|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние геометрических параметров на качество изделийСтр 1 из 14Следующая ⇒
Очевидно, что качество изделий обеспечивает изготовитель. Если изделие сделано плохо, оно плохо работает. Но если разработано морально устаревшее изделие, оно будет неконкурентоспособным на рынке даже при отличном качестве изготовления. Следовательно, за качество отвечает и разработчик. Но неправильное использование изделия приведет к его быстрой поломке, и в таком случае, разговор о качестве теряет всякий смысл. В настоящее время особое внимание уделяют также утилизации изделий, поскольку опыт работы с такими объектами как атомные электростанции и атомные подводные лодки заставляет обращать внимание не только на эффективность функционирования, но и на угрозу загрязнения окружающей среды. Значит, качество изделия следует рассматривать на протяжении всего “жизненного цикла” от проектирования, через изготовление и эксплуатацию – до физической или моральной его “смерти” (рис. А 1.). “Жизненный цикл” изделия строится с учетом не только прямых связей (качество сложного изделия закладывается при проектировании, обеспечивается в ходе производства, реализуется при эксплуатации), но и обратных связей, которые используются для корректирования требований, обеспечивающих приемлемый уровень качества объекта.
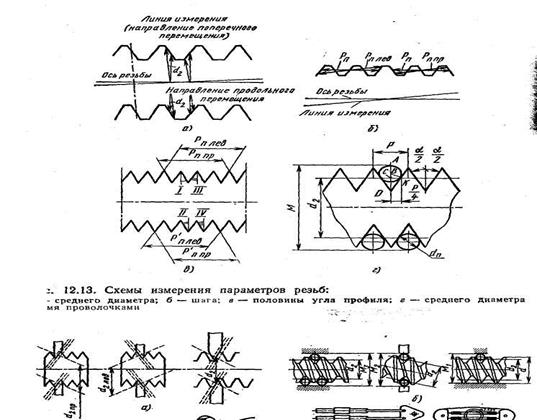
При проектировании изделия определенный уровень качества закладывается еще на этапе технического задания. Качество любого объекта (проекта, изделия, процесса) можно оценить, и на основе этой оценки сравнить объекты одинакового назначения. Качество изделия является наиболее общим его свойством и складывается из таких свойств как надежность, мощность, коэффициент полезного действия, эргономичность и др. В свою очередь, эти свойства могут быть более или менее сложными. Например, надежность изделия включает в себя его безотказность, долговечность, ремонтопригодность и сохраняемость. А такие свойства, как масса, отдельные габаритные размеры изделия являются простейшими и не разлагаются на составные элементы. Простейшие свойства, которые могут быть выражены числовыми значениями физических величин: масса, длина, твердость и др. далее будут называться параметрами. Функциональные параметры элементов изделия — это параметры, определяющие уровень его эксплуатационных показателей. К ним могут быть отнесены геометрические, физико-механические, электрические, магнитные и другие. Номенклатура функциональных параметров зависит от назначения изделия, его состава, конструкции и работы. Например, от площади зазоров в системе цилиндр-кольцо-поршень и объема камеры сгорания зависит вращающий момент двигателя внутреннего сгорания. От твердости рабочих поверхностей уплотнительных колец и стенок цилиндра зависит их износостойкость, следовательно и долговечность двигателя. Подобные примеры легко найти в любом техническом изделии. Эксплуатационные показатели, определяющие качество изделий, зависят в значительной степени от геометрических параметров деталей. Для нормальной работы соединений деталей (сопряжений) и изделия в целом необходимо обеспечить требуемую точность размеров, формы и расположения поверхностей, а также параметры их микрогеометрии (шероховатости). Для большинства деталей необходимо соблюдать требуемую точность не только по геометрическим параметрам. Например, наиболее важные детали оптико-механического прибора (микроскопа, фотоаппарата, бинокля) изготавливаются из стекла или пластмасс, и для них весьма существенны оптические свойства материала. Точность присоединительных размеров оптических деталей также будет влиять на качество собранного изделия. Кроме того, оптические свойства самих деталей в значительной мере зависят от точности таких геометрических параметров, как радиусы и толщина линз, углы и толщина призм, а также от правильности формы и микрогеометрии сферических и плоских поверхностей линз и зеркал, их расположения и т.д. Поверхность шарика в пишущем узле стержня шариковой ручки должна быть достаточно правильной (сферической) для того, чтобы шарик свободно вращался, а размеры шарика и гнезда должны обеспечивать зазор для выхода красящей пасты. Причем, слишком маленький зазор приведет к заклиниванию при письме, а слишком большой – к свободному вытеканию пасты на бумагу, в карман или сумку, где лежит ручка. Из рассмотренных примеров видно, что геометрические параметры в значительной степени влияют на качество любого изделия вне зависимости от сферы его применения и целевого назначения (от механической детской игрушки до космического корабля). Стандартизация параметров Множество современных технических изделий работает на автономном электрическом питании от батареек. Батарейки вставляют в часы, фотоаппараты, фонари, игрушки, причем вставить новую батарейку часто может сам пользователь. Замена наиболее часто употребляемых батарей возможна благодаря тому, что во всем мире изготовители и пользователи придерживаются одинаковых норм – стандартов – на их геометрические размеры и напряжение. Поэтому гнезда в приборах и игрушках позволяют легко установить туда подходящие батарейки в необходимом количестве. Весь мир пользуется фотографической пленкой стандартных размеров, то же можно сказать о магнитных пленках для аудио- и видеоаппаратуры, дискетах и компакт-дисках. Взаимозаменяемость однородных изделий означает “одинаковость” их основных параметров. Но единообразие подхода к нормированию параметров не исключает возможности разработки и выпуска различающихся изделий одного назначения. Необходимость применения разнообразных по видам и числовым значениям параметров требует разработки систем допусков, причем в первую очередь стандартизации подвергаются геометрические параметры деталей и сопряжений. Для того чтобы запустить изделия в серийное и массовое производство, техническая документация на них должна содержать жестко нормированные значения основных функциональных параметров. Чтобы разбросы параметров, неизбежно возникающие при изготовлении элементов, не оказывали существенного влияния на работу изделия, их ограничивают определенными нормами. Параметры могут быть с одной стороны (сверху или снизу), но наиболее часто используют двухстороннее ограничение. Нормы допустимого рассеяния параметров при двухстороннем ограничении называют допусками. Соблюдение единообразия номинальных значений параметров и норм их рассеяния обеспечивает взаимозаменяемость изделий. Нормы номинальных значений параметров могут быть зафиксированы в виде рядов предпочтительных чисел, а для геометрических параметров – в виде рядов нормальных линейных размеров, нормальных углов, уклонов и конусностей. Вопрос 2. Дифференцированный (поэлементный) контроль параметров резьбы. Все основные параметры резьбы (собственно средний диаметр, наружный и внутренний диаметры, шаг и угол профиля) можно контролировать с помощью универсальных или специализированных контрольных средств. При этом контролируемый параметр измеряют многократно, что позволяет путем последующей обработки результатов по известным методикам уменьшить влияние погрешностей других параметров резьбы. Средний диаметр наружной резьбы контролируют с помощью универсальных средств без дополнительных приспособлений или с использованием резьбовых вставок, ножей, проволочек, роликов, а для внутренней резьбы — еще и шариков или оттисков. При измерении среднего диаметра наружной резьбы с помощью микроскопа перекрестие визирной трубки вначале наводят на верхний профиль резьбы, а затем на нижний (рис. 12.13, а). За результат измерения принимают полусумму результатов измерений среднего диаметра по правой и по левой сторонам профиля. При этом в значительной мере уменьшается влияние погрешности шага. Однако теневое изображение профиля резьбы в этом случае из-за влияния угла подъема резьбы является искаженным, поэтому для контроля среднего диаметра часто используют приспособления с ножами, проволочками или вставками (рис. 12.14). При использовании ножей (рис. 12.14, а) их лезвия подводят с помощью специальных приспособлений и кареток к боковым сторонам выступов до плотного соприкосновения (без просветов). Так как кромка лезвия ножа из-за подъема витка резьбы не видна, отсчет положения ножа проводят по рискам, нанесенным на поверхности ножа параллельно его лезвию. Для
Для метрической резьбы
где Для измерения размера М используют длиномеры, оптиметры, микрометры и т. п. При измерении на горизонтальном оптиметре (см. рис. 12.14, е) обеспечивается погрешность измерения 1, 5— 2 мкм. Для повышения точности измерения учитывают погрешности диаметра проволочек, шага, угла профиля, угла подъема резьбы, деформации витков и др. При небольшом числе витков применяют метод двух проволочек, тогда
Для контроля резьб с В цеховых условиях и при ремонте используют микрометры с резьбовыми вставками (рис. 12.14, д). Погрешность этого метода 0, 025— 0, 2 мм. Шаг резьбы измеряют с помощью универсальных или специальных средств. Из универсальных средств используют главным образом микроскопы, перекрестия которых последовательно наводят на правые и левые стороны профиля резьбы. Чтобы исключить погрешность от перекоса оси резьбы относительно линии измерения в горизонтальной и вертикальной плоскостях, шаг необходимо измерять по правым и по левым сторонам профиля (см. рис. 12.13, б) и с обеих его сторон (рис. 12.13, в). Тогда действительный размер шага Рг можно найти по В специальных приборах (измерительных машинах) шаг измеряют путем сравнения либо с образцовой деталью, либо со штриховой мерой [8]. В приборе, показанном на рис. 12.15, измерительный 5 и проверяемый 4 винты расположены последовательно (в соответствии с принципом Аббе). Приводной винт / одновременно перемещает жестко связанные каретки 2 и 8. Измерительный наконечник 6, расположенный на дополнительной подвижной каретке 7, соприкасается с гайкой, перемещающейся по профилю проверяемой резьбы. Взаимные смещения базового 3 и измерительного 6 наконечников регистрируются или записываются с помощью сильфон-ного прибора 9 и самописца. При разностном методе спроверяемым винтом в двух разных его точках соприкасаются два наконечника одной каретки. Один из наконечников (базовый) связан с корпусом каретки, второй (измерительный) — воздействует на датчик записывающего устройства. После записи первой разности показаний относительное поло-: ение наконечников меняют, и выполняют новое измерение. Затем; Срабатывают полученные графики, воссоздавая математическим i /тем первообразную реальную функцию винтовой поверхности и (! ределяя по ней погрешности шага., Мини-ЭВМ позволяют осуще-| зить метод контроля, при котором для математической обработки щотся, например, в дискретной форме взаимосвязанные сигналы .атчика поворота винта и с датчика линейного перемещения измерительной каретки. Одновременно самописец вычерчивает разностный спектр значений функций действительной и теоретической винтовой поверхности в выбранных точках. На подобном принципе построена машина ЭНИМСа, которая снабжена круговым индуктивным и линейным лазерным интерференционным преобразователями. ля винта длиной 3 м и диаметром до 100 мм скорость измерения; ставляет Для исключения влияния упомянутых погрешностей действи-i ельные значения половины угла профиля
Для метрической резьбы теоретическое значение угла профиля резьбы Внутренний диаметр наружных резьб измеряют с помощью микроскопов или контактных измерительных приборов с остроконечными вставками. Средний диаметр внутренних резьб измеряют с помощью штих-маоов с резьбовыми вставками (рис. 12.16, а), индикаторных приборов (рис. 12.16, б) с раздвижными полупробками или сферических вставок, а также путем получения оттисков и отливок с последующим их измерением универсальными средствами. На рис. 12.16, в изображена резьбовая пробка 1, ввинченная с зазором в контролируемую резьбу 2 и снабженная шариковыми вставками 3 и иглой 4 индикатора 5 (рис. 12.16, б). Измерение среднего диаметра шариками или шариковыми наконечниками аналогично измерению проволочками. При этом используют горизонтальные и вертикальные оптиметры, индикаторы и т. п. Все параметры внутренней резьбы можно также измерять с помощью специального микроскопа ИЗК-59 (приспособление к У ИМ). Существуют автоматические средства контроля параметров резьб (автомат БВ-538, автомат Львовского политехнического института и др.).
БИЛЕТ № 2 ВОПРОС 1. Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 822; Нарушение авторского права страницы

 = 100 мм метод измерения на микроскопе обеспечивает погрешность 2, 5—4, 5 мкм. Для малых образующих резьб применяют при измерении среднего диаметра метод трех, двух или одной проволочки (рис. 12.14, б и г), закладываемых во впадины резьбы. Таким образом, контрольное средство позволяет измерить некоторый размер М, зависящий от среднего диаметра резьбы
= 100 мм метод измерения на микроскопе обеспечивает погрешность 2, 5—4, 5 мкм. Для малых образующих резьб применяют при измерении среднего диаметра метод трех, двух или одной проволочки (рис. 12.14, б и г), закладываемых во впадины резьбы. Таким образом, контрольное средство позволяет измерить некоторый размер М, зависящий от среднего диаметра резьбы  и диаметра
и диаметра  проволочек (рис. 12.13, г). При изменении выбираемого диаметра
проволочек (рис. 12.13, г). При изменении выбираемого диаметра  проволочки положение ее во впадине меняется и при этом в значительной мере сказываются погрешности угла профиля. Для уменьшения влияния этой погрешности выбирают проволочки наивыгоднейшего диаметра
проволочки положение ее во впадине меняется и при этом в значительной мере сказываются погрешности угла профиля. Для уменьшения влияния этой погрешности выбирают проволочки наивыгоднейшего диаметра  , который обеспечивает их касание со впадиной резьбы по линии среднего диаметра
, который обеспечивает их касание со впадиной резьбы по линии среднего диаметра  . Тогда
. Тогда

 (12.13)
(12.13) — наивыгоднейший диаметр проволочек.
— наивыгоднейший диаметр проволочек.
 мм применяют одну проволочку.
мм применяют одну проволочку. четырем измерениям:
четырем измерениям: 
 определяют с помощью микроскопов или проекторов по результатам четырех измерений (см. рис. 12.13, в):
определяют с помощью микроскопов или проекторов по результатам четырех измерений (см. рис. 12.13, в):  (12.16)
(12.16) значение
значение  определяют по формуле (12.2).
определяют по формуле (12.2).