|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Другие способы производства широкополочных двутавров
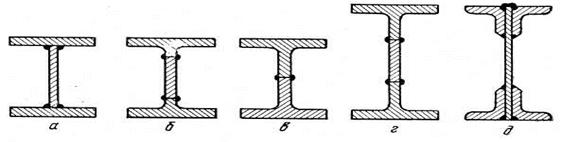
Впервые металлические двутавровые профили были получены литьем. В настоящее время этот способ производства двутавровых профилей применяется очень редко, главным образом для изготовления в небольших количествах двутавров из стали и сплавов с особыми свойствами. На современных заводах металлоконструкций иногда применяется способ изготовления двутавровых профилей клепкой из листа и горячекатаной угловой стали. Этим способом обычно изготавливают в небольших количествах нестандартные двутавровые профили, получение которых другими способами невозможно или экономически нецелесообразно. Наиболее распространенным способом изготовления двутавровых профилей, кроме прокатки, в настоящее время является сварка. Этим способом в нашей стране и за рубежом производят двутавровые профили различных размеров. Ряд профилей, получаемых сваркой, не могут быть изготовлены на прокатных станах существующих типов. Современные способы производства сварных двутавров предусматривают различные конфигурации элементов, из которых выполняется двутавровый профиль, а также типы сварки, с помощью которых достигается соединение элементов профиля (рисунок 9). На рисунке видно, что сварные двутавры могут быть выполнены из: трех листов или полос; двух низкотавровых профилей и листа; двух тавров с высокой стенкой; двух тавров с высокой стенкой и листа; четырех угловых профилей и листа. Элементы двутавра могут соединяться между собой с помощью электродуговой, высокочастотной и контактно-стыковой сварки. Наиболее распространенным является способ изготовления двутавров из трех листов с помощью дуговой электросварки под слоем флюса. На поточных линиях по этому способу изготавливают сварные двутавры высотой до 2100 мм с полками шириной до 560 мм. Изготовление двутавров из трех листов требует выполнения четырех угловых швов (рисунок 9, а). При этом обычно происходит некоторое коробление элементов профиля.
Рисунок 9 - Способы соединения элементов в сварных двутаврах: а — из трех листов или полос; б — из двух низкотавровых профилей и листа; в — из двух тавров с высокой стенкой; г — из двух тавров с высокой стенкой и листа; д — из четырех угловых профилей и листа
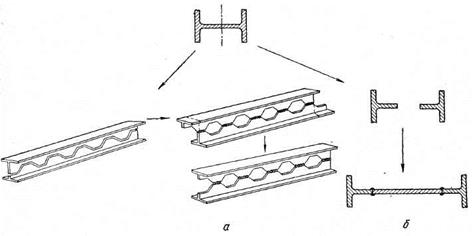
Способы получения двутавров из двух тавров с высокой стенкой, а также из двух тавров с высокой стенкой и листа применяют весьма редко главным образом из-за большой сложности прокатки тавровой стали необходимых размеров на станах существующих типов. В последнее время для изготовления двутавров указанным способом используют тавры, полученные продольной разрезкой широкополочных двутавров, прокатанных на универсальных балочных станах. Увеличение высоты сварных двутавров проводят одним из способов, показанных на рисунке 10. Используя тавры различных размеров из разных марок стали, этими способами получают несимметричные и бистальные двутавры.
Рисунок 10 - Способы увеличения высоты сварных двутавров: а — резкой стенки двутавра по ломаной линии; б — по прямой линии со вставкой листа
Способ получения двутавров из четырех угловых профилей и листа (рисунок 9, д) в настоящее время применяется очень редко из-за неэкономичного расхода металла и большого количества сварных швов. В своем развитии металлоконструкции имеют тенденцию к уменьшению их металлоемкости. В этом контексте сварные балки решают проблему уменьшения массы несущих конструкций. В балке, работающей на изгиб, наиболее напряженная зона – полка. Стенка нагружена в меньшей степени. Следовательно, основная масса металла должна находиться в полках, а в стенках – меньшая доля. Сварка позволяет создавать рациональные профили. Именно благодаря применению сварки удается создавать балки разнообразных размеров – высотой до 3…4 м и более, а также любой длины. Кроме того сварка позволяет наиболее рациональным образом сочетать размеры горизонтальных листов, часто называемых поясами, с вертикальной стенкой. Применяются балки с толстыми широкими поясами в сочетании с высокими тонкими стенками. Пояса часто выполняются не только из листового проката, но и из других профилей, например прокатных швеллеров, а также при необходимости из гнутых профилей. Пояса могут состоять из двух листов и более, при необходимости обладать разными свойствами. Прокат двутавровых профилей производительней сварки. Но возможность создавать сварные конструкции с желаемыми соотношениями размеров, снижает расхода металла и делает их более экономичными и более рентабельными по стоимости. Большое значение имеет характер производства. При крупносерийном производстве нередко оказывается рентабельнее прокатка, а при мелкосерийном и особенно в индивидуальном производстве – сварка. Широкая автоматизация производственного процесса позволит значительно расширить сферу применения сварных конструкций. Таким образом, из всех известных в настоящее время способов получения двутавровых профилей для массового производства этого вида металлопродукции в мировой практике используются преимущественно способы прокатки и сварки. Основными преимуществами этих способов являются большая производительность агрегатов, широкий сортамент и высокое качество готовой продукции.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 763; Нарушение авторского права страницы