|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ ПОТОЧНОЙ ЛИНИИ
Выпуск из ремонта тяговых двигателей ТЛ2К1 и МБ-418 с поточной линии производится через строго определенные промежутки времени, называемые тактом. В курсовой работе производится расчет основных параметров поточной линии по ремонту тяговых двигателей. При этом программа выпуска равна программе ремонта тяговых двигателей. Средний расчетный такт выпуска (запуска) одного двигателя определяется путем деления эффективного фонда времени за соответствующий плановый период Fэф на количество двигателей, подлежащих ремонту за тот же период, Nв, мин/шт., т.е.
Где Fэф – годовой эффективный фонд времени работы переменно-поточной линии, мин,
Где Тсм – продолжительность смены (принимается равной 480 мин); Тп – продолжительность регламентированных перерывов (принимается равной нулю); S – число смен; Тр – число рабочих дней в году (принимается равное 249 дням). Подставив значения в формулу 2.2, имеем:
Подставив значения
На поточной линии производится ремонт двигателей ТЛ2К1 и МБ-418 с различной трудоемкостью. Поэтому целесообразно вести ремонт на линии с различными, частными для каждого типа двигателя, тактами. Частный такт линии можно рассчитать 2 способами. Первый способ. Заключается в приведении программы ремонта двигателей всех типов к условному объекту. Для этого следует принять трудоемкость ремонта двигателя ТЛ2К1 за базу Тб, и тогда программы по всем закрепленным за линией двигателями Nj через коэффициент приведения по трудоемкости Кпрj = Tj /Tб можно привести к базовой (условной) единице, т.е. Nпрj = Nj* Кпрj. Затем рассчитать общий такт rобщ и частные (рабочие) такты линии rjремонта тяговых двигателей. Общий такт для случая двигателей 2 типов определяется из выражения:
Где N1 – годовая программа ремонта двигателей ТЛ2К1 (табл. П.4); N2 – годовая программа ремонта двигателей МБ-418 (табл. П.4); Кпрj – коэффициент приведения якорей по трудоемкости, определяется из выражения:
Где Tj – трудоемкость ремонта двигателя, приводимая к трудоемкости двигателя, принятого за базу (табл. П.2); Tб – трудоемкость ремонта двигателя ТЛ2К1, принятого условно за базовую единицу (табл. П.1). Коэффициент приведения
Приведем расчеты:
Второй способ. При расчете такта через распределение общего эффективного фонда времени работы линии по ремонту двигателей ТЛ2К1 и МБ-418 пропорционально трудоемкости программных заданий имеем:
Где Fэф1 – годовой эффективный фонд времени работы линии по ремонту двигателей ТЛ2К1, мин; N1 – годовая программа ремонта двигателей ТЛ2К1; Т1 – трудоемкость ремонта двигателей ТЛ2К1, мин (принимается по табл.П.1); n – число типов тяговых двигателей. Тогда эффективный фонд времени работы линии по ремонту двигателя МБ-418 определяется из выражения:
Частные такты ремонта двигателя ТЛ2К1 и МБ-418 можно рассчитать по формуле:
Приведем расчеты:
Технологическая планировка поточной линии прежде всего связана с типом транспортного устройства и определением его параметров. В работе проектируется поточная линия с распределительным конвейером. Распределительные конвейеры предназначены для транспортировки двигателей и распределения их между рабочими местами. Основными параметрами конвейеров рабочей линии являются длина и ширина рабочей части конвейера, расстояние между транспортируемыми двигателями и скорость движения конвейера. Длина рабочей части конвейера при непрерывном движении установки якорей на рабочие места определяется в результате планировки рабочих мест вдоль линии. При одностороннем расположении рабочих мест (рис. 1а) неодинаковых расстояний между ними из-за различных габаритов оборудования длину рабочей части конвейера можно определить из выражения:
Где
m – число операций ремонта якоря. Результаты расчета занести в табл.2.1.
Таблица 2.1 Определение длины рабочей части конвейера
Для уменьшения длины конвейера и лучшего использования площади применяется двухстороннее расположение рабочих мест (рис.1б), при котором длина рабочей части конвейера будет равна:
s w: ascii=" Cambria Math" w: h-ansi=" Cambria Math" /> < wx: font wx: val=" Cambria Math" /> < w: i/> < w: sz w: val=" 28" /> < w: sz-cs w: val=" 28" /> < /w: rPr> < m: t> 2< /m: t> < /m: r> < /m: den> < /m: f> < m: r> < w: rPr> < w: rFonts w: ascii=" Cambria Math" w: h-ansi=" Cambria Math" /> < wx: font wx: val=" Cambria Math" /> < w: i/> < w: sz w: val=" 28" /> < w: sz-cs w: val=" 28" /> < /w: rPr> < m: t> =128, 5 Рј< /m: t> < /m: r> < /m: oMath> < /m: oMathPara> < /w: p> < w: sectPr wsp: rsidR=" 00000000" > < w: pgSz w: w=" 12240" w: h=" 15840" /> < w: pgMar w: top=" 1134" w: right=" 850" w: bottom=" 1134" w: left=" 1701" w: header=" 720" w: footer=" 720" w: gutter=" 0" /> < w: cols w: space=" 720" /> < /w: sectPr> < /w: body> < /w: wordDocument> "> Скорость конвейера определяется по формуле, м/мин:
Где l – расстояние между рабочими местами (принимают равным 5 м); r – такт поточной линии, мин.
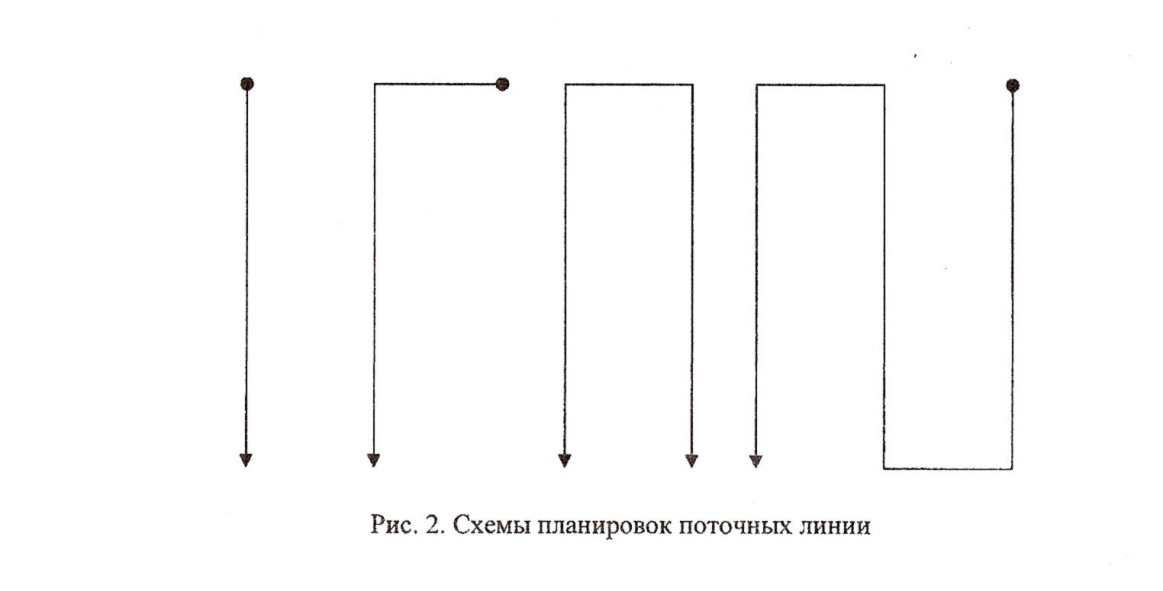
В ряде случаев длина поточной линии даже при двухстороннем расположении рабочих мест и оборудования оказывается больше длины цеха. Это вызывает необходимость придания ей одной из форм, приведенных на рис.2.
Длительность производственного цикла ремонта тяговых двигателей рассчитывается с помощью схемы производственного процесса и данных таблиц П.1 и П.2. Схема производственного процесса: 1-й этап – операции 1, 2 (1-я часть); 2-й этап – операции 5, 6, 7, 8, 14, 20 (1-я часть) и 3, 4 (2-я часть); 3-й этап – операции 15, 16, 17, 18, 19 (1-я часть) и 9, 10, 11, 12, 13, , 21 (2-я часть); 4-й этап – операции 22 (1-я часть); 5-й этап – операции 23, 24, 25 (1-я часть). В таблице 2.2 приведен расчет длительности производственного цикла ремонта тяговых двигателей.
Таблица 2.2 Расчет длительности производственного цикла ремонта тяговых двигателей
Результаты расчетов параметров поточной линии внести в таблицу 2.3; планировку цеха представить на бумаге (рис.3). Таблица 2.3 Основные параметры поточной линии ремонта якорей тяговых двигателей
Рис. 3 Планировка якорного участка с П-образной поточной линией ПОСТРОЕНИЕ КАЛЕНДАРНОГО ПЛАНА-ГРАФИКА РЕМОНТА ТЯГОВЫХ ДВИГАТЕЛЕЙ ТЛ2К1 И МБ-418 Периодом для построения плана-графика обычно принимается месяц. Согласно заданию число рабочих дней принято равным 22, оно и составит эффективный фонд работы поточной линии. Теперь необходимо этот фонд распределить пропорционально трудоемкости программных заданий по ремонту якорей ТЛ2К1 и МБ-418, использовав для этого формулы (2.6) и (2.7). В задании требуется организовать ремонт якорей не менее чем двумя партиями. В нашем случае Fэф1 = 129618, 72 мин; Fэф2 = 109421, 28 мин. Исходя из того, что надо разработать план ремонта, посчитаем условные фонды рабочего времени:
Календарный план представлен на рис.4
Рис. 4 Календарный план-график Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 745; Нарушение авторского права страницы



 в формулу 2.1, получим
в формулу 2.1, получим


 будет равен единице. Частный такт выпуска тягового двигателя определяется:
будет равен единице. Частный такт выпуска тягового двигателя определяется: 












 - расстояние между двумя смежными рабочими местами на линии на i-й операции, м (табл.П.5, графа 3, первая цифра размера);
- расстояние между двумя смежными рабочими местами на линии на i-й операции, м (табл.П.5, графа 3, первая цифра размера);  – количество рабочих мест (оборудования) на i-й операции (табл.1.1);
– количество рабочих мест (оборудования) на i-й операции (табл.1.1); 




 м/мин
м/мин