
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы прокатки двутавровых балок
В зависимости от вида и размеров профиля, а также конструкции прокатного стана применяют различные способы прокатки балок, для каждого из которых можно выделить два характерных этапа: получение чернового двутаврового профиля (в черновых калибрах); дальнейшая прокатка этого профиля в балку заданных размеров (в предчистовых и чистовых калибрах). Различие способов прокатки балок заключается в виде применяемых калибров на этих этапах. Все способы прокатки балок принято классифицировать на три группы: прокатка в прямых калибрах; прокатка в наклонных калибрах; прокатка с применением универсальных балочных калибров.
Прокатка в прямых калибрах
Способ прокатки балок в прямых калибрах применяют на линейных и последовательных станах, снабженных рабочими клетями трио и дуо. Этот способ прокатки реализуется по-разному в зависимости от размеров двутавра. При прокатке балок малых размеров (№ 10—30) в черновых, предчистовых и чистовых клетях применяют закрытые балочные калибры (рисунок 2). В этом случае прямоугольную заготовку вначале деформируют в закрытом разрезном калибре с острыми гребнями. Затем полученный черновой профиль постепенно обжимают по стенке и фланцам в калибрах с чередующимся расположением относительно горизонтальной оси открытых и закрытых фланцевых ручьев. Это вызвано разным характером деформации металла в рассматриваемых ручьях (утяжка фланцев в закрытых и приращение в открытых ручьях). Поскольку уклоны наружных граней смежных калибров также чередуются, то в каждом проходе отогнутые наружу открытые фланцы заходят в закрытые ручьи калибра с противоположными уклонами наружных граней, причем ширина полосы по открытым фланцам Вфо больше соответствующей ширины калибра Вдз (4-й проход). Однако это не создает существенных затруднений при захвате металла валками благодаря так называемому «языку» на переднем и заднем концах раската. Вначале захватывается гребнями валков «язык», который втягивает в очаг деформации всю полосу. При этом под действием боковых стенок ручьев фланцы профиля изгибаются в противоположном направлении. Благодаря «языку» обеспечивается также надежный выход полосы из валков, так как «язык» поступает на выводную проводку раньше фланцев и помогает вытаскивать полосу, зажатую в закрытых ручьях калибра.
Рисунок 2 – Схема прокатки балок малых размеров в прямых калибрах (а) и форма концов раската (б) 1 - 6 - номера проходов (штриховыми линиями показаны контуры сечений полос, задаваемых в калибры)
Рисунок 3 - Схема прокатки балок средних и крупных размеров: а – в черновых реверсивных клетях дуо; б — в линии клетей трио и чистовой дуо
Уклон боковых стенок ручьев (выпуск калибра) обычно принимают в разрезном и первых черновых калибрах 4—8 %, а затем постепенно уменьшают к чистовому калибру до 0, 5 %. В разрезном и чистовом калибрах для закрытых и открытых ручьев уклоны, как правило, делают одинаковыми, а в промежуточных калибрах - различными: 2—3% для закрытых и 5—8% для открытых фланцев ручьевых. Уклон внутренних граней фланцевых ручьев изменяется от 40—70 % в разрезном калибре до 12—16 % в чистовом калибре. В крупносортном цехе Нижнетагильского металлургического комбината двутавровые профили прокатывают этим способом. При прокатке в прямых калибрах балок средних и крупных размеров (№ 33—60) первоначальный черновой профиль получают в открытых разрезных и балочных калибрах с широкими тупыми гребнями (рисунок 3, а), размещаемых на валках обжимной реверсивной клети дуо крупносортного или рельсобалочного стана, а также на валках блюминга (при прокатке только крупных балок № 45-60). Применение таких калибров вызвано необходимостью получить черновой профиль с широкой стенкой и сравнительно тонкими фланцами, что невозможно сделать в разрезных калибрах с острыми гребнями. В каждом открытом калибре дается несколько проходов при изменении расстояния между валками. Вследствие применения тупых гребней, формирование фланцев происходит медленно, особенно при прокатке из прямоугольной заготовки. После двух - четырех проходов металл вытекает в зазор между валками, поэтому раскат кантуют на 90° и затем прокатывают в специальных ребровых калибрах (проходы 5 и 6). Для получения чернового профиля по этому способу прокатки требуется 7 - 9 проходов, в то время как при прокатке в калибрах с острыми гребнями – 2 - 3 прохода. У чернового профиля толщина стенки получается в 3 - 5 раз больше толщины стенки готовой балки, а соотношение между толщиной стенки и фланцев сохраняется примерно таким же, как у чистового профиля. Дальнейшая прокатка чернового раската в готовую балку происходит в закрытых балочных калибрах (рисунок 3 б), размещаемых на валках черновых клетей трио и чистовой клети дуо. Особенности деформации балок на этом этапе прокатки обусловлены весьма широкой стенкой профиля. Поскольку площадь стенки составляет до 5 % площади всего профиля, она оказывает сильное влияние на утяжку фланцев. Поэтому при калибровке крупных балок коэффициент обжатия стенки принимают меньше коэффициента обжатия фланцев. Особенностью калибровки валков для прокатки крупных балок является также стремление получить сравнительно большое уширение металла с целью поперечного растяжения стенки профиля гребнями валков. Как уже отмечалось, при прокатке крупных балок возникают трудности получения высоких фланцев. Чем глубже закрытые фланцевые ручьи, тем труднее предупредить значительную утяжку фланцев. Поэтому боковое обжатие фланцев обычно уменьшают, или полностью исключают по всей высоте закрытых ручьев, а необходимую вытяжку фланцев обеспечивают за счет обжатия их по высоте. Необходимо отметить, что эффективная прокатка балок в прямых калибрах возможна только при значительном уклоне внутренних граней фланцев, так как величина этих уклонов определяет интенсивность обжатия фланцев в открытых ручьях. При уклоне внутренних граней менее 12 % и значительной высоте фланцев возникают трудности получения правильного профиля из-за невозможности бокового обжатия фланцев. Это ограничивает применение прямых балочных калибров для получения широкополочных балок. Для увеличения интенсивности бокового обжатия фланцев и прокатки тонкостенных балок с уменьшенными уклонами внутренних граней и увеличенной шириной полок применяют повышенные выпуски калибров до 12 % с одновременным изгибом стенки калибра, как показано на рисунке 4, а, б.
Рисунок 4 – Форма черновых подготовительных закрытых балочных калибров с увеличенным выпуском а — с изгибом стенки и одинаковым выпуском у открытых и закрытых ручьев; б — с изгибом стенки и разным выпуском открытых и закрытых ручьев; в — без изгиба стенки с разными выпусками у открытых и закрытых ручьев
Реже применяют калибры с прямой стенкой и увеличенными до 12 % выпусками открытых фланцев (рисунок 4, в). Величина этого выпуска ограничена условиями входа раската в закрытый балочный калибр; с увеличением выпуска ширина полосы по отогнутым открытым фланцам становится значительно больше соответствующей ширины последующего калибра ВДЗ (рисунок 2, 4-й проход) вследствие чего возрастает перегиб фланцев при втягивании раската в валки. При этом появляется опасность «закусывания» валками вершины фланца с последующим образованием заката. Прокатка в наклонных калибрах
По этому способу прокатки заготовку деформируют в последовательно расположенных наклонных калибрах с чередующимся направлением наклона оси симметрии шейки в смежных проходах (рисунок 5), так что фланцы профиля поочередно обжимаются то в открытых, то в закрытых фланцевых ручьях калибра. Благодаря наклону шейки калибра увеличиваются уклоны боковых граней фланцевых ручьев, что позволяет повысить интенсивность обжатия открытых фланцев, сократить число проходов и повысить температуру конца прокатки, а также существенно облегчить условия переточки валков. Кроме того, в наклонных калибрах можно обжимать профиль по ширине. Отмеченные преимущества позволяют прокатывать в наклонных калибрах балки с уменьшенными уклонами внутренних граней полок и большой высотой фланцев, т.е. широкополочные балки. Несмотря на это, указанный способ прокатки не получил широкого применения в отечественной практике из-за следующих недостатков: низкой стойкости упорных конусов вследствие больших осевых усилий, что приводит к изменению в процессе прокатки размеров балки, особенно толщины фланцев; скручивания профиля при деформации и затруднений при входе раската в валки; необходимости использования для расточки калибров двух валков с увеличенными исходными диаметрами (вместо одного при использовании закрытых калибров); глубокого вреза ручьев в валки, что снижает их прочность.
Рисунок 5 – Схема прокатки балок в наклонных калибрах
Прокатка балок с применением универсальных калибров
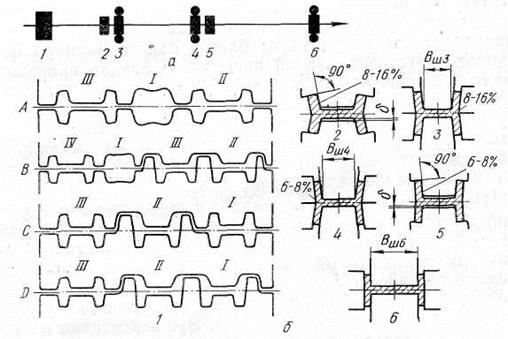
Универсальные балочные калибры позволяют прокатывать двутавровые профили любого вида, но наиболее целесообразно их применять для производства широкополочных и тонкостенных двутавров с параллельными гранями полок. С применением таких калибров реализованы способы прокатки балок на универсальных балочных, полунепрерывных и непрерывных станах. Кроме того, универсальные балочные калибры применяют в качестве чистовых при прокатке балок на линейных и последовательных станах. Универсальный балочный стан (УБС) включает реверсивную заготовочную клеть дуо, черновую и промежуточную реверсивные группы, состоящие из главной универсальной балочной клети и вспомогательной клети дуо, и чистовую нереверсивную универсальную клеть (рисунок 6).
Рисунок 6 - Схема расположения рабочих клетей (а) и калибровки валков (б) универсального балочного стана: 1 - реверсивная заготовочная клеть дуо; 2, 5 - вспомогательные клети дуо; 3, 4, 6 - черновая, промежуточная и чистовая универсальные клети; А, В, С, D - возможные варианты калибровки валков заготовочной клети; I—IV - номера калибров
Рисунок 7 - Конструкция калибров блюминга и заготовочной клети УБС: а — открытый калибр блюминга и форма сечения фасонного блюма; б, в — осадочный и открытый калибры заготовочной клети
В зависимости от сортамента прокатываемых балок и сечения блюмов применяют различные варианты калибровки валков заготовочной клети (рисунок 6, б, схемы А—D). При прокатке из фасонных блюмов крупных балок (свыше № 60), особенно с широкими полками, используют осадочные I и открытые балочные калибры II и III (рисунок 6, схема А), а при прокатке балок № 36 – 60 - осадочные и закрытые балочные калибры (рисунок 6, схема В). Применение ребровых осадочных калибров позволяет получать из блюма одного размера несколько заготовок разной ширины. В случае прокатки мелких и средних балок (№ 20—30) из прямоугольного блюма применяют закрытые балочные калибры (рисунок 6, схема D) или сочетание открытых и закрытых калибров (рисунок 6, схема С). Прокатка заготовок в закрытых калибрах обеспечивает более интенсивную деформацию фланцев и сокращение числа проходов. Применение закрытых калибров приводит к следующим недостаткам: снижается маневренность УБС, так как для прокатки почти каждого размера двутавра необходим специальный комплект валков; увеличивается количество профилеразмеров блюмов; появляется необходимость устанавливать съемные проводки для устранения возможности окова валков. Эти недостатки в значительной степени устраняются, если наряду с закрытыми калибрами применяют осадочные калибры, как это показано на схеме В (рисунок 6, б). Для всех вариантов калибровки валков заготовочной клети характерно применение в последнем проходе симметричного открытого калибра, что необходимо для дальнейшей прокатки профиля в черновой группе стана, состоящей из вспомогательной и универсальной клетей. У последнего калибра заготовочной клети (рисунок 7, б) уклон торцевых граней фланцев примерно равен уклону реборды валков последующей вспомогательной клети (рисунок 6, б, 2-я клеть) и составляет 6—12%, а стенка не имеет утолщений на границе с фланцами. Конструкция осадочного калибра должна обеспечивать устойчивое положение блюма при прокатке. С этой целью ширину осадочного калибра ВД принимают равной ширине полок блюма Н, получаемого при прокатке в открытом, калибре, уклон боковых граней принимают равным уклону торцевых граней фланцев блюма, а глубину вреза Нвр - несколько больше максимальной толщины фланцев b. Дно осадочного калибра делают с выпуклостью посередине В зависимости от размеров блюма и размеров требуемой заготовки в реверсивной заготовочной клети полосу прокатывают за 5 - 15 проходов. Вначале фасонный блюм обжимают за два прохода в осадочном калибре, затем кантуют на 90° и прокатывают за несколько проходов в открытом калибре II (схема А рисунок 6), после чего раскат кантуют на 90° и снова прокатывают в ребровом калибре за один - два прохода. Последний проход дают в открытом калибре III. При прокатке по схеме В после осадки блюма в калибре I и последующей прокатки в закрытом калибре II раскат кантуют на 180°, а затем последовательно прокатывают в калибрах III и IV. Полученную заготовку прокатывают в черновой группе клетей за 5 - 7 проходов, в промежуточной группе - за 3 - 5 проходов и в чистовой универсальной клети за один проход. Во всех клетях, кроме чистовой, прокатку ведут с отогнутыми фланцами (рисунок 6, б, калибры клетей 2 - 5). Угол наклона фланцев в черновой универсальной клети составляет 8 - 16%, а в промежуточной – 6 - 8%. У валков вспомогательных клетей угол наклона боковых граней принимают равным углу наклона фланцев в универсальной клети, а поверхность реборды вытачивают под углом 90° к боковой грани. Поскольку калибр вспомогательной клети предназначен только для обжатия полок по высоте, то для предупреждения обжатия стенки, по мере износа реборды, между поверхностью бочки валка и стенкой профиля предусматривают зазор Особенности прокатки балок Форма двутавровых профилей существенно отличается от прямоугольного сечения исходной заготовки. Поэтому их невозможно получить, применяя равномерные обжатия по ширине профиля Калибровку валков проектируют таким образом, чтобы получать максимальную неравномерность деформации в первых, разрезных закрытых или открытых калибрах (рисунок 8, а, б), когда металл имеет высокую температуру и более пластичен, чем в последующих проходах. Неравномерность деформации является главной особенностью прокатки всех фланцевых профилей, в том числе балок.
Рисунок 8 - Калибры, применяемые для прокатки двутавровых балок
В этих калибрах вначале деформируется средняя часть заготовки, причем гребни ручьев, внедряясь в металл, вызывают вынужденное уширение заготовки. При дальнейшем обжатии гребнями начинается деформация крайних участков заготовки. В результате получается черновой двутавровый профиль. На последующих стадиях прокатки в зависимости от размера балок и типа стана применяют различные виды балочных калибров (рисунок 8 в—е): прямые закрытые, открытые, наклонные и универсальные. Деформация металла в этих калибрах имеет свои особенности. Важной особенностью процесса прокатки в балочных калибрах является разновременность обработки валками различных элементов профиля. Разновременность обжатия фланцев и стенки вызывает перетекание металла из одних частей профиля в другие. На первых стадиях обжимаемые фланцы удлиняются и тянут за собой стенку, которая непосредственно валками не деформируется и сдерживает вытяжку фланцев. В результате вытяжка фланцев и стенки получится одинаковой, а поскольку стенка не обжимается, то металл для ее вынужденного удлинения перетекает из фланцев. Доля перетекающего металла зависит, главным образом, от отношения площадей стенки (шейки) и фланцев и температуры стенки. Чем больше данное отношение, т. е. чем массивнее стенка, тем труднее она поддается растяжению, а следовательно, тем больше металла перетекает из фланцев в стенку. С понижением температуры стенки также увеличивается ее сопротивление растяжению и, следовательно, возрастает количество металла, перетекающего из фланцев в стенку. Наряду с удлинением стенки происходит ее утонение. На последней стадии деформации балки обжимается и удлиняется стенка, а вместе с ней вынуждены также удлиняться и фланцы, обжатие которых практически закончилось на предыдущих стадиях деформации. При этом металл, необходимый для удлинения фланцев, поступает из стенки балки. Если этого металла окажется недостаточно, то произойдет утяжка фланцев по высоте. Значительное перемещение металла из одних частей фасонного профиля в другие приводит к появлению в очаге деформации дополнительных сжимающих и растягивающих напряжений, в результате чего увеличивается усилие прокатки и расход энергии по сравнению с прокаткой простых сортовых профилей. Разновременность захвата валками различных частей профиля и интенсивность перетекания металла зависят от коэффициентов обжатия полок и стенки, а также от величины уклонов фланцев. Наиболее ярко эти явления выражены при прокатке в черновых калибрах, где уклоны фланцев Открытые балочные калибры (рисунок 8, г) симметричны относительно горизонтальной оси, вследствие чего верхние и нижние фланцы профиля деформируются в одинаковых условиях. Поскольку каждый фланцевый ручей 4 врезан в один валок, то деформация фланцев балки в открытом калибре имеет те же особенности, что и в закрытых ручьях закрытого балочного калибра: под влиянием стенки фланцы протягиваются через ручьи как через волочильное очко со скоростью, равной разнице окружных скоростей валка на участках шейки и фланцев. Поэтому значительные боковые обжатия фланцев здесь невозможны, что является существенным недостатком открытых балочных калибров. Так как стенка балки получает большие обжатия, то принудительное выравнивание вытяжки по элементам профиля сопровождается: утяжкой фланцев и перетеканием металла из стенки во фланцы. Для увеличения интенсивности деформации фланцев применяют обжатие фланцев по высоте. Однако при этом возникает склонность к переполнению калибров и выдавливанию металла в межвалковый зазор, вследствие чего необходимо применять обжатие профиля по ширине в специальных ребровых проходах или вертикальными валками. По этой же причине уклоны наружных и внутренних граней фланцевых ручьев увеличивают до 25%. Указанные особенности деформации металла определили применение открытых балочных калибров в качестве разрезных и черновых при прокатке крупных балок. Такие калибры имеют широкие тупые гребни и предназначены для получения чернового раската с широкой шейкой и сравнительно тонкими фланцами. В наклонных калибрах (рисунок 8, д) ось стенки профиля расположена под углом Применение универсальных балочных калибров (рисунок 8, е) создает наиболее благоприятные условия для прокатки двутавровых профилей. В таких калибрах стенка двутавра деформируется приводными горизонтальными валками, а полки обжимаются холостыми вертикальными валками и наружными поверхностями гребней горизонтальных валков. Путем соответствующей настройки горизонтальных и вертикальных валков достигают равномерной деформации (равенства коэффициентов обжатия) стенки и фланцев двутавра и тем самым исключают или уменьшают перетекание металла из одних элементов профиля в другие. Поскольку холостые вертикальные валки во время прокатки приводятся через полосу, то их окружная скорость в первом приближении равна скорости прокатки балки, что способствует уменьшению трения скольжения на наружных гранях полок по сравнению с прокаткой в закрытых балочных калибрах. Отмеченные условия прокатки положительно влияют на качество двутавров. При прокатке в универсальном калибре фланцы профиля получают приращение по высоте, т. е. уширяются. Поэтому с целью получения заданной ширины полок применяют обжатие фланцев по высоте в специальных вспомогательных горизонтальных клетях. В универсальных балочных калибрах можно прокатывать балки с параллельными гранями полок, что является важным преимуществом их по сравнению с другими калибрами. Для этого в чистовой универсальной: клети делают вертикальные валки строго цилиндрическими, а боковые грани горизонтальных валков без уклонов. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1835; Нарушение авторского права страницы





 = 5÷ 10 мм.
= 5÷ 10 мм. = 3÷ 10 мм. Ширину стенки профиля по внутренним граням фланцев (ширину шейки калибра) обычно принимают одинаковой для всех универсальных клетей: Вш6 = Вш4 = Вш3 (рисунок 8, б). Иногда предусматривают вход раската в чистовой калибр со стеснением, для чего ширину шейки в предчистовом калибре Вш4 делают меньше ширины шейки чистового калибра ВШ6 на 2 - 4 мм.
= 3÷ 10 мм. Ширину стенки профиля по внутренним граням фланцев (ширину шейки калибра) обычно принимают одинаковой для всех универсальных клетей: Вш6 = Вш4 = Вш3 (рисунок 8, б). Иногда предусматривают вход раската в чистовой калибр со стеснением, для чего ширину шейки в предчистовом калибре Вш4 делают меньше ширины шейки чистового калибра ВШ6 на 2 - 4 мм.
 он и
он и  крытые (как, впрочем, и закрытые) фланцевые ручьи расположены по диагонали. С такой конструкцией калибра связаны следующие особенности деформации металла: создается возможность обжимать профиль по ширине между боковыми стенками калибра и, следовательно, исключить уширение полосы; увеличивается интенсивность бокового обжатия открытых фланцев и приращение их высоты; облегчается выход полосы из валков по сравнению с прокаткой в закрытых балочных калибрах за счет того, что балка прокатывается между подвижными относительно друг друга боковыми поверхностями наклонных ручьев, принадлежащих разным валкам, в то время как в закрытом балочном калибре происходит защемление полосы между боковыми стенками закрытого ручья, врезанными в один валок и неподвижными относительно друг друга. Однако при наклонном расположении калибров возникают осевые усилия
крытые (как, впрочем, и закрытые) фланцевые ручьи расположены по диагонали. С такой конструкцией калибра связаны следующие особенности деформации металла: создается возможность обжимать профиль по ширине между боковыми стенками калибра и, следовательно, исключить уширение полосы; увеличивается интенсивность бокового обжатия открытых фланцев и приращение их высоты; облегчается выход полосы из валков по сравнению с прокаткой в закрытых балочных калибрах за счет того, что балка прокатывается между подвижными относительно друг друга боковыми поверхностями наклонных ручьев, принадлежащих разным валкам, в то время как в закрытом балочном калибре происходит защемление полосы между боковыми стенками закрытого ручья, врезанными в один валок и неподвижными относительно друг друга. Однако при наклонном расположении калибров возникают осевые усилия