
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методика расчета калибровки валков для универсальной и вспомогательной клетей
Линейная константа обжатия
где:
Задавшись обжатием по стенке
Основные размеры профиля перед проходом Толщина стенки
Толщина полки
Ширина полки перед проходом в чистовой клети
где - в направлении ВК-ГУК
- в направлении ГУК-ВК
Ширина раската
Площадь поперечного сечения
Пример расчета калибровки валков для прокатки двутавровой балки в универсальной и вспомогательной клетях Задание: Спроектировать калибры для прокатки двутавровой балки 15К1А в условиях цеха прокатки широкополочных балок ОАО НТМК.
Холодные размеры двутавровой балки 20Б: h=200 мм; b=100 мм; d=5, 5 мм; t=8мм; F=21, 3 мм2.
Расчет: Определение основных размеров профиля валков Чистовая универсальная клеть Расчет ведется против хода прокатки. Толщина стенки в горячем состоянии
где:
Толщина фланца в горячем состоянии
Ширина полки в горячем состоянии
Ширина фланцев в горячем состоянии
Ширина стенки в горячем состоянии равна ширине горизонтальных валков
где: S – плюсовой допуск на высоту двутавра
Ширина раската в горячем состоянии равна высоте профиля
Угол фланцев в промежуточной клети (универсальной рекомендуется 6-8%), α =8% Ширина горизонтальных валков предчистовой клети определяется исходя из условий тугого захода предчистового профиля в валки чистовой клети, т.к. в противном случае возможно получение складок на стенке профиля или его несимметричности.
где
Вспомогательная клеть Угол наклона фланцев ВК равен углу наклона фланцев в универсальной клети. Ширина валков ВК равна ширине валков ГУК
где h – глубина калибра по ребордам
где:
до 155мм – 3мм от 180 до 200 мм – 4 мм 250мм – 5мм
Черновая группа клетей Универсальная клеть Угол наклона фланцев в черновой клети определяется аналогично промежуточной группе, рекомендуется 9-16%. Ширина горизонтальных валков черновой универсальной клети определяется аналогично промежуточной группе.
Вспомогательная клеть Глубина калибров по ребордам
где b – ширина фланцев после последнего прохода в черновой клети
Ширина валков равна ширине валков универсальной клети
Угол наклона фланцев в ВК =16%
Линейная константа обжатий
Пропуск (чистовая клеть) Принимаем
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Пропуск (ГУК-ВК) Принимаем
принимаем из цеховых данных
Остальные пропуски рассчитываем аналогично, результаты расчетов сводятся в таблицу 2
Рассчитываем коэффициенты вытяжки
Таблица 2 – Результаты прокатки балки 15К1А в универсальных и вспомогательных клетях
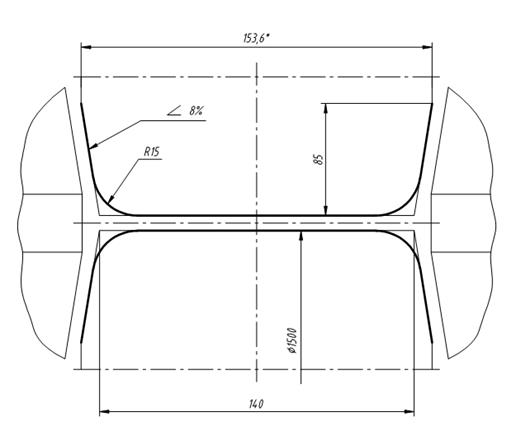
Рисунок 12 - Калибр ВК I
Рисунок 13 – Калибр ГУК I
Рисунок 14 – Калибр ГУК II
Рисунок 15 – Калибр ВК II
Рисунок 16 – Калибр чистовой ГУК III
Рисунок 17 Готовый профиль двутавровой балки 15К1А Пример расчета калибровки валков обжимной клети «1300» при прокатке двутавровой балки 15К1А по методу Б.П. Бахтинова
Определяем размеры профиля Они равны горячим размерам профиля: Высота балки В = 266, 46мм Ширина балки Н = 167мм Толщина стенки d = 35мм Средняя толщина полки t=62мм Определяем недостающие размеры и площадь профиля без учета радиусов закруглений.
Высота фланцев
Толщина фланцев у основания
Толщина фланцев на конце
где Площадь поперечного сечения профиля
где
Для расчета последующих калибров принимаем коэффициент деформации К1=1, 085; К2=1, 58. Калибр (чистовой) Размеры калибра соответствуют горячим размерам профиля. Калибр
Расчет второго калибра ведем с учетом коэффициента деформации в первом (против хода прокатки) пропуске К1=1, 085 Толщина шейки
Ширина шейки
где: В – ширина шейки в предыдущем калибре;
Из цеховых данных
Высота открытого фланца
где
Высота закрытого фланца
Из цеховых данных принимаем Коэффициент высотной деформации в закрытом фланце предыдущего калибра
Коэффициент боковой деформации
Аналогично определяются коэффициенты высотной и боковой деформации в открытом фланце предыдущего калибра
Толщина фланцев у основания
Толщина фланцев на конце
Площадь калибра
З калибр Расчет третьего калибра ведем с учетом коэффициента деформации во втором (против хода прокатки) пропуске К2=1, 58
Ширина шейки
где: В – ширина шейки в предыдущем калибре;
Высота открытого фланца
Высота закрытого фланца
Коэффициент высотной деформации в закрытом фланце предыдущего калибра
Коэффициент боковой деформации в закрытом фланце предыдущего калибра
Из цеховых данных Аналогично определяются коэффициенты высотной и боковой деформации в открытом фланце предыдущего калибра
Из цеховых данных принимаем
Толщина фланцев у основания
Толщина фланцев на конце
Площадь калибра
Калибр и 5 калибр (ящичные)
Схему обжатий в ящичных калибрах принимаем из цеховой калибровки. Монтажная схема расположения калибров в обжимной клети «1300» приведена на рисунке 18. Результаты расчетов балочных калибров сведены в таблицу 3
Таблица 3 – Размеры балочных калибров обжимной клети «1300»
Таблица 4 – Схема прокатки заготовки для балки 15К1А
Рисунок 18 - Монтажная схема расположения калибров в обжимной клети «1300» Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1104; Нарушение авторского права страницы
 (40)
(40) - суммарное обжатие по толщине стенки, мм;
- суммарное обжатие по толщине стенки, мм;  -суммарное обжатие по толщине фланца, мм
-суммарное обжатие по толщине фланца, мм , определяем обжатие по фланцам
, определяем обжатие по фланцам 
 (41)
(41) (42)
(42) (43)
(43) , (44)
, (44) - уширение фланцев при обжатии в ВК перед проходом в предчистовой и чистовой группах
- уширение фланцев при обжатии в ВК перед проходом в предчистовой и чистовой группах (45)
(45) (46)
(46) (47)
(47) (48)
(48)
 – коэффициент линейного расширения, принимается = 1.01
– коэффициент линейного расширения, принимается = 1.01










 ,
,  – ширина горизонтальных валков предыдущей клети
– ширина горизонтальных валков предыдущей клети


 ,
,  – минимальная ширина фланцев на готовом профиле в горячем состоянии;
– минимальная ширина фланцев на готовом профиле в горячем состоянии; 
 - зазор между стенкой профиля и валков после последнего прохода, принимается в пределах от 3 до 10 мм, в зависимости от размеров профиля
- зазор между стенкой профиля и валков после последнего прохода, принимается в пределах от 3 до 10 мм, в зависимости от размеров профиля  - плюсовой допуск на ширину фланца
- плюсовой допуск на ширину фланца

 ,
, 






























 (49)
(49)















 ,
,  принимаем равным 0, 25
принимаем равным 0, 25 ,
,  - площадь шейки, мм2
- площадь шейки, мм2 - площадь каждого фланца, мм2
- площадь каждого фланца, мм2






 ,
,  - уширение в предыдущем калибре
- уширение в предыдущем калибре


 ,
,  -катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков.
-катающий диаметр у шейки в предыдущем калибре, определяется с учетом допустимой переточки валков.


























 ,
,  - уширение в предыдущем калибре
- уширение в предыдущем калибре









 принимаем 1, 12
принимаем 1, 12













 o
o



 180º
180º
