуют в металле шва несплошности с малым раскрытием и их неблагоприятное воздействие на механические свойства сварных соединений может быть более сильным, чем пор и шлаковых включений. Требования к сборке двутавровых балок. Схема базирования элементов балок в кондукторе. Оборудование для поворота балок в заданное положение. При сборке необходимо обеспечить симметрию и взаимную перпендикулярность полок и стенки, надежное их прижатие друг к другу и последующие закрепление прихватами. С этой целью используются сборочные кондукторы с соответствующим расположением баз и прижимов по всей длине балки (рис. 34).
Допуски на сборку Схема кондуктора Н-образного сечения балки для сборки двутавровых балок
Цепной кантователь. Он состоит из нескольких фасонных рам 5, на каждой из которых смонтированы две цепные звездочки (холостая 1 и ведущая 4) и холостой блок 6. Свариваемая балка 3 укладывается на провисающую цепь 2. Ведущие звездочки имеют общий приводной вал и обеспечивают поворот балки в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жёсткого и неизменного положения свариваемой конструкции.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 2664; Нарушение авторского права страницы