
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Профиль и его характеристикаСтр 1 из 8Следующая ⇒
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
В СОСТАВ ПРОЕКТА ВХОДИТ:
В состав пояснительной записки входит:
Лист 1 - Схема расположения калибров клети «1300 балки 15К1А Формат А1 Лист 2 - Калибровка УБС балки 15К1А Формат А1 Лист 3 - План цеха Формат А0
СОДЕРЖАНИЕ ВВЕДЕНИЕ 9 1 ОБЩАЯ ЧАСТЬ 11 1.1 Профиль его характеристика 11 1.2 Способы прокатки двутавровых балок 13 1.3 Особенности прокатки двутавровых балок 21 1.4 Другие способы производства широкополочных двутавров 25 1.5 Технологический процесс производства двутавровых балок в условиях ЦПШБ ОАО «НТМК» 28
2 Специальная часть 32 2.1 Методика расчета калибровки валков обжимной клети «1300» при прокатке двутавровой балки по методу Б.П. Бахтинова 32 2.2 Методика расчета калибровки валков для универсальной и вспомогательной клетей 38 2.3 Пример расчета калибровки валков для прокатки двутавровой балки в универсальной и вспомогательной клетях 39 2.4Пример расчета калибровки валков обжимной клети «1300» при прокатке двутавровой балки 15К1А по методу Б.П. Бахтинова 47 2.5 Проверочный расчет мощности привода обжимной клети «1300» 56 2.6 Расчет годовой производительности стана по заданному профилю 65 2.7 Проверочный расчет валков обжимной клети «1300 на прочность 69 2.8 Тесты 72 3 Экономика и организация производства 79 3.1 Экономическая целесообразность проекта 79 3.2 Расчет затрат на производство продукта 80 3.3 Производственная себестоимость программного обеспечения 83 3.4 Экономическая эффективность 84 4 ОХРАНА ТРУДА И БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ 85 4.1 Опасные и вредные производственные факторы 86 4.2 Метеорологические условия 87 4.3 Шум и методы его снижения 89 4.4 Мероприятия по снижению вибрации 89 4.5 Мероприятия по освещению производственных помещений 90 4.6 Электробезопасность 92 4.7 Мероприятия по ограждению опасных зон 93 4.8 Пожарная безопасность 94 4.9 Расчет коэффициента частоты травматизма, коэффициента тяжести травматизма 96
ЗАКЛЮЧЕНИЕ 97
Библиография 98
ВВЕДЕНИЕ
Современный мир – мир высокоразвитых компьютерных технологий. Компьютерная и другая вычислительная техника используется практически во всех отраслях производства и промышленности, без неё немыслима жизнь человека. Поэтому стало не только доступным, но и экономически целесообразным их внедрение в образовательный процесс, как мощного функционального средства. Речь идет не только об устройстве современных компьютерных классов для изучения информационно – аналитических дисциплин, но и об организации на базе этих классов дополнительных курсов по основным (для конкретного учебного заведения) образовательным дисциплинам, с целью закрепления пройденного лекционного материала, а также систематической проверки полученных знаний путем проведения тестирования. Также в последнее время набирает популярность дистанционная форма обучения. В связи с этим возникает необходимость в программном обеспечении, представляющем возможность самостоятельного изучения конкретной дисциплины, как в домашних условиях, так и путем посещения специализированных курсов в учебном заведении. В настоящее время существует множество подобного программного обеспечения, чаще именуемого «репетиторами». Но данные «репетиторы» создаются по общеобразовательным дисциплинам, а производство «репетиторов» на заказ требует значительных финансовых вложений. Основной недостаток таких «репетиторов» - применение только для определенной дисциплины. Таким образом, для нужд специализированных учебных заведений «репетиторов» недостаточно. Необходим программный комплекс, позволяющий не проводить обучение и тестирование, но и позволяющий создавать новые или изменять старые информационно – обучающие курсы, а также создавать и редактировать тесты по соответствующим курсам. К преимуществам применения предлагаемого программного обеспечения можно отнести: - возможность организации как дополнительного, так и основного учебно – методического материала; - возможность своевременного обновления материала; - нет необходимости в выпуске многотиражных учебных пособий; - возможность проверки полученных знаний путем проведения тестирований; - снижается нагрузка с преподавателя; - по сравнению с традиционными формами сдачи экзаменов и зачетов тестирование позволяет проводить проверку знаний сразу у всей группы студентов, что существенно ускоряет это процесс.
Целью данного дипломного проекта является ознакомление студентов с методикой расчета калибровки двутавровых балок, получение дополнительных знаний по производству двутавровых профилей.
ОБЩАЯ ЧАСТЬ Особенности прокатки балок Форма двутавровых профилей существенно отличается от прямоугольного сечения исходной заготовки. Поэтому их невозможно получить, применяя равномерные обжатия по ширине профиля Калибровку валков проектируют таким образом, чтобы получать максимальную неравномерность деформации в первых, разрезных закрытых или открытых калибрах (рисунок 8, а, б), когда металл имеет высокую температуру и более пластичен, чем в последующих проходах. Неравномерность деформации является главной особенностью прокатки всех фланцевых профилей, в том числе балок.
Рисунок 8 - Калибры, применяемые для прокатки двутавровых балок
В этих калибрах вначале деформируется средняя часть заготовки, причем гребни ручьев, внедряясь в металл, вызывают вынужденное уширение заготовки. При дальнейшем обжатии гребнями начинается деформация крайних участков заготовки. В результате получается черновой двутавровый профиль. На последующих стадиях прокатки в зависимости от размера балок и типа стана применяют различные виды балочных калибров (рисунок 8 в—е): прямые закрытые, открытые, наклонные и универсальные. Деформация металла в этих калибрах имеет свои особенности. Важной особенностью процесса прокатки в балочных калибрах является разновременность обработки валками различных элементов профиля. Разновременность обжатия фланцев и стенки вызывает перетекание металла из одних частей профиля в другие. На первых стадиях обжимаемые фланцы удлиняются и тянут за собой стенку, которая непосредственно валками не деформируется и сдерживает вытяжку фланцев. В результате вытяжка фланцев и стенки получится одинаковой, а поскольку стенка не обжимается, то металл для ее вынужденного удлинения перетекает из фланцев. Доля перетекающего металла зависит, главным образом, от отношения площадей стенки (шейки) и фланцев и температуры стенки. Чем больше данное отношение, т. е. чем массивнее стенка, тем труднее она поддается растяжению, а следовательно, тем больше металла перетекает из фланцев в стенку. С понижением температуры стенки также увеличивается ее сопротивление растяжению и, следовательно, возрастает количество металла, перетекающего из фланцев в стенку. Наряду с удлинением стенки происходит ее утонение. На последней стадии деформации балки обжимается и удлиняется стенка, а вместе с ней вынуждены также удлиняться и фланцы, обжатие которых практически закончилось на предыдущих стадиях деформации. При этом металл, необходимый для удлинения фланцев, поступает из стенки балки. Если этого металла окажется недостаточно, то произойдет утяжка фланцев по высоте. Значительное перемещение металла из одних частей фасонного профиля в другие приводит к появлению в очаге деформации дополнительных сжимающих и растягивающих напряжений, в результате чего увеличивается усилие прокатки и расход энергии по сравнению с прокаткой простых сортовых профилей. Разновременность захвата валками различных частей профиля и интенсивность перетекания металла зависят от коэффициентов обжатия полок и стенки, а также от величины уклонов фланцев. Наиболее ярко эти явления выражены при прокатке в черновых калибрах, где уклоны фланцев Открытые балочные калибры (рисунок 8, г) симметричны относительно горизонтальной оси, вследствие чего верхние и нижние фланцы профиля деформируются в одинаковых условиях. Поскольку каждый фланцевый ручей 4 врезан в один валок, то деформация фланцев балки в открытом калибре имеет те же особенности, что и в закрытых ручьях закрытого балочного калибра: под влиянием стенки фланцы протягиваются через ручьи как через волочильное очко со скоростью, равной разнице окружных скоростей валка на участках шейки и фланцев. Поэтому значительные боковые обжатия фланцев здесь невозможны, что является существенным недостатком открытых балочных калибров. Так как стенка балки получает большие обжатия, то принудительное выравнивание вытяжки по элементам профиля сопровождается: утяжкой фланцев и перетеканием металла из стенки во фланцы. Для увеличения интенсивности деформации фланцев применяют обжатие фланцев по высоте. Однако при этом возникает склонность к переполнению калибров и выдавливанию металла в межвалковый зазор, вследствие чего необходимо применять обжатие профиля по ширине в специальных ребровых проходах или вертикальными валками. По этой же причине уклоны наружных и внутренних граней фланцевых ручьев увеличивают до 25%. Указанные особенности деформации металла определили применение открытых балочных калибров в качестве разрезных и черновых при прокатке крупных балок. Такие калибры имеют широкие тупые гребни и предназначены для получения чернового раската с широкой шейкой и сравнительно тонкими фланцами. В наклонных калибрах (рисунок 8, д) ось стенки профиля расположена под углом Применение универсальных балочных калибров (рисунок 8, е) создает наиболее благоприятные условия для прокатки двутавровых профилей. В таких калибрах стенка двутавра деформируется приводными горизонтальными валками, а полки обжимаются холостыми вертикальными валками и наружными поверхностями гребней горизонтальных валков. Путем соответствующей настройки горизонтальных и вертикальных валков достигают равномерной деформации (равенства коэффициентов обжатия) стенки и фланцев двутавра и тем самым исключают или уменьшают перетекание металла из одних элементов профиля в другие. Поскольку холостые вертикальные валки во время прокатки приводятся через полосу, то их окружная скорость в первом приближении равна скорости прокатки балки, что способствует уменьшению трения скольжения на наружных гранях полок по сравнению с прокаткой в закрытых балочных калибрах. Отмеченные условия прокатки положительно влияют на качество двутавров. При прокатке в универсальном калибре фланцы профиля получают приращение по высоте, т. е. уширяются. Поэтому с целью получения заданной ширины полок применяют обжатие фланцев по высоте в специальных вспомогательных горизонтальных клетях. В универсальных балочных калибрах можно прокатывать балки с параллельными гранями полок, что является важным преимуществом их по сравнению с другими калибрами. Для этого в чистовой универсальной: клети делают вертикальные валки строго цилиндрическими, а боковые грани горизонтальных валков без уклонов. СПЕЦИАЛЬНАЯ ЧАСТЬ Калибр (чистовой) Размеры калибра соответствуют горячим размерам профиля. Калибр Расчет второго калибра ведем с учетом коэффициента деформации в первом (против хода прокатки) пропуске - Для удобства расчета искомые размеры следует обозначать буквами со штрихом, а известные размеры предыдущих калибров – буквами без штриха. Толщина шейки:
Ширина шейки
где:
где Высота открытого фланца
Где
Высота закрытого фланца
Коэффициент высотной деформации в закрытом фланце предыдущего калибра
Коэффициент боковой деформации в закрытом фланце предыдущего калибра:
Аналогично определяются коэффициенты высотной и боковой деформации в открытом фланце предыдущего калибра
Толщина фланцев у основания
Толщина фланцев на конце
Радиусы закруглений у основания фланцев:
где
где Радиусы закруглений в глубине вреза закрытых фланцев:
где
где Радиусы закруглений в глубине вреза открытых фланцев не рассчитываются (принимаются конструктивно).
Площадь калибра
где
Аналогично рассчитываем остальные профильные калибры, включая разрезной. Если в получившемся разрезном калибре сумма толщины фланцев у основания открытых или закрытых ручьев окажется приблизительно равной ширине разрезного калибра ( При Если же величина
2.1.6 Определяем размеры прямоугольного раската, задаваемого в разрезной калибр. Ширина раската:
Высота раската определяется по методу М.С. Мутьева:
где
Ориентировочно высота раската может быть определена по формуле:
где
Пример расчета калибровки валков для прокатки двутавровой балки в универсальной и вспомогательной клетях Задание: Спроектировать калибры для прокатки двутавровой балки 15К1А в условиях цеха прокатки широкополочных балок ОАО НТМК.
Холодные размеры двутавровой балки 20Б: h=200 мм; b=100 мм; d=5, 5 мм; t=8мм; F=21, 3 мм2.
Расчет: Вспомогательная клеть Угол наклона фланцев ВК равен углу наклона фланцев в универсальной клети. Ширина валков ВК равна ширине валков ГУК
где h – глубина калибра по ребордам
где:
до 155мм – 3мм от 180 до 200 мм – 4 мм 250мм – 5мм
Черновая группа клетей Универсальная клеть Угол наклона фланцев в черновой клети определяется аналогично промежуточной группе, рекомендуется 9-16%. Ширина горизонтальных валков черновой универсальной клети определяется аналогично промежуточной группе.
Вспомогательная клеть Глубина калибров по ребордам
где b – ширина фланцев после последнего прохода в черновой клети
Ширина валков равна ширине валков универсальной клети
Угол наклона фланцев в ВК =16%
Линейная константа обжатий
Пропуск (чистовая клеть) Принимаем
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Остальные пропуски рассчитываем аналогично, результаты расчетов сводятся в таблицу 2
Рассчитываем коэффициенты вытяжки
Таблица 2 – Результаты прокатки балки 15К1А в универсальных и вспомогательных клетях
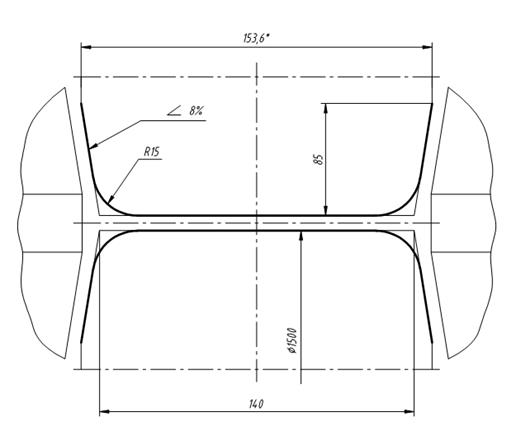
Рисунок 12 - Калибр ВК I
Рисунок 13 – Калибр ГУК I
Рисунок 14 – Калибр ГУК II
Рисунок 15 – Калибр ВК II
Рисунок 16 – Калибр чистовой ГУК III
Рисунок 17 Готовый профиль двутавровой балки 15К1А Пример расчета калибровки валков обжимной клети «1300» при прокатке двутавровой балки 15К1А по методу Б.П. Бахтинова
Определяем размеры профиля Они равны горячим размерам профиля: Высота балки В = 266, 46мм Ширина балки Н = 167мм Толщина стенки d = 35мм Средняя толщина полки t=62мм Определяем недостающие размеры и площадь профиля без учета радиусов закруглений.
Высота фланцев
Толщина фланцев у основания
Толщина фланцев на конце
где Площадь поперечного сечения профиля
где
Для расчета последующих калибров принимаем коэффициент деформации К1=1, 085; К2=1, 58. Калибр (чистовой) Размеры калибра соответствуют горячим размерам профиля. Калибр
Расчет второго калибра ведем с учетом коэффициента деформации в первом (против хода прокатки) пропуске К1=1, 085 Толщина шейки
Ширина шейки
где: В – ширина шейки в предыдущем калибре;
Из цеховых данных
Высота открытого фланца
где
Высота закрытого фланца
Из цеховых данных принимаем Коэффициент высотной деформации в закрытом фланце предыдущего калибра
Коэффициент боковой деформации
Аналогично определяются коэффициенты высотной и боковой деформации в открытом фланце предыдущего калибра
Толщина фланцев у основания
Толщина фланцев на конце
Площадь калибра
З калибр Расчет третьего калибра ведем с учетом коэффициента деформации во втором (против хода прокатки) пропуске К2=1, 58
Ширина шейки
где: В – ширина шейки в предыдущем калибре;
Высота открытого фланца
Высота закрытого фланца
Коэффициент высотной деформации в закрытом фланце предыдущего калибра
Коэффициент боковой деформации в закрытом фланце предыдущего калибра
Из цеховых данных Аналогично определяются коэффициенты высотной и боковой деформации в открытом фланце предыдущего калибра
Из цеховых данных принимаем
Толщина фланцев у основания
Толщина фланцев на конце
Площадь калибра
Калибр и 5 калибр (ящичные)
Схему обжатий в ящичных калибрах принимаем из цеховой калибровки. Монтажная схема расположения калибров в обжимной клети «1300» приведена на рисунке 18. Результаты расчетов балочных калибров сведены в таблицу 3
Таблица 3 – Размеры балочных калибров обжимной клети «1300»
Таблица 4 – Схема прокатки заготовки для балки 15К1А
Рисунок 18 - Монтажная схема расположения калибров в обжимной клети «1300» Тесты 2.8.1 Тест №1 " Калибровка прокатных валков " 1 Назначение выпуска это… а) облегчение задачи в валки полосы и выдачи ее из валков б) возможность восстанавливать поперечные размеры калибра путем переточки валка в) получение более точных геометрических размеров профиля
2 Какие параметры определяет калибровка прокатных валков? а) размеры калибров; б) время прокатки в каждом калибре; в) режим обжатий для получения готового профиля; г) расход электроэнергии при прокатке.
3 Что собой представляет калибр? a) врез в один валок; б) совокупность ручьев двух валков; в) площадь поперечного сечения заготовки.
4 Какие калибры относятся к фасонным? a) калибры для прокатки рельсов; б) овальный; в) ящичный; г) балочный.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 787; Нарушение авторского права страницы

 он и
он и  крытые (как, впрочем, и закрытые) фланцевые ручьи расположены по диагонали. С такой конструкцией калибра связаны следующие особенности деформации металла: создается возможность обжимать профиль по ширине между боковыми стенками калибра и, следовательно, исключить уширение полосы; увеличивается интенсивность бокового обжатия открытых фланцев и приращение их высоты; облегчается выход полосы из валков по сравнению с прокаткой в закрытых балочных калибрах за счет того, что балка прокатывается между подвижными относительно друг друга боковыми поверхностями наклонных ручьев, принадлежащих разным валкам, в то время как в закрытом балочном калибре происходит защемление полосы между боковыми стенками закрытого ручья, врезанными в один валок и неподвижными относительно друг друга. Однако при наклонном расположении калибров возникают осевые усилия
крытые (как, впрочем, и закрытые) фланцевые ручьи расположены по диагонали. С такой конструкцией калибра связаны следующие особенности деформации металла: создается возможность обжимать профиль по ширине между боковыми стенками калибра и, следовательно, исключить уширение полосы; увеличивается интенсивность бокового обжатия открытых фланцев и приращение их высоты; облегчается выход полосы из валков по сравнению с прокаткой в закрытых балочных калибрах за счет того, что балка прокатывается между подвижными относительно друг друга боковыми поверхностями наклонных ручьев, принадлежащих разным валкам, в то время как в закрытом балочном калибре происходит защемление полосы между боковыми стенками закрытого ручья, врезанными в один валок и неподвижными относительно друг друга. Однако при наклонном расположении калибров возникают осевые усилия  Р = P1+P2 - Р3, которые стремятся сдвинуть верхний и нижний валки в разные стороны. Для предотвращения сдвига на валках нарезают специальные упорные бурты 5, что вызывает значительные трудности в настройке и эксплуатации валков.
Р = P1+P2 - Р3, которые стремятся сдвинуть верхний и нижний валки в разные стороны. Для предотвращения сдвига на валках нарезают специальные упорные бурты 5, что вызывает значительные трудности в настройке и эксплуатации валков. .
. (14)
(14) , (15)
, (15) – ширина шейки в предыдущем калибре;
– ширина шейки в предыдущем калибре;  - уширение в предыдущем калибре
- уширение в предыдущем калибре (16)
(16) - порядковый номер калибра, в котором определяется уширение.
- порядковый номер калибра, в котором определяется уширение. (17)
(17) - катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков.
- катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков. (18)
(18) (19)
(19) (20)
(20) (21)
(21) (22)
(22) (23)
(23) (24)
(24) (25)
(25) (26)
(26) (27)
(27) (28)
(28) (29)
(29) - величина постоянная на протяжении всей калибровки заданного профиля и определяется по формуле:
- величина постоянная на протяжении всей калибровки заданного профиля и определяется по формуле:  , (30)
, (30) и
и  - соответствующие размеры готового профиля, определяемые по ГОСТу.
- соответствующие размеры готового профиля, определяемые по ГОСТу. , (31)
, (31) - величина постоянная и определяется по формуле:
- величина постоянная и определяется по формуле:  , (32)
, (32) и
и  - соответствующие размеры готового профиля, определяемые по ГОСТу.
- соответствующие размеры готового профиля, определяемые по ГОСТу. , (33)
, (33) (34)
(34) (35)
(35) (36)
(36) или
или  ), то распределение коэффициентов деформации по пропускам произведено верно.
), то распределение коэффициентов деформации по пропускам произведено верно. необходима корректировка калибровки за счет некоторого сокращения коэффициентов деформации в предыдущих профильных калибрах.
необходима корректировка калибровки за счет некоторого сокращения коэффициентов деформации в предыдущих профильных калибрах. или
или  значительно меньше
значительно меньше  , то калибровку корректируют за счет увеличения коэффициентов деформации в профильных калибрах, предшествующих разрезному. Сказанное выше приемлемо для балок до №24.
, то калибровку корректируют за счет увеличения коэффициентов деформации в профильных калибрах, предшествующих разрезному. Сказанное выше приемлемо для балок до №24. мм. (37)
мм. (37) , (38)
, (38) - высота разрезного калибра;
- высота разрезного калибра;  - площадь разрезного калибра;
- площадь разрезного калибра;  и
и  высота и ширина раската, задаваемого в разрезной калибр.
высота и ширина раската, задаваемого в разрезной калибр. , (39)
, (39) - высота первого калибра (ширина полки балки)
- высота первого калибра (ширина полки балки)

 ,
, 
 - зазор между стенкой профиля и валков после последнего прохода, принимается в пределах от 3 до 10 мм, в зависимости от размеров профиля
- зазор между стенкой профиля и валков после последнего прохода, принимается в пределах от 3 до 10 мм, в зависимости от размеров профиля 

 ,
, 






























 (49)
(49)















 ,
,  принимаем равным 0, 25
принимаем равным 0, 25 ,
,  - площадь шейки, мм2
- площадь шейки, мм2 - площадь каждого фланца, мм2
- площадь каждого фланца, мм2






 ,
,  - уширение в предыдущем калибре
- уширение в предыдущем калибре


 ,
,  -катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков.
-катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков.























 ,
, 









 принимаем 1, 12
принимаем 1, 12











 o
o



 180º
180º
