|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обработка наружных цилиндрических поверхностей
Методом круглого шлифования
Шлифование является основным методом достижения заданных точности и качества поверхности при обработке закаленных заготовок.
Схемы круглого шлифования: 1.Однокруговое с продольной подачей. Применяется для обработки поверхностей длиной более 100 мм.
2. Однокруговое с радиальной подачей (врезное). Применяется для обработки поверхностей длиной менее 100 мм.
3. Многокруговое с радиальной подачей.
4. Совмещенное шлифование с радиальной подачей. Обрабатывается одновременно наружный диаметр и торец.
5. Бесцентровое шлифование
шлифовальный кругведущий круг опорный нож
Различают следующие виды шлифования: 1.Черновое - 8...9 квалитет; Ra 6, 3...0, 4 мкм. 2. Чистовое - 6...7 квалитет; Ra 3, 2...0, 2 мкм. 3. Тонкое - 5 квалитет; Rа 1, 6...0, 3 мкм. В качестве инструмента при шлифовании используются шлифовальные круги, которые состоят из режущих зерен, связки и пор (рис 4.3.). Связка Режущие зерна Поры
Рис 4.3. Строение шлифовального круга В качестве материалов режущих зерен применяют абразивные материалы, алмазы (синтетические и натуральные), эльбор и т.д. Связка бывает: керамическая, металлическая, бакелитовая, вулканитовая и т.д.
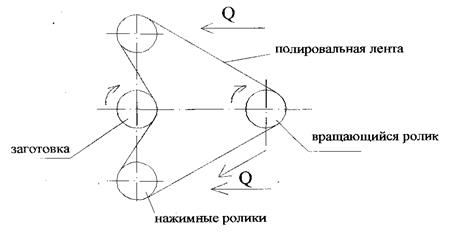
Отделочная обработка наружных цилиндров При отделочной обработке ставится задача обеспечения заданной шероховатости обрабатываемой поверхности. Полирование (рис.4.4) позволяет уменьшить шероховатость до Ra 0, 1...0, 3 мкм. При этом не исправляются погрешности формы и взаимного расположения поверхностей, не повышается достигаемая точность.
4.4. Схема полирования
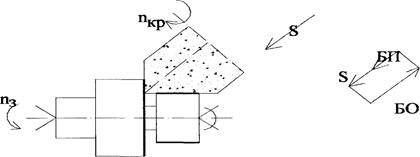
Суперфиниш - снижает шероховатость Ra до 0, 8.-.0, 1 мкм и повышает точность примерно на один квалитет. Применяется при обработке поверхностей 4…5-го квалитетов точности. Схема процесса изображена на рис. 4.5.
Рис.4.5. Схема суперфиниша
Методы обработки отверстий
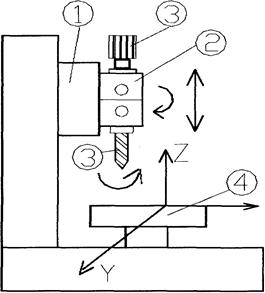
Для обработки отверстий в зависимости от конфигурации заготовки и размеров отверстия могут применяться различные станки: токарные, вертикально- сверлильные (диаметр отверстия до 40 мм), горизонтально-расточные (для обработки отверстий диаметром до 200 мм и отверстий в корпусах сложной формы) и т.д. Для примера рассмотрим вертикально-сверлильный станок 2Р135Ф2 (рис 4.6). На этом станке можно сверлить, зенкеровать, развертывать, нарезать резьбу метчиком и т.д. Коробка скоростей 1 обеспечивает вращение восьми шпинделей револьверной головки 2, в которой устанавливаются различные инструменты 3. Стол станка 4 может совершать установочные движения вдоль осей Х и Y. На рабочей поверхности стола устанавливается приспособление для закрепления заготовок.
Рис 4.6. Вертикально-сверлильный станок
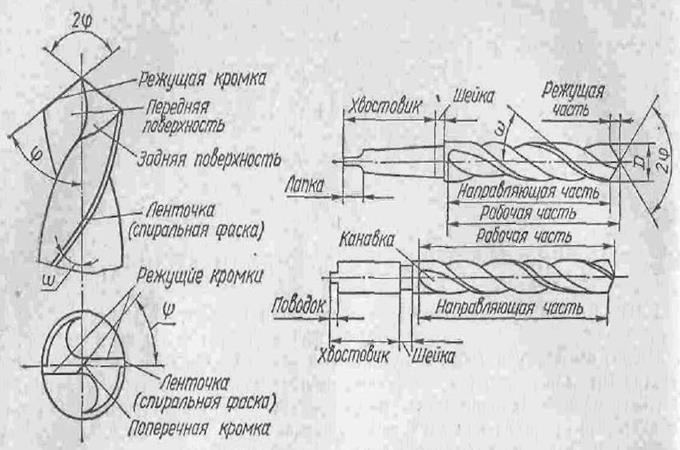
Сверление служит для получения отверстий в сплошном материале и для увеличения диаметра уже имеющегося отверстия. Инструмент - сверло (рис.4.7). Сверла бывают: цельные или составные (например, с пластинками из твердого сплава), хвостовая часть цилиндрическая или коническая. Различают: спиральные сверла; сверла для глубинного сверления (длина отверстия больше 10-ти диаметров); центровочные сверла; трубчатые сверла и др. При сверлении можно достичь 12...14 квалитетов точности, шероховатости Rа 40...20 мкм. Существенный недостаток сверления - искривление оси отверстия из-за недостаточной жесткости инструмента.
Рис.4.7.Сверла
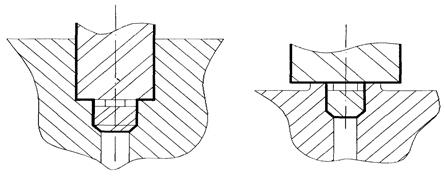
Для обработки ранее просверленных или штампованных отверстий, или для обработки торцевых поверхностей обычно применяются спиральные зенкеры (рис.4.8).
Рис.4.8. Зенкер
Они применяются для зенкерования отверстий. Дают увеличение диаметра на 0, 7 - 3 мм и предназначены для увеличения точности размеров и формы отверстий и снижения шероховатости поверхности. Точность обработки 11-12 квалитет, Rz = 20…40 мкм. Зенкеры по конструкции бывают – цельные, сборные, составные. Спиральные зенкеры применяются как промежуточный инструмент между сверлом и разверткой. Они похожи на сверла, но имеет не две режущие кромки, а три и более, что обеспечивает лучшее направление в отверстии.
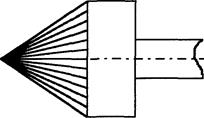
Они предназначены для получения отверстий под цилиндрическую головку винта или для обработки торцевых поверхностей приливов и бобышек в отливках. 3. Конические зенкеры.
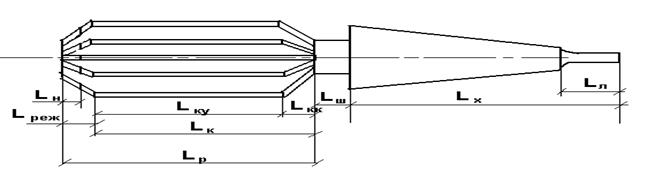
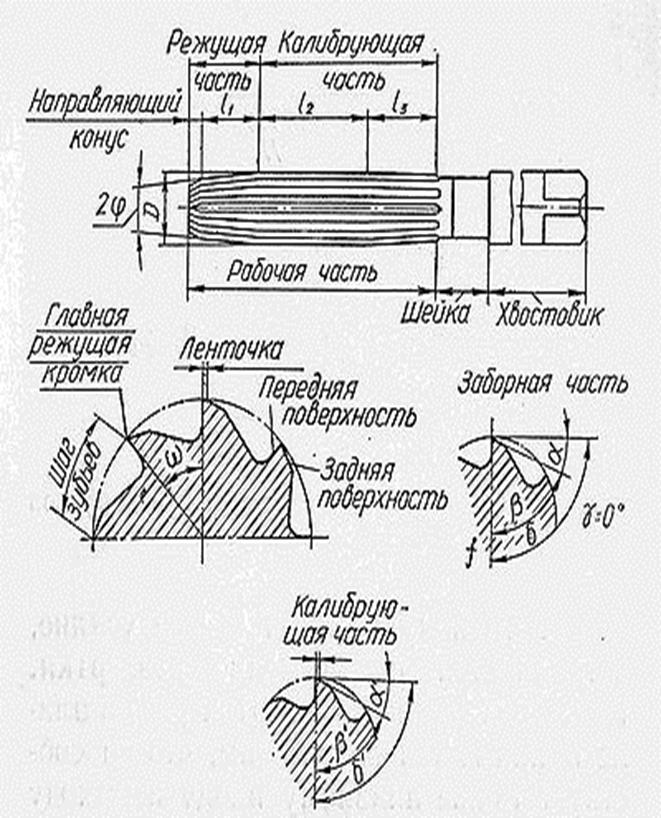
Для повышения точности формы и размеров отверстия, а так же для снижения шероховатости применяется развертывание. Развертки имеют большое количество режущих кромок, которые расположены параллельно оси развертки (рис.4.9). Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-7 квалитета и шероховатость до Ra = 0, 32…1, 25 мкм. Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимается малый припуск ( 0, 05 – 0, 2 мм).
Рис.4.9. Развертка
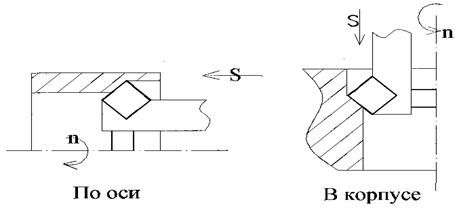
Для обработки отверстий диаметром от 50 до 500 мм применяют растачивание. Получают точность 7-8 квалитет и Ra до 1, 25 мкм. Достоинства метода - широкая универсальность и малые затраты на инструмент.
Рис. 4.10. Схема растачивания
Основной метод обработки точных отверстий сложного профиля в незакаленных материалах (шлицевые отверстия, квадратные, шестигранные, шпоночные пазы и др.) – протягивание (рис. 4.11). Инструмент – протяжка (рис.4.12). Достоинства - высокая производительность (за один проход до 5 мм припуска), а так же высокая точность получаемых отверстий. Недостаток - сложность и высокая стоимость режущего инструмента. Точность получаемого отверстия 6-9 квалитетов, шероховатость Ra до 0, 8 мкм.
Заготовка 1
Направляющая часть Режущая часть часть
Рис.4.11. Схема протягивания
Рис. 4.12. Протяжки
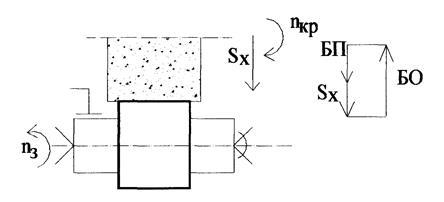
Для обработки отверстий в заготовках из цветных сплавов применяют раскатывание (рис. 4.13). При этом методе происходит пластическое деформирование обрабатываемой поверхности без снятия припуска. Снижается шероховатость и упрочняется поверхностный слой. Получают отверстия точностью 6-7 квалитетов, шероховатостью Ra до 0, 1 мкм.
Рис.4.13. Схема раскатывания
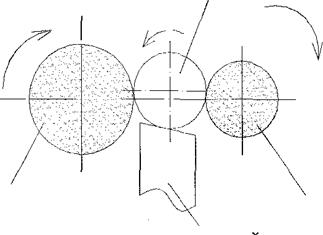
При обработке отверстий в закаленных заготовках применяют внутреннее круглое шлифование (рис. 4.14). Получают отверстия 5-6 квалитетов точности, шероховатостью Ra до 0, 16 мкм.
Рис. 4.14. Шлифование отверстий
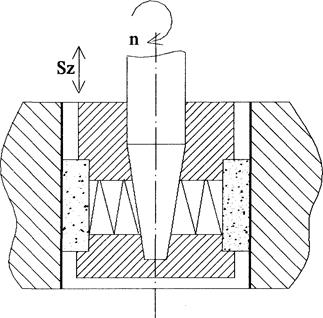
Для чистовой обработки отверстий применяется хонингование (рис.4.15). Получают отверстия 5-7 квалитетов точности, шероховатостью Ra до 0, 04 мкм. Инструмент - хон.
Рис.4.15. Схема хонингования Типовые маршруты обработки отверстий Незакаленные материалы: 1. Отверстие диаметром до 50мм: сверление - зенкерование - развертывание (черновое + чистовое). 2. Корпусные детали - отверстия диаметром более 50мм: растачивание (черновое + чистовое + тонкое). 3. Отверстия диаметром от 20 до 50мм в деталях типа тел вращения: сверление - зенкерование - протягивание. 4. Заготовки из цветных металлов: сверление - зенкерование - развертывание - раскатывание. Закаленные материалы: 1.Тела вращения: сверление - зенкерование - термообработка - шлифование. 2. В корпусных деталях: - сверление - зенкерование - развертывание (черновое) - термообработка - хонингование; - растачивание (черновое + чистовое) - термообработка - хонингование.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1105; Нарушение авторского права страницы


 заготовка
заготовка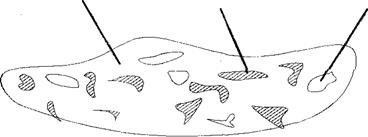

 простое, б)
простое, б) 

 2.Цилиндрические зенкеры.
2.Цилиндрические зенкеры.