|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ПРЕДЕЛЬНЫХ РАЗМЕРОВ ЭЛЕМЕНТОВ ⇐ ПредыдущаяСтр 5 из 5
ШЛИЦЕВОГО СОПРЯЖЕНИЯ
Для заданного шлицевого сопряжения:
– по заданному виду центрирования выбрать поля допусков по d, D, b; – построить допуски и предельные размеры всех элементов сопряжения; – изобразить шлицевое сопряжение в сборе, отдельно вал и втулку; произвести простановку размеров с предельными откло-нениями и условными обозначениями посадок.
Исходные данные:
По последней цифре номера варианта
Методические указания к задаче № 6
Посадки шлицевых соединений с прямобочным профилем зубьев определяются их назначением и принятой системой цен-трирования втулки относительно вала. Существует три способа центрирования: по внутреннему диаметру d, по наружному диа-метру D, по боковым сторонам зубьев b.
Посадки назначают в зависимости от способа центрирова-ния. Поскольку поверхности шлицевого соединения либо обес-печивают точность центрирования, либо не выполняют этой функции, то возникает необходимость отдельного нормирования точности каждой поверхности, когда она является центрирующей и когда она не является центрирующей.
Для центрирующих поверхностей посадки выбираются по табл. 9.1–9.3 прил. 9, в зависимости от способа центрирования.
Для нецентрирующих поверхностей посадки выбираются по табл. 9.4 прил. 9.
Предельные отклонения определить по ГОСТ 25347–82 (см. прил. 2).
Построить схемы расположения полей допусков каждого из параметров шлицевого соединения.
Пример:
Исходные данные:
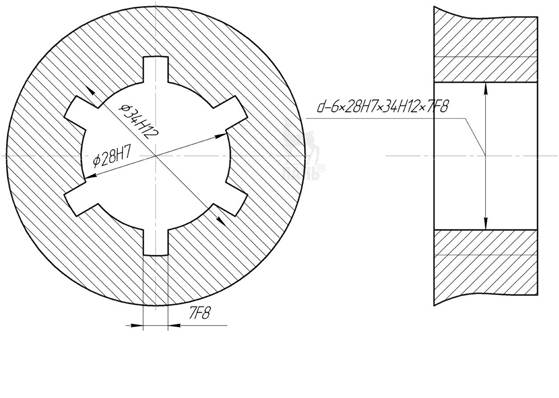
Шлицевое сопряжение – подвижное, поверхность центриро-вания – d, номинальные размеры – 6¿ 28¿ 34 мм.
Решение:
По ГОСТ 1139–80 для указанных исходных данных b = 7 мм. Посадки выбираем по ГОСТ 1139–80 (см. прил. 9):
H7/e8 – для размера d (табл. 9.1); F8/f7 – для размера b (табл. 9.1); H12/a11 – для размера D (табл. 9.4).
рис. 11, 12.
а б в
Рис. 10. Схема расположения полей допусков параметров шлицевого соединения: а – внутренний диаметр; б – наружный
диаметр; в – ширина зубьев
Рис. 11. Шлицевое соединение с прямобочным профилем
а
б
Рис. 12. Детали шлицевого соединения с прямобочным профилем: а – втулка; б – вал
ЗАДАЧА № 7
РАСЧЕТ ПРЕДЕЛЬНЫХ РАЗМЕРОВ ЭЛЕМЕНТОВ
ШПОНОЧНОГО СОПРЯЖЕНИЯ
По заданному диаметру вала и длине ступицы:
– выбрать конструкцию элементов шпоночного сопряжения;
– по виду соединения назначить поля допусков по всем па-раметрам шпоночного сопряжения; – построить схемы расположения полей допусков всех эле-ментов шпоночного сопряжения с указанием на них отклонений; – рассчитать предельные размеры каждого параметра;
– изобразить соединение в сборе и отдельно вал и втулку с простановкой полей допусков.
Исходные данные:
По последней цифре номера варианта
Размеры, допуски и посадки большинства типов шпонок и пазов для них унифицированы. Для получения различных поса-док призматических шпонок установлены поля допусков на ши-
рину b шпонок, пазов валов и втулок.
Размеры элементов шпоночного соединения (шири-на высота) выбираются по прил. 10, в зависимости от диаметра вала. Длина шпонки выбирается в зависимости от длины ступи-цы вала l (на 5–10 мм меньше длины ступицы колеса, а затем вы-бирается ближайшее стандартное значение).
Длины шпонок должны выбираться из ряда (ГОСТ 23360–78): 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм. Глубина пазов под шпонку и отклонения определяются согласно прил. 10.
Для ширины шпонки b назначается поле допуска h9. Для высоты h – h9 (для шпонки высотой от 2 до 6 мм), h11 (для шпонки высотой свыше 6 мм), для длины lшп – h14.
Поля допусков для пазов вала и втулки задаются в зависи-мости от вида соединения. Выделено три вида соединения – сво-бодное, нормальное, плотное. Поля допусков и отклонения опре-деляются по прил. 10, допуски для размеров (d – t1) и (d + t2) – по прил. 11.
Пример:
Исходные данные:
Шпонка призматическая.
Производство серийное, соединение нормальное. Диаметр вала d = 36 мм. Длина ступицы вала l = 80 мм.
Решение:
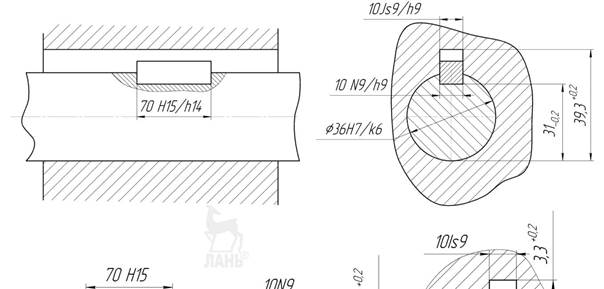
Согласно исходным данным номинальные значения элемен-тов шпоночного соединения по ГОСТ 23360–78 (см. прил. 10) сле-дующие: b = 10 мм; h = 8 мм; t1 = 5 мм; t2 = 3, 3 мм; (d – t1) = 31 мм; (d + t2) = 39, 3 мм. Длина шпонки lшп = 70 мм.
Предельные отклонения размеров шпоночного соединения приведены ниже:
высота шпонки – 8h11 (8–0, 090); ширина шпонки – 10h9 (10–0, 038); длина шпонки – 70h14 (70–0, 740); ширина паза втулки – 10Js9 (10À 0, 018);
ширина паза вала – 10N9 (10–0, 036); глубина паза втулки – 3, 3+0, 200; глубина паза вала – 5+0, 200.
Схема расположения полей допусков параметров шпоноч-ного соединения приведена на рис. 13.
Сборочный и деталировочный чертеж шпоночного соедине-ния представлен на рис. 14.
Рис. 13. Схема расположения полей допусков параметров шпоночного соединения
а
б в
Рис. 14. Шпоночное соединение с призматической шпонкой: а – сборочный чертеж; б – вал; в – втулка
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Якушев, А. И. Взаимозаменяемость, стандартизация и технические измерения / А. И. Якушев. – М.: Машиностроение, 1987. – 352 с.
Зябрева, Н. Н. Пособие к решению задач по курсу -Взаи-мозаменяемость, стандартизация и технические измерения° / \endash Н. Зябрева. – М.: Высш. шк., 1977. – 204 с.
Допуски и посадки: справочник: в 2 ч. Ч. 1 / В. Д. Мяг-ков, М. А. Палей, А. Б. Романов, В. А. Брагинский. – 6-е изд., пере-раб. и доп. – Л.: Машиностроение, Ленингр. отд-ние, 1982. – 543 с.
Допуски и посадки: справочник: в 2 ч. Ч. 2 / В. Д. Мяг-ков, М. А. Палей, А. Б. Романов, В. А. Брагинский. – 6-е изд., пере-раб. и доп. – Л.: Машиностроение, Ленингр. отд-ние, 1983. – 448 с.
Справочник контролера машиностроительного завода / под ред. А. И. Якушева. – М.: Машиностроение, 1980. – 527 с. ГОСТ 520–2002. Подшипники качения. Технические тре-бования. – Введ. 2002-07-01. – М.: Изд-во стандартов, 2002. – 72 с. ГОСТ 8724–2002. Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги. – Введ. 2002-07-01. – М.: Изд-во стандартов, 2002. – 5 с.
ГОСТ 16093–2004. Основные нормы взаимозаменяемо-сти. Резьба метрическая. Допуски. Посадки с зазором. – Введ. 2004-07-01. – М.: Изд-во стандартов, 2004. – 28 с.
ГОСТ 24705–2004. Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры. – Введ. 2004-07-01. – М.: Изд-во стандартов, 2004. – 19 с.
ГОСТ 24851–81. Калибры гладкие для цилиндрических отверстий и валов. Виды. – Введ. 1981-09-24. – М.: Изд-во стан-дартов, 1981. – 8 с.
ГОСТ 24853–81. Калибры гладкие для размеров до 500 мм. Допуски. – Введ. 1986-01-21. – М.: Изд-во стандартов, 1986. – 11 с.
ГОСТ 25346–89. ЕСДП. Общие положения, ряды допус-ков и основных отклонений. – Введ. 1992-07-07. – М.: Изд-во стандартов, 1992. – 31 с.
ГОСТ 25347–82. ЕСДП. Поля допусков и рекомендуемые посадки. – Введ. 1986-12-01. – М.: Изд-во стандартов, 1987. – 51 с.
Приложение 1 Замена посадок по системе ОСТ ближайшими посадками по ЕСДП при размерах от 1 до 500 мм
Продолжение прил. 1
Окончание прил. 1
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 668; Нарушение авторского права страницы



 37
37