|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПИЩЕВЫХ ПРОДУКТОВСтр 1 из 22Следующая ⇒
Абдижаппарова Б.Т. ТЕРМИЧЕСКАЯ ОБРАБОТКА ПИЩЕВЫХ ПРОДУКТОВ Учебник
Шымкент, 2015 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН ЮЖНО-КАЗАХСТАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ им.М.АУЭЗОВА
Абдижаппарова Б.Т.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПИЩЕВЫХ ПРОДУКТОВ
УЧЕБНИК для магистрантов специальности 6M072800 - Технология перерабатывающих производств
Шымкент, 2015
УДК 664 ББК 36
Абдижаппарова Б.Т. Термическая обработка пищевых продуктов / Учебник– Шымкент: Южно-Казахстанский государственный университет им.М. Ауэзова, 2015. – 144 с.
Учебник предназначен для магистрантов специальности 6М072800 – Технология перерабатывающих производств.
Учебник «Термическая обработка пищевых продуктов» освещает основные теоретические и практические аспекты в сфере термической обработки. При его составлении использованы материалы передовой зарубежной литературы в области пищевой инженерии.
Рецензенты: Ержанов Н.А. – к.т.н., директор Южно-Казахстанского филиала АО " Национальный центр научно-технической информации"; Жидебаева А.Н. – к.т.н., доцент Казахстанского инженерно- педагогического университета дружбы народов; Волненко А.Ф., д.т.н., профессор, зав. кафедрой «Технологичес- кие машины и оборудование» ЮКГУ им. М. Ауэзова.
Учебник рекомендован к изданию Учебно-методическим советом ЮКГУ им.М.Ауэзова, протокол №__ от «___»_______ 2015 г.
© Южно-Казахстанский государственный университет им.М.Ауэзова Оглавление
Введение. 9 I. ЦЕЛЕСООБРАЗНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ 10 1.1 Вопросы безопасности и качества. 10 1.2 Принципы термической обработки. 10 1.3 Виды термической обработки. 11 1.4 Теплофизические свойства пищевых продуктов. 14 1.5 Влияние времени термообработки. Десятично снижаемое время. Инактивация при постоянной температуре. 16 1.6 Влияние температуры на термоустойчивость: показатель Z. 19 1.7 Влияние давления на термоустойчивость. 21 1.8 Время термической летальности F. 22 1.9 Вероятность порчи продукта. 25 2. ПАСТЕРИЗАЦИЯ И СТЕРИЛИЗАЦИЯ.. 27 2.1 Микробиологические и термофизические основы пастеризации и стерилизации 27 2.1.1 Факторы, определяющие выбор температуры стерилизации. 27 2.1.2 Факторы, определяющие время стерилизации. 29 2.1.3 Факторы, влияющие на время проникновения теплоты в глубину продукта 30 2.2 Физические параметры процесса стерилизации. 34 2.2.1 Давление в консервной таре при стерилизации. 35 2.2.2 Меры, позволяющие уменьшить давление в консервной таре при стерилизации 38 2.3 Изменения, происходящие в продуктах при пастеризации. 39 2.5 Изменения, происходящие в продуктах при стерилизации. 40 2.6 Расчет продолжительности стерилизации. 41 2.6.1 Усовершенствованный общий метод. 42 2.6.2 Математический метод или метод формулы.. 44 2.6.3 Номограммный метод. 46 2.7 Тепловая устойчивость микроорганизмов. 47 2.7.1 Истинная тепловая устойчивость микроорганизмов. 47 2.7.2 Микроорганизмы с очень высокой термоустойчивостью.. 48 2.7.3 Микроорганизмы со средней термоустойчивостью.. 48 2.7.4 Микроорганизмы с низкой термоустойчивостью.. 49 2.7.5 Условия роста клеток и спор перед тепловой обработкой. 49 2.7.6 Условия роста клеток и спор во время тепловой обработки. 49 2.8 Термическая инактивация ферментов. 49 2.9 Оптимизация процессов термической обработки. 51 2.10 Оценка значений F0 51 2.11 Альтернативные способы консервирования. 52 2.12 Техническое оснащение. 53 2.12.1 Оборудование для пастеризации. 53 2.12.2 Оборудование для промышленной стерилизации. 56 III. БЛАНШИРОВАНИЕ И УЛЬТРАВЫСОКОТЕМПЕРАТУР-НАЯ ОБРАБОТКА 60 3.1 Бланширование. 60 3.2 Влияние бланширования на пищевые продукты.. 61 3.3 Оборудование для бланширования. 62 3.4 Ультравысокотемпературная обработка. 63 3.4.1 Нагрев жидкого продукта. 63 3.4.1.1 Впрыскивание пара. 64 3.4.1.2 Нагнетание пара. 65 3.4.2 Нагрев твердого продукта. 67 IV. СУШКА.. 69 4.1 Виды связи влаги в материале. 69 4.1.1 Химическая связь. 70 4.1.2 Физико-химическая связь. 71 4.1.3 Механическая связь. 72 4.2 Термодинамические свойства паровоздушных смесей и твердо-влажных материалов 73 4.2.1 Свойства воздуха как сушильного агента. 73 4.2.2 Активность воды.. 76 4.2.3 Равновесное влагосодержание и изотермы сорбции. 79 4.2.4 Моделирование изотерм сорбции. 83 4.3 Кривая сушки и ее анализ. 84 4.4 Факторы, влияющие на процесс сушки. 90 4.5 Изменение продуктов в процессе сушки. 92 4.6 Классификация способов сушки. 95 4.7 Конструкции сушилок. 97 4.7.1 Полочные или шкафные сушилки. 97 4.7.2 Туннельные сушилки. 98 2.7.3 Пеносушилки (сушилки со взрыванием) 99 2.7.4 Сушилки с «кипящим слоем». 99 4.7.5 Распылительные сушилки. 100 4.7.6 Сублимационные сушилки. 101 4.7.8 Вакуумно-атмосферные сушилки. 102 4.8 Тепло и массообмен процесса сушки. 104 4.9 Материальный и тепловой баланс процесса сушки. 104 V. БИОХИМИЧЕСКИЕ ИЗМЕНЕНИЯ ПРОДУКТОВ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ. 107 5.1 Положительный эффект влияния термической обработки на пищевые продукты 107 5.2 Отрицательный эффект влияния термической обработки на пищевые продукты 107 5.2.1 Витамины.. 107 5.2.2 Белковые вещества. 111 VI. ПОСЛЕДНИЕ ДОСТИЖЕНИЯ В ТЕРМИЧЕСКОЙ ОБРАБОТКЕ. 113 6.1 Микроволновый нагрев пищевых продуктов 113 6.1.1 Генерация микроволн. 114 6.1.2 Энергия превращения и скорость нагрева. 115 6.1.3 Микроволновая обработка пищевых продуктов 117 6.1.3.1 Микроволновая выпечка. 117 6.1.3.2 Микроволновая сушка. 118 6.1.3.3 Микроволновое оттаивание и темперирование (закалка) 119 6.1.3.4 Микроволновая пастеризация и стерилизация. 120 6.1.3.5 Микроволновое обжаривание. 121 6.1.3.6 Микроволновое бланширование. 121 6.2 Радиочастотная обработка 122 6.2.1 Диэлектрический нагрев. 123 6.2.2 Механизм нагрева радиочастотами. 125 6.2.3 Свойства материалов. 126 6.2.4 Применение радиочастотного нагрева. 127 6.2.4.1 Термическая обработка пищевых продуктов. 127 6.2.4.2 Термическая обработка семян. 128 6.2.4.3 Дезинсекция продукта. 129 6.2.4.4 Радиочастотная сушка. 129 6.3 Омический нагрев 131 6.4 Ионизирующее облучение (радиационная обработка) пищевых продуктов 136 6.4.1 Действие ионизирующего облучения. 136 6.4.2 Источники ионизирующего облучения. 136 6.4.2 Радиационная дозиметрия. 137 6.4.3 Область применения ионизирующего облучения (радиации) 137 6.4.4 Влияние ионизирующего облучения (радиации) на микроорганизмы.. 138 6.4.5 Влияние ионизирующего облучения (радиации) на компоненты пищи. 141 Использованная литература. 143
Введение Тепловая обработка играет важную роль в переработке пищевых продуктов. Пищевые продукты подвергаются термической обработке по ряду причин, главная из которых это инактивация патогенных микроорганизмов, ведущих к порче продукции. Продукты могут подвергаться термической обработке для инактивации ферментов, чтобы избежать побурения мякоти плодов, вызываемой полифенолоксидазой, а также уменьшить вкусовые изменения, происходящие за счет липазы и протеолитической активности. Процесс тепловой обработки пищи влечет за собой физические и химические изменения, такие как клейстеризация крахмала, денатурация белков, побурение, которые, в свою очередь, будут влиять положительно или отрицательно на органолептические характеристики, такие как цвет, вкус, текстура продукта. Нагревание также способствует изменению пищевой ценности продукта. Термические процессы значительно варьируются в зависимости от их интенсивности, температуры – от таких «мягких» процессов, как термизация (выдержка при определенной температуре) и пастеризация до более «жесткого» процесса как стерилизации в таре. Жесткость или интенсивность процесса влияет на срок хранения и другие качественные характеристики пищевых продуктов. Поскольку пищевые продукты, подвергаемые термической обработке, могут быть жидкими или твердыми, передача теплоты может осуществляться кондуктивным или конвективным способом. При этом необходимо иметь в виду, что твердые пищевые продукты в отличие от жидких являются плохими проводниками. Учебник «Термическая обработка пищевых продуктов» освещает основные положения данной тематики исследований. При его составлении использованы материалы передовой зарубежной литературы в области пищевой инженерии. Учебник предназначен для обучающихся магистратуры по образовательной программе «Пищевая инженерия и безопасность продовольственных продуктов» (специальность «Технология перерабатывающих производств»). Образовательная программа «Пищевая инженерия и безопасность продовольственных продуктов» разработана по Единой программе преобразований в области высшего и послевузовского образования Республики Казахстан в рамках ГПИИР-2 (Государственная программа индустриально-инновационного развития Республики Казахстан) на 2015-2017 годы, Данный учебник также полезен для студентов и магистрантов других специальностей пищевого профиля. При написании разделов учебника 1-4 также были использованы материалы университета Гент (Бельгия) по модулю «Food processing» на 2009-2010 учебный год (департамент пищевой безопасности и качества, лаборатория пищевой технологии и инженерии). Вопросы безопасности и качества
Безопасность и качество пищевых продуктов являются важными аспектами, связанными с их термической обработкой. Главной проблемой безопасности пищевых продуктов является инактивация патогенных микрооогранизмов, которые характеризуются большой стойкостью к тепловому воздействию. Некоторые из них, такие, как Campylobacter, Salmonella, Lysteria, Escherichia coli 0157, термолабильны и инактивируются при пастеризации. Другие, такие как Bacillus cereus, которые устойчивы к пастеризации и могут размножаться при низких температурах, имеют более высокую тепловую устойчивость. Споры патогенных бактерий Clostridium botulinum наиболее устойчивы к высоким температурам. Помимо вышеуказанных патогенов, необходимо инактивировать микроорганизмы, вызывающие пищевые отравления, такие как дрожжи, плесени, газо- и кислотообразующие бактерии, стойкость к воздействию температур у которых различная. Наиболее устойчивы к высоким температурам споры Bacillus stearothermophilus. Устойчивость к действию температур для всех микроорганизмов меняется в зависимости от внешних условий, например, рН, активности воды, изменения химического состава. Поэтому очень важно знать вид микрофлоры, населяемой продукты, подвергающиеся тепловой обработке. После тепловой обработки важно избегать загрязнения продуктов, для чего необходимо исключить контакт сырья и готовой продукции. Проблемы безопасности пищевых продуктов могут быть связаны также с природными токсинами, пестицидами, гербицидами, антибиотиками и гормонами, загрязнителями из окружающей среды. Проблемы качества пищевых продуктов связаны с минимизацией химического воздействия и потерь питательных веществ, а также с сохранением органолептических показателей, приемлемых для потребителей. Также могут рассматриваться проблемы качества пищевых продуктов, обусловленные действиями ферментов. Следует отметить, что между проблемами качества и безопасности может возникнуть конфликт. Например, при более жестких температурных условиях обеспечивается инактивация ферментов и безопасность пищевых продуктов, однако при этом качество продукта значительно ухудшается [1].
Виды термической обработки
Наиболее важные виды термической обработки приведены ниже [3]. 1. Пастеризация – тепловая обработка, проводимая с целью: - получения безопасных пищевых продуктов путем разрушения патогенной микрофлоры; - получения пищевых продуктов с более длительным сроком хранения путем разрушения большей части загрязняющей флоры. Температура продукта во время пастеризации варьируется от 60 до 100 0С, время выдержки продукта различное. При пастеризации отсутствует прямой контакт между продуктом и нагреваемой средой: применяется косвенный процесс передачи теплоты через упаковку или стенки теплообменника. Наполнение тары осуществляется перед тепловой обработкой или после нее при непрерывном процессе. Процесс пастеризации может быть периодическим или непрерывным. Пастеризация может быть финальным или промежуточным процессом в технологической цепи. Разновидностью пастеризации является высокотемпературная кратковременная пастеризация - HTST (High Temperature Short Time) пастеризация. Способом пастеризации получают консервы и полуконсервы (пресервы) с ограниченным удлиненным сроком хранения; они могут храниться и распространяться в холодильной цепи. Пастеризация удлиняет сроки хранения продуктов от нескольких дней (например, молоко) до нескольких месяцев (например, соки в бутылках).
2. Стерилизация, иногда ее называют аппертизация (appertization), -это процесс получения промышленно стерильных продуктов. Промышленная стерильность не означает полного отсутствия микроорганизмов, а подразумевает отсутствие микроорганизмов, способных развиваться в продукте. Ограниченное количество спор не может образовывать споры из-за негативных внешних и внутренних факторов.
Температура продукта при стерилизации поддерживается выше чем 100 0С в течение определенного промежутка времени.
Стерилизация основана на косвенном процессе нагрева продукта, применяемым после расфасовки продукта в тару. Интенсивность процесса стерилизации зависит от следующих факторов: - вид продукта, его рН; - микробиальная обсемененность; - термоустойчивость микроорганизмов; - теплопроводность тары; - условия хранения конечного продукта. Процесс базируется на показателе стерилизации. В стерилизационном процессе все более широко применяется сверхкороткий принцип. Финальными продуктами процесса стерилизации или консервирования являются консервы, которые могут храниться без охлаждения в течение длительного времени.
3. Ультравысокотемпературная обработка (UHT – Ultra High Temperature Treatment) – это оптимизация сверхкороткого принципа. Она состоит из непрерывного нагревания, за которым следует асептическая расфасовка. Продукт нагревается до температуры выше 130 0С и выдерживается несколько секунд. В прямом процессе происходит прямой контакт продукта и пара, в косвенном процессе теплота проникает через стенки теплообменника. Процесс UHTобеспечивает лучшее сохранение питательных веществ. Он используется для обработки премущественно жидких и измельченных продуктов. Уперизация – это защищенное брендовое название всех UHT-процессов.
4. Бланширование - это тепловая обработка, в основном применяется как предварительная обработка продукта при замораживании при низких температурах, стерилизации и сушки овощей и фруктов.
Главная цель бланширования – инактивация ферментов. Кроме того, бланширование проводится с целью снижения микробиальной обсемененности, сокращения объема, удаления газов, очистки и предварительного продукта. При бланшировании происходит прямой контакт между продуктом и нагревающей средой. Процесс происходит в течение нескольких минут от 70 до 100 0С.
5. Варка и другие термические процессы, такие, как жарка, выпечка и т.д. согласно принятым кулинарным традициям. Эти процессы широко распространены в на предприятиях общественного питания. Цель этих процессов: - инактивация микроорганизмов и ферментов; - разрушение нежелательных веществ и ферментов; - улучшения перевариваемости; - достижение желаемой текстуры, цвета и запаха.
6. Сушка Сушкой, пли обезвоживанием, называется процесс удаления из продукта влаги, в результате чего в нем увеличивается относительное содержание сухих веществ. В процессе сушки подавляется жизнедеятельность как высушиваемого материала, так и микроорганизмов, находящихся в нем. Это достигается тем, что при уменьшении влажности материала затормаживаются и останавливаются биохимические процессы – дыхания, разложения и пр. По своей физической сущности сушка является сложным процессом, скорость которого определяется скоростью диффузии (перемещения) влаги из глубины высушиваемого продукта в окружающую среду. Удаление влаги при обезвоживании сводится к перемещению тепла и влаги внутри продукта и ее переносу с поверхности в окружающую среду.
7. В отдельную группу следует отнести такие методы, как микроволновая обработка, омический нагрев, ионизирующее облучение, радиочастотная обработка пищевых продуктов.
Вероятность порчи продукта
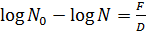
Показатель порчи используется для определения количества зараженных банок в партии стерилизованных консервов [4]. Из уравнения (1.11), принимая, что N – конечное допускаемое число микроорганизмов, F – время термической летальности, получим:
Далее, если количество банок, подвергающихся стерилизации r, а N0 – первоначальное число микроорганизмов в каждой банке, вызывающих порчу, то общее количество микроорганизмов всей партии консервов будет равно rN0 и
Если целью консервирования является достижение вероятности выживания одного микроорганизма во всей партии консервов, тогда:
или
и
Левая часть уравнения (1.35) представляет собой отношение одной испорченной банки к общему количество стерилизуемых банок (r). Данное выражение может быть использовано для оценки времени термической летальности требуемой для достижения установленного показателя порчи, основываясь на величине первоначальной популяции микроорганизмов и десятично снижаемого времени D. Следует отметить, что выражение вероятности порчи предполагает, что кривая выживания для микроорганизмов, вызывающих порчу, соответствует уравнению первого порядка.
Пример [4]. Определите вероятность порчи 50-минутного процесса стерилизации при 113 0С, когда D113=4 мин и первоначальное количество популяции микроорганизмов в каждой банке составляет 104. Подход. Использовать уравнение (1.35) для расчета вероятной порчи. Решение. 1. Из уравнения (1.35) Поэтому r=108, 5=108× 100, 5=108× 2. Так как общее количество стерилизуемых банок 3, 16× 108, может ожидаться порча трех банок из 109 банок. ПАСТЕРИЗАЦИЯ И СТЕРИЛИЗАЦИЯ В общем смысле под стерилизацией понимают тепловую обработку, проводимую с целью уничтожения микроорганизмов. Если учитывать температурный режим, под стерилизацией понимается тепловая обработка при 100 0С и выше. Тепловая обработка при температуре 60-100 0С называется пастеризацией [5]. Разновидностью стерилизации является тиндализация, или повторная стерилизация, которая заключается в том, что консервы стерилизуют дважды или трижды с интервалами между варками 20-28 ч. Каждая из отдельных варок является недостаточной для достижения нужной степени стерильности продукта. При этом можно стерилизовать при обычном температурном режиме, но в короткий промежуток времени, или при умеренной температуре за обычный промежуток времени. Такой вид стерилизации способствует максимальному сохранению консистенции продукта, т.е. максимально сохраняется его качество. При первой тепловой обработке погибает большая часть вегетативных клеток, оставшаяся часть превращается в споровую форму, в интервале между варками споры прорастают, но погибают при повторной стерилизации. Следует заключить, что задачей процессов стерилизации и пастеризации является достижение промышленной стерильности, т.е. уничтожение тех форм микроорганизмов, которые могут развиваться при обычных условиях хранения и вызывать порчу консервов. Цвет Мясо: красный оксимиоглобин превращается в коричневый метмиоглобин. Побурение: реакция Майяра, карамелизация Фрукты/овощи: - хлорофилл превращается в феофитин - каратиноид (5, 6 – эпоксид) менее интенсивно окрашенный 5, 8 – эпоксид - антоцианы коричневые пигменты Обесцвечивание из-за контакта с жестяной банкой или железом.
Вкус и аромат Углеводы, белки и липиды частично превращаются в более чем 600 ароматических соединений по 10 химическим классам.
Текстура или вязкость В ходе тепловой обработки происходит глубокое изменение текстуры или вязкости (изменения в овощах, коагуляция белков, потери влаги, влагоудерживающая способность белков). Существенные изменения пищевой ценности, обусловленные стерилизацией: - потери лизина – 25%; - потери триптофана – 10-20%; - потери витамина В1 – 50%; - потери витамина С – 75%. В таблице 2.2 показаны изменения в пищевой ценности молока после ультравысокотемпературной обработки (UHT) молока и после стерилизации в бутылках.
Таблица 2.2 - Изменения в пищевой ценности молока [3]
2.6 Расчет продолжительности стерилизации [3] Существует несколько методов расчета продолжительности стерилизации: - эмпирический метод, согласно которому необходимое время обработки определяется экспериментально без проведения расчетов; - усовершенствованный общий метод; - математический или метод формулы подходящий для продуктов с линейной кривой проникновения; - номограммный метод, не являющийся очень точным, но характеризуется легкостью и быстротой, особенно для UHT-обработки.
Номограммный метод
Этот метод в основном используется для расчета продолжительности ультравысокотемпературной (UHT) обработки. Номограммы получают, используя уравнение TDT-кривой. В монограмме можно разделить различные оси (рисунок 2.9): ось Т (температура), ось Z (термическая устойчивость), ось F0 (значения F0) и ось S (время в секундах). Так как Z в общем принята равной 10, третий параметр может быть определен, если известны два других параметра. По этой причине данный метод полезен не только для процесса классической стерилизации, но и для: - ультравысокотемпературной (UHT) обработки с применением теплообменника; - других термических процессов, в которых продукт в тонком слое нагревается конвективно с использованием теплообменников.
Рисунок 2.9 – Номограмма для ультравысокотемпературной (UHT) обработки [3].
2.7 Тепловая устойчивость микроорганизмов [3]
Техническое оснащение
Оборудование, используемое для консервирования пищевых продуктов, может варьироваться в зависимости от вида используемой термической обработки. Традиционное термическое оборудование проектируется таким образом, чтобы обеспечить необходимое увеличение температуры продукта, выдержку продукта при данной температуре и его охлаждение. Оборудование для альтернативных процессов консервирования включает использование обрабатывающего агента в контакте с пищевым продуктом в течение времени, необходимом для снижения действия реакций, ухудшающих качество продукта. Нагрев жидкого продукта
Главной проблемой стерилизации твердых и вязких продуктов в таре является низкая скорость проникновения в глубину продукта или критическую точку. При длительном процессе стерилизации наблюдаются ухудшение питательных и органолептических показателей продукта возле стенок тары. Обработка при более высоких температурах в течение более короткого времени возможна, если жидкий продукт стерилизуется перед его наполнением в предварительно стерилизованную тару в стерильных условиях. Это является основой для UHT-обработки - ультравысокотемпературной обработки (асептическая обработка). Высокое качество UHT-продуктов сопоставимо с качеством замороженных и облученных продуктов, но UHT-обработка имеет важное дополнительное преимущество – срок хранения продукта без замораживания составляет как минимум 6 месяцев. Основные ограничения UHT-обработки – стоимость и сложность оборудования, связанные с необходимостью стерилизовать тару, трубопроводы и емкости, поддерживать стерильный воздух и поверхности наполнителей, а также высокие навыки обслуживающего персонала. Оборудование, используемое для UHT-обработки имеет следующие характеристики: - рабочая температура выше 132 0С; - обработке подвергается относительно маленький объем продукта при большой поверхности теплообмена; - поддержание турбулентности продукта при пропускании через тепловую поверхность; - использование насосов для обеспечения постоянной подачи продукта; - постояннная очистка теплообменной поверхности для поддержания высокой скорости теплопереноса и снижения пригорания продукта. Оборудование для UHT-обработки в зависимости от способа подачи тепла подразделяется на прямоточные, непрямоточные пластинчатые теплообменники, трубчатые теплообменные системы.
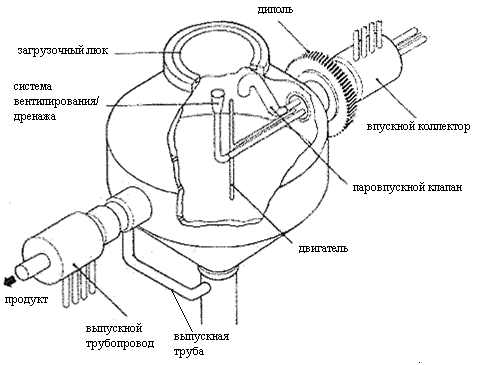
Рисунок 3.4 - Схема прямоточного UHT теплового оборудования [3].
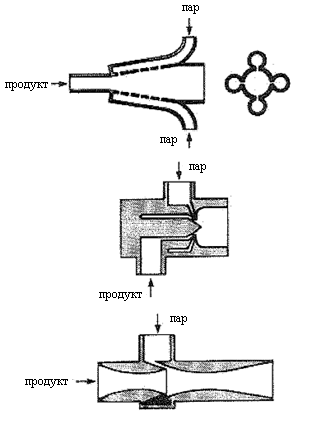
Впрыскивание пара
Прямоточная система Пар, полученный из питьевой воды, при давлении 965 кПа в мелко распыленной форме, достигнутой с помощью парового инжектора, вводится в предварительно нагретый жидкий продукт (760С) для того чтобы быстро нагреть его до 150 0С (рис. 3.5). После соответствующего времени выдержки (например, 2, 5 с) продукт быстро охлаждается в вакуумной камере до 70 0С, и конденсированный пар и летучие вещества продукта удаляются. Поэтому влагосодержание продукта возвращается приблизительно к первоначальному значению.
Главные достоинства этой системы: · это один из самых быстрых методов нагревания и охлаждения, поэтому подходит для большинства термочувствительных продуктов; · удаление летучих веществ является достоинством в случае обработки некоторых продуктов (например, молока).
Недостатки: · данный метод подходит только для продуктов с низкой вязкостью; · относительно слабый контроль условий обработки; · возможно затруднение в поддержании стерильности в частях оборудования с низким давлением; · обязательное требование использования пара из питьевой воды, что повышает затраты на производство; · регенерация энергии составляет менее чем 50% по сравнению с непрямоточным способом (90%); · низкая приспособляемость для переработки различных видов продукта. Нагнетание пара
В сосуде, находящимся под давлением, продукт распыляется в свободно падающую пленку в паре высокого давления (450 кПа). Он нагревается до 142-146 0С за 0, 3 с, и выдерживается в течение 3 с в трубопроводе перед быстрым охлаждением в вакуумной камере до 65-70 0С (рис. 3.5). Тепло, выделенное при быстром охлаждении, используется для предварительного нагрева подаваемого материала. Для контроля температуры, давления, уровня, скорости потока, работы клапана и порядка чистки используется микрокомпьютер.
Преимущества: · жидкость не контактирует с более горячими поверхностями, поэтому пригорание продукта исключается; · почти мгновенное нагревание продукта до температуры пара и очень быстрое охлаждение, что приводит к высокому сохранению органолептических показателей и питательных веществ продукта; · лучший контроль условий переработки по сравнению со случаем впрыскивания пара; · риск локального перегрева продукта ниже; · метод более подходит для продуктов с более высокой вязкостью.
Основной недостаток помимо недостатков метода парового впрыскивания - это забивание распылительных форсунок. Применение теплообменников (пластинчатые и трубчатые теплообменники) описано в деталях для процесса пастеризации.
Рисунок 3.5 – Различные конфигурации введения пара: а – впрыскивание; б – нагнетание [3].
Рисунок 3.6 - Схема непрямоточного UHT теплового оборудования [3].
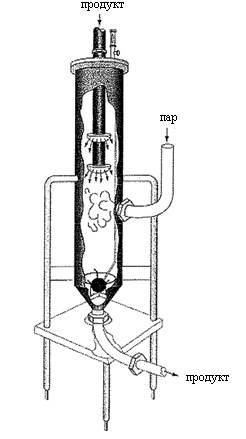
Нагрев твердого продукта Вязкие продукты и частицы (< 1 см) могут быть нагреты в скребковых теплообменниках. Однако, это требует больших капитальных затрат и рекуперация тепла невозможна. Данный способ используется для приготовления фруктовых соусов и фруктовых основ для йогуртов. В конвективных типах трубчатых теплообменников перенос тепла к потоку жидкости подвергается влиянию гидравлического давления и теплового сопротивления нарастающей пленки продукта или засора на стенках труб. Это тепловое сопротивление может быть минимизировано, если внутренняя поверхность теплообменника постоянно очищается скребковыми механизмами. Скребковые действия позволяют быстро переносить тепло к относительно маленькому объему продукта. Теплообменник со скребковой поверхностью, используемый в пищевой промышленности, схематично показан на рисунке 3.7. Поверхность теплообменника, контактирующая с пищевым продуктом, изготовлена из нержавеющей стали, чистого никеля, никеля, покрытого хромом или из других коррозионностойких материалов. Внутренний ротор содержит скребки, покрытые слоистым или формованным пластиком. В данном теплообменнике используются такие среды, как пар, горячая вода, рассол или холодильный агент фреон. Типичные температуры, используемые для обработки продуктов в скребковом теплообменнике, варьируются от -35 до 190 0С. В теплообменнике со скребковой поверхностью происходит постоянное перемешивание продукта, что очень желательно для достижения одинаковых вкусовых, цветовых, ароматических и текстурных характеристик продукта. Теплообменники используются для нагрева, пастеризации, стерилизации, взбивания, загустения, эмульгации, кристаллизации и придания пластичности. Жидкости с широким диапазоном вязкости могут быть перекачаны и обработаны в этих теплообменниках (например, фруктовые соки, супы, цитрусовый концентрат, ореховая паста, томатная паста и начинки для тортов). Двойной конусный теплообменник сочетает непрямоточное нагревание в двойном рубашечном конусе с прямым паровым нагревом (рисунок 3.8). Это самая эффективная система для обработки больших частиц продукта (2, 25 см). Твердые частички продукта поступают в двойную конусную емкость, которая затем начинает медленно вращаться (4-12 об/мин) по горизонтальной оси. Вводится пар давлением 206 кПа и продукт перемешивается в пару. Пар в рубашке имеет аналогичную температуру, чтобы предотвратить пригорания продукта на конусе. Во время стерилизации добавляется жидкость, чтобы предотвратить повреждение твердых частиц, возникающее при их перемешивании. Продолжительность стерилизации составляет, например, для кубиков моркови в зависимости от их размеров 2-4 минуты, чтобы достигнуть F0=10.
Рисунок 3.7 – Теплообменник со скребковой поверхностью [3].
После окончания стерилизации продукт быстро охлаждается холодной водой и стерильным воздухом, отходы сконденсированной влаги удаляются. Жидкая часть продукта стерилизуется отдельно в плиточной или трубчатой системе, а затем добавляется к твердой части. Затем конус действует как мешалка. Перемешанная твердожидкая смесь за счет избыточного давления стерильного воздуха направляется в асептический наполнитель. Этим исключается перемещение размягченного продукта с помощью насоса.
Рисунок 3.8 – Двойной конусообразный теплообменник для ультравысокотемпературной обработки твердых пищевых продуктов [3]. IV. СУШКА
Сушкой, пли обезвоживанием, называется процесс удаления из продукта влаги, в результате чего в нем увеличивается относительное содержание сухих веществ [6, 7]. Методы и способы обезвоживания. По энергетическим показателям можно выделить два основных принципа обезвоживания: удаление влаги из продукта без изменения ее агрегатного состояния, т.е. в виде жидкости, и удаление влаги с изменением ее агрегатного состояния, т. е. в виде пара. Первый принцип обезвоживания может быть осуществлен механическими способами (отжимом, фильтрованием, отстаиванием, центрифугированием), смешиванием продуктов с различной влажностью или с влагопоглотителями. Второй принцип сушки связан с затратами тепла на превращение воды в пар и отвод образующихся паров из сушильного аппарата в окружающую среду. Такая сушка называется тепловой. Механическое обезвоживание продуктов является более дешевым способом, чем тепловая сушка. Однако для сушки овощей и плодов он не может быть применен, так как не обеспечивает достаточно полного обезвоживания и сохранения исходных показателей качества сырья вследствие значительных потерь водорастворимых веществ (сахаров, витаминов, аминокислот и др.). По своей физической сущности сушка является сложным процессом, скорость которого определяется скоростью диффузии (перемещения) влаги из глубины высушиваемого продукта в окружающую среду. Удаление влаги при обезвоживании сводится к перемещению тепла и влаги внутри продукта и ее переносу с поверхности в окружающую среду. Различают естественную (на открытом воздухе) и искусственную сушку, осуществляемую в сушильных установках. Химическая связь
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 3313; Нарушение авторского права страницы
 . (1.31)
. (1.31) . (1.32)
. (1.32) , (1.33)
, (1.33)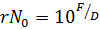 (1.34)
(1.34) . (1.35)
. (1.35) .
.  =3, 16× 108
=3, 16× 108



 а) б)
а) б)