|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
История создания и применения пресс - керамикиСтр 1 из 3Следующая ⇒
КУРСОВАЯ РАБОТА Специальность: 31.02.05 Стоматология ортопедическая По междисциплинарному курсу: МДК.06.02 Современные аспекты ортопедической помощи населению Профессионального модуля: ПМ. 06 Применение новых технологий в ортопедической стоматологии Тема: «Технология изготовления безметалловых керамических протезов»
Липецк, 2015-2016 учебный год
Содержание
Введение Ещё с незапамятных времён людей интересовали вопросы, касающиеся их зубов: почему они портятся и болят, и как с этой неприятностью бороться? За все время существования стоматологии появилось множество технологий, а также способов лечения и восстановления зубочелюстной системы. Одной из популярных способов это изготовление зубов с помощью керамики. Существует два типа такого протезирования: металлокерамика и безметалловая керамика.Если металлокерамика появилась за счет стремление пациентов иметь зубные протезы похожие на настоящие зубы, то безметалловая керамика в стоматологии получила своё развитие в результате желания пациентов иметь протезы неотличимые от настоящих зубов. Актуальность: данной работы состоит в том, что благодаря использованию современных технологий пресс - керамика стала прочнее и эстетичнее металлокерамики и занимает большую роль в зубопротезировании. Также важен вопрос безопасности материалов, так как на сегодня оня является самой безопасной конструкцией в ортопедии. Целью: данной работы является изучение методов изготовления протезов с использованием пресс керамики. Задачи: ü Изучить историю применения пресс керамики. ü Изучить материал и инструментарий для изготовления пресс керамики. ü Изучить показания к применению пресс керамики. ü Изучить изготовления пресс - керамических протезов.
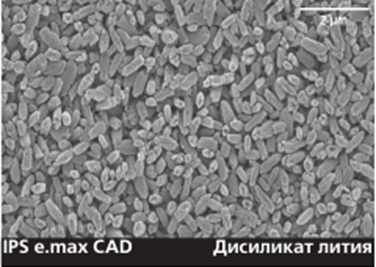
Общая характеристика материала Материал для пресс – керамики - это литий-дисиликатные стекло-керамические заготовки для технологии прессование. Технология производства позволяет изготавливать гомогенные заготовки различной степени опаковости с прочностью на изгиб 400 МПа. Таким образом, это самый высокопрочный прессуемый керамический материал. Прессование заготовок производится в печах, при этом обеспечивается высокая точность краевого прилегания реставраций. В сравнении с другими заготовки больше в диаметре, т.е. больше в объеме, что позволяет отпрессовать больше реставраций за один цикл. Это повышает эффективность и скорость работы. Отпрессованные высоко эстетичные каркасы облицовываются при помощи керамических масс.
Рис.2 Микроструктура и ее состовляющие. Заготовки IPS e.max Press и вспомогательные материалы состоят из следующих основных компонентов: – SiO2 Добавки: Li2O, K2O, MgO, ZnO2, Al2O3, P2O5 и другие оксиды.
Рис.3 Заготовки для пресс керимики разных цветов.
Концепция заготовок Цвет и прозрачность заготовок IPS e.max Press основаны на уникальной концепции полупрозрачности /опаковости. Гибкость концепции позволяет работать в системе цветов ABD, Chromascop и Bleach BL. Заготовки IPS e.max Press выпускаются 3 степеней прозрачности. Различные уровни градации обусловлены техникой обработки и показаниями, что позволяет достичь максимальной гибкости и разнообразия применения. Индивидуальная степень опаковости и полупрозрачности легко определяется цветовым кодированием, что облегчает правильный выбор заготовки.
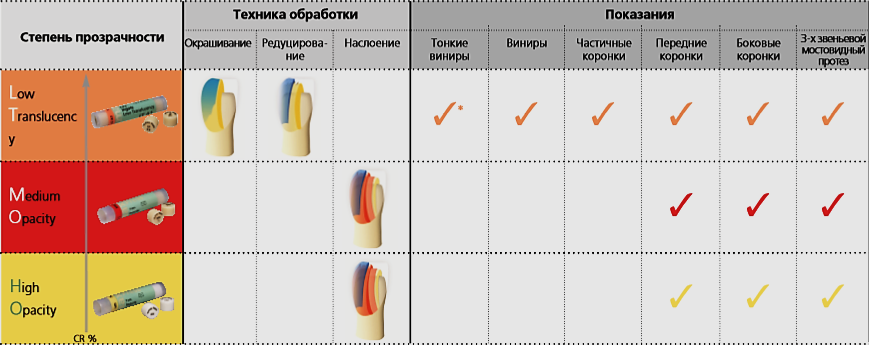
Рис.4 Заготовки для пресс керамики.
§ IPS e.max Press LT (Low Translucency = низкой полупрозрачности) Заготовки выпускаются 9 ABD и 4 Bleach BL цветов. Благодаря своей полупрозрачности идеально подходят для изготовления реставраций техникой окрашивания и редуцирования. Заготовки имеют предварительный оттенок зуба, поэтому окрашивание и облицовка сведены к минимуму.
§ IPS e.max Press MO (Medium Opacity = средней опаковости ) Благодаря своей опаковости заготовки цветов MO 0 B MO 4 прекрасно подходят для изготовления каркасов на витальные или слегка измененные в цвете зубы и обеспечивают идеальную основу для воспроизведения естественного вида реставраций в расцветке ABD и Chromascop. Заготовки окрашены в соответствии с индивидуальным групповым цветом. Флюоресцентность заготовок уменьшается с увеличением интенсивности окрашивания.
§ IPS e.max Press HO (High Opacity = высокой опаковости) выпускаются одного цвета и благодаря своей опаковости идеально подходят для изготовления каркасов на девитальные или сильно измененные в цвете зубы, также как и на металлические штифтовые культи. Высокая опаковость в необходимой мере маскирует подлежащие ткани и позволяет изготовить " живые" реставрации даже в сложных ситуациях с очень темной культей зуба.
Таблица 1
Клинически этап Показания к применению пресс - керамических протезов: § Тонкие виниры; § Виниры; § Частичные коронки; § Передние и боковые коронки; § Мостовидные протезы из 3Bх единиц на передние зубы; § Мостовидные протезы из 3Bх единиц с дистальной опорой до второго премоляра; § Напрессовка на одиночные гальванические колпачки; § Одиночные коронки с опорой на имплантат (передние и боковые); § Мостовидные протезы из 3Bх единиц с опорой на имплантаты до второго премоляра в качестве дистальной опоры; § Первичные телескопические коронки. Возможны следующие варианты дальнейшей обработки реставраций из IPS e.max Press: § Эстетическая индивидуализация и глазурование полно-анатомических реставраций с помощью пастообразных и порошковых красителей IPS e.max Ceram Shade, Essence и глазури; § Эстетическая облицовка каркасов или частично редуцированных реставраций с помощью IPS e.max Ceram. Противопоказания: § Мостовидные протезы с моляром в качестве промежуточной части; § Мостовидные протезы с протяженностью 4 единицы и более; § Мостовидные протезы на вкладках; § Очень глубокое поддесневое препарирование; § Пациенты со значительно сниженным числом оставшихся зубов; § Бруксизм; § Консольные протезы; § МэрилендBпротезы. Важные ограничения в обработке: Несоблюдение следующих ограничений может поставить под угрозу результаты, полученные с применением IPS e.max Press: § Необходимо соблюдать требуемую толщину каркаса и перемычек между зубопротезными единицами; § Нельзя использовать для облицовки другие керамические покрытия кроме IPS e.max Ceram; § Не устанавливайте две и более заготовки IPS e.max Press в одну опоку; § Нельзя использовать металлокерамический опакер при напрессовке на гальванические каркасы. Побочные эффекты: Материал не следует применять при наличии у пациента аллергии к любому из компонентов IPS e.max Press.
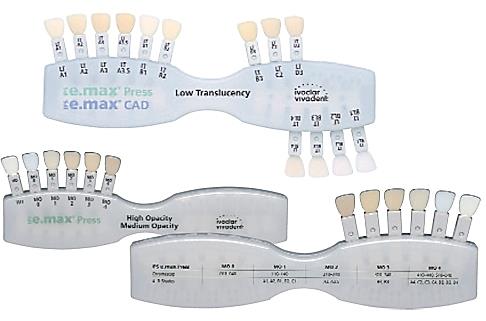
Подбор цвета Правильный подбор цвета зуба является основой для естественно выглядящей реставрации. Для этого цвет определяется после очистки неотпрепарированного зуба или соседних интактных зубов. При этом принимаются во внимание индивидуальные особенности цвета зуба. Так, например, при планировании изготовления коронки необходимо определить и цвет пришеечной части зуба. Для достижения реалистичных результатов необходимо подбирать цвет при дневном освещении. Кроме того, у пациента не должно быть одежды интенсивных цветов и/или губной помады. В принципе следует помнить о том, что окончательный цвет реставрации зависит от особенностей цвета: – культи зуба; – керамической заготовки; – облицовочной керамики; – материала для цементировки.
Рис.5 Таблицы по подбору цвета
Лабораторный этап Этапы лабораторной техники изготовления пресс - керамических коронок включают в себя: 1. Получение разборной модели; 2. Моделирование коронки зуба или каркаса; 3. Прессовка коронки зуба или каркаса; 4. Окончательная обработка. Получение разборной модели Техника окрашивания
Техника редуцирования
Несоблюдение предусмотренных критериев моделировки и рекомендаций по минимальной толщине каркаса и перемычек может привести к поломкам протезов в полости рта у пациента в виде трещин, сколов и переломов реставрации. Процесс прессования коронки Прежде чем начать процесс прессования необходимо сделать следующие этапы: 1. Установка литниковой системы; 2. Поковка; 3. Прогрев опоки. Паковка Паковка производится или в массу IPS PressVEST (например, на ночь) или массу IPS PressVEST Speed (в течение дня). Для этой цели используются соответствующие силиконовое кольцо IPS siliB cone ring и ограничитель паковки. Для точного определения массы воска рекомендуется следующая последовательность этапов: – взвесить цоколь (закройте отверстие цоколя воском); – установить объекты для прессования на цоколь и закрепите воском; – масса воска определяется разностью двух полученных ранее значений.
Таблица 3
За подробностями использования соответствующей паковочной массы, пожалуйста, обратитесь к соответствующей инструкции по применению. – не наносить сурфактант на восковые объекты; – смешать паковочную массу. Паковочная масса содержит кварцевый порошок. Поэтому необходимо избегать вдыхания пыли; – использовать подходящий инструмент для смачивания паковочной массой мелких деталей. Не повредить тонкие края восковок; – осторожно установить силиконовое кольцо IPS Silicone Ring на цоколь без повреждения восковых объектов. Силиконовое кольцо должно устанавливаться заподлицо с цоколем; – после этого осторожно заполнить кольцо паковочной массой до маркировки и установить ограничитель вращательным движением; – не производить никакие манипуляции с силиконовым кольцом, пока паковочная масса не затвердела.[3] Техника покования
Рис.14 Используйте силиконовой кольцо IPS Silicone Ring для паковки.
Рис.15 Заполняйте опоку паковочной массой медленно и тщательно.
Рис.16 Заполните кольцо паковочной массой до маркировки и установите ограничитель вращательным движением. Прогрев опоки По окончании предусмотренного для соответствующей паковочной массы (IPS PressVEST или IPS PressVEST Speed) времени опока подготавливается к прогреву следующим образом: – удалить ограничитель и цоколь вращательными движениями; – осторожно выдавить опоку из силиконового кольца; – удалить неровности на нижней поверхности опоки гипсовым ножом и проверьте 90° угол; – остатки паковочной массы не должны попасть в литники; – при совместном прогреве нескольких опок, пометьте на них цвет заготовки.
Таблица 4
Рис.17 Установите опоку под наклоном к задней стенке отверстием вниз. Не прогревайте заготовки IPS e.max Press и алюмоксидый плунжер.
Для поддержания плавного ритма работы в лаборатории необходимо безупречное функционирование муфельных печей и уход за ними. Это включает их обслуживание, чистку пылесосом в холодном состоянии, также как и регулярную проверку поддерживаемой температуры и нагревательных элементов и т.п. производителем. Прессование коронок До окончания цикла прогрева опоки необходимо провести следующие подготовительные этапы: – подготовить холодный алюмооксидный плунжер и холодную заготовку желаемого цвета; – после этого погрузить холодный алюмооксидный плунжер в открытый сепаратор и держите наготове для использования; – включить прессовочную печь заранее так, чтобы фаза самодиагностики и прогрева была уже завершена; – выбрать программу прессования и желаемый размер опоки. После окончания цикла прогрева опоки вынуть ее из муфельной печи и выполнить следующие шаги. На эти этапы должно уйти не более 1 минуты во избежание чрезмерного охлаждения опоки. – вставить холодную заготовку в прогретую опоку; – заготовку необходимо вставлять скругленным краем без маркировки внутрь. Сторона с маркировкой должна быть снаружи для повторного контроля цвета заготовки; – установить холодный плунжер, покрытый порошком, в прогретую опоку; – поместить опоку в центр прогретой печи для прессования с помощью щипцов; – нажать START для запуска выбранной программы.[4]
Таблица 5
Процесс прессования
Рис.18 Подготовьте холодный произолированный плунжер и холодную заготовку желаемого цвета.
Рис.19 Вставьте холодную заготовку IPS e.max Press маркировкой вверх в прогретую опоку.
Рис.20 Поместите прогретую опоку в центр прогретой печи для прессования с помощью щипцов.
Рис.21 Нажмите START для запуска выбранной программы.
Рис.22 Схематичный процесс прессования внутри печи. Распаковка и обработка После охлаждения до комнатной температуры (примерно 60 минут) на опоке могут появиться трещины. Эти трещины образуются (вокруг алюмооксидного плунжера) при охлаждении в результате разности КТР различных материалов (Alox плунжер, паковочная масса, прессованная керамика). Они не оказывают отрицательного влияния на результат. Распаковку проводите следующим образом: – отметить длину алюмоксидного плунжера на охлажденной опоке; – надрезать опоку с помощью сепарационного диска. Эта предопределенная точка разлома обеспечивает надежное отделение плунжера и керамического материала; – разломить опоку по сделанному надрезу, используя гипсовый нож; – для черновой распаковки используйте стеклянную полировочную дробь под давлением 4 атм. (60 psi); – окончательная распаковка проводится стеклянной полировочной дробью под давлением 2 атм. (30 psi). – не используйте Al2O3 для пескоструйной обработки. – при распаковке держать наконечник пескоструйного аппарата в направлении, указанном на схеме, и соблюдайте необходимое расстояние, чтобы не повредить края реставрации; – остатки керамики на алюмоксидном плунжере удаляются частицами Al2O3 размером 100 микрон.
Рис.23 Отметьте длину алюмоксидного плунжера на охлажденной опоке.
Рис.24 Надрежьте опоку с помощью сепарационного диска и разломите ее по сделанному надрезу.
Рис.25 Черновая распаковка осуществляется стеклянной полировочной дробью под давлением 4 атм. (60 psi).
Рис.26 Окончательная распаковка проводится под давлением 2 атм. (30 psi).
Рис.27 Распакованные реставрации из IPS e.max Press со светлым реакционным слоем.
Финишная обработка Принципиально важно использовать правильный абразивный инструментарий для финишной обработки стеклокерамики. В противном случае возможно образование сколов или локального перегрева материала. Для финишной обработки каркасов из IPS e.max Press рекомендуется следующая последовательность действий: – несмотря на возможность корректировки прессованных каркасов из IPS e.max Press, она должна быть сведена к минимуму; – увлажнить область, подвергаемую обработке. Использовать мелкозернистый алмазный диск для отрезания литников. Припасовать каркас на модели; – необходимо избегать перегрева стеклокерамики. Рекомендуется низкая скорость и легкое давление при обработке; – загладить места прикрепления литников; – удалить компенсационный лак с модели перед установкой на нее реставрации. Тщательно припасовать каркас; – не проводить дополнительную " сепарацию" каркаса дисками, так как это может привести к образованию нежелательных точек излома, которые, в свою очередь, снижают прочность цельнокерамической реставрации; –после финишной обработки каркас по–прежнему удовлетворяет минимальным требованиям к толщине; – отпескоструить каркас частицами Al2O3 под давлением 1 атм (15 psi) и промыит в проточной воде или обработайте паром перед нанесением облицовочного материала; – некоторые пескоструйные аппараты требуют другого рабочего давления для выполнения этой процедуры.
Рис.28 Отрежьте литники с помощью мелкозернистого алмазного диска.
Рис.29 После припасовки достигается прекрасное краевое прилегание. Анатомическая и функциональная форма восковой моделировки воспроизведена в керамик.
Заключение Итак, основными преимуществами пресс - керамики являются: - гарантированная эстетика зубов, при сравнительно меньшем обтачивании зуба под коронку. - применение пресс - керамики позволяет решить даже самые сложные эстетические проблемы пациента с зубами. - прочность коронок из пресс - керамики сравнима с прочностью эмали естественных зубов. - производство пресс - керамических коронок требует меньшего количества посещений врача стоматолога, по сравнению с металлокерамикой. - долгий срок службы коронок при правильном уходе, такие коронки могут служить всю жизнь. Единственным недостатком коронок из пресс - керамики, принято считать меньшую прочность, по сравнению с металлокерамикой. Это накладывает ограничение на применение конструкции, делая коронки из пресс - керамики идеальным средством для протезирования зубов одиночными коронками и непротяженными мостовидными протезами. Этот небольшой недостаток компенсируется большим количеством преимуществ пресс - керамики перед остальными способами восстановления зубов. Производство коронок из пресс - керамики занимает в среднем 2-2, 5 недели и зависит от сложности клинической задачи и начального состояния зубов. Часто, перед протезированием пациенту необходима санация полости рта, гигиеническая чистка зубов и терапевтическая подготовка к протезированию. Сам процесс протезирования подразумевает 3 посещения врача стоматолога ортопеда, в течение которых, проводится подготовка зубов под коронку, будут сняты все необходимые оттиски, проведены примерка и коррекция прикуса. Все этапы проводятся в строгом согласовании с пациентом, то есть, исходя из эстетических предпочтений, с целью повышения комфорта, и удовлетворения индивидуальных запросов. После проведения всех этапов производства, коронка укрепляется на специальный цемент двойного отверждения, и коронка становится новым, полноценным зубом. В среднем, толщина коронки из пресс - керамики составляет всего 0, 4 мм, это позволяет максимально сохранять естественные ткани зуба, и не подвергать зубы чрезмерному обтачиванию. Технология пресс - керамики позволяет полноценно послойно имитировать анатомическое строение зуба, и придавать не только требуемый цвет реставрируемого зуба, но и необходимую светопроницаемость коронки.
Список использованной литературы 1. Варес, Э. Я. Литьевое прессование пластмассы [Текст] / Э. Я. Варес. - М.: Медицина, 2011.- 412 с.
2. 1. Лебеденко, И. Ю. Руководство к практическим занятиям по ортопедической стоматологии: учебное пособие / И. Ю. Лебеденко, В. В. Еричева, Б. П. Маркова. - М.: Практическая медицина, 2011. - 642 с.
3. Оливер Брикс, Изумительная цельная керамика. – ООО < < Тимворк Медиа> > 25069 Вилла – Карчина ( Брешиа) Италия, 2014г. – 42с.
4. http: //dentaltechnic.info/index.php/metallokeramika/atlas-po-metalokeramike/125-varianty_izgotovleniya_razbornoj_modeli_ (14.10.2015) 5. http: //www.ivoclarvivadent.ru/ru/ips-emax/ips-emax-press (22.10.2015) 6. http: //neostom.ru/metallokeramicheskie-zubnie-protezi/izgotovlenie-bezmetallovich-keramicheskich-koronok.html (18.11.2015) 7. Журнал «Зубной техник»
[1] Оливер Брикс, Изумительная цельная керамика. – ООО < < Тимворк Медиа> > 25069 Вилла – Карчина ( Брешиа) Италия, 2014г. – 42с. [2] http: //dentaltechnic.info/index.php/metallokeramika/atlas-po-metalokeramike/125-varianty_izgotovleniya_razbornoj_modeli_ (14.10.2015) [3] http: //neostom.ru/metallokeramicheskie-zubnie-protezi/izgotovlenie-bezmetallovich-keramicheskich-koronok.html (18.11.2015) [4] http: //www.ivoclarvivadent.ru/ru/ips-emax/ips-emax-press (22.10.2015) КУРСОВАЯ РАБОТА Специальность: 31.02.05 Стоматология ортопедическая По междисциплинарному курсу: МДК.06.02 Современные аспекты ортопедической помощи населению Профессионального модуля: ПМ. 06 Применение новых технологий в ортопедической стоматологии Тема: «Технология изготовления безметалловых керамических протезов»
Липецк, 2015-2016 учебный год
Содержание
Введение Ещё с незапамятных времён людей интересовали вопросы, касающиеся их зубов: почему они портятся и болят, и как с этой неприятностью бороться? За все время существования стоматологии появилось множество технологий, а также способов лечения и восстановления зубочелюстной системы. Одной из популярных способов это изготовление зубов с помощью керамики. Существует два типа такого протезирования: металлокерамика и безметалловая керамика.Если металлокерамика появилась за счет стремление пациентов иметь зубные протезы похожие на настоящие зубы, то безметалловая керамика в стоматологии получила своё развитие в результате желания пациентов иметь протезы неотличимые от настоящих зубов. Актуальность: данной работы состоит в том, что благодаря использованию современных технологий пресс - керамика стала прочнее и эстетичнее металлокерамики и занимает большую роль в зубопротезировании. Также важен вопрос безопасности материалов, так как на сегодня оня является самой безопасной конструкцией в ортопедии. Целью: данной работы является изучение методов изготовления протезов с использованием пресс керамики. Задачи: ü Изучить историю применения пресс керамики. ü Изучить материал и инструментарий для изготовления пресс керамики. ü Изучить показания к применению пресс керамики. ü Изучить изготовления пресс - керамических протезов.
История создания и применения пресс - керамики Цельнокерамические протезы на протяжении последних десяти лет резко улучшили как технологии, материалы так и точность, которая является, одной из главных причин керамического «ренессанса». Коронки из пресс - керамики - это действительно передовая и доступная технология для решения разнообразных клинических задач в современной косметической и терапевтической стоматологии. Технология была разработана в Германии и заслуженно пользуется доверием пациентов во всем мире. Преимуществом материала, из которого изготавливаются коронки, состоит в том, что он в своей структуре содержит гораздо меньше стеклоподобного наполнителя, а химическая решетка материала наполнена микроскопическими частицами люцита, самыми маленькими, по сравнению с остальными массами. Именно размер этих частиц имеет значение, чем меньше частицы в решетке, тем прочнее материал. Такие коронки показаны к применению, в случаях, когда протезирование обычной металлокерамикой не показано. Как правило, необходимость в коронках из пресс - керамики возникает при протезировании эстетической зоны, то есть зубов переднего отдела. Именно этот участок зубного ряда всегда наиболее заметен при разговоре и улыбке. При этом, ваш собеседник видит передние зубы под углом 90 градусов без светопотери, и ему становятся заметны даже самое незначительное отличие коронки по цвету или по форме от соседних, естественных зубов. Коронки из пресс - керамики решают именно эту проблему. [1] Главным и существенным отличием безметалловых коронок от классических, является отсутствие металлического каркаса, который, чтобы он не просвечивал через керамическую облицовку, маскируют довольно толстым слоем керамики. Следовательно, для того, чтобы металлокерамическая коронка выглядела эстетичной, необходима достаточная толщина коронки, это вынуждает стоматолога, для того чтобы обеспечить необходимый объем, сошлифовывать дополнительный объем ткани зубов, делая культи опорных зубов меньше. Технология пресс - керамики, при сравнительно меньшей толщине коронки, позволяет добиться желаемой эстетики, сделать коронку неотличимой от рядом стоящих зубов с меньшей потерей тканей опорного зуба. Пресс - керамика - это керамические коронки последнего поколения. Она хорошо зарекомендовавшая себя на протяжении последних лет технология, позволяет добиться действительно выдающихся эстетических результатов, меньше обтачивая зубы. Коронка, сделанная из пресс - керамики, фиксируется на специальный цемент, который на микроскопическом уровне связывает коронку и ткани опорного зуба. Так, коронка в буквальном смысле становится неотъемлемой частью зуба. Технология позволяет, как делать прессованные коронки и виниры, так и наносить дополнительные керамические слои, придавая композиции утонченный, естественный и живой внешний вид.
Рис.1 Клинический вид двух центральных резцов, изготовленных на основе каркасов из заготовок МО 0. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 5270; Нарушение авторского права страницы