|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Моделирование коронки зуба или каркаса ⇐ ПредыдущаяСтр 3 из 3
После изготовления разборной модели и обработки штампиков восковая моделировка для техники окрашивания проводится в полную анатомическую форму. Можно использовать любой органический беззольный воск. Следует соблюдать рекомендации по моделировке: – соблюдайте предусмотренную толщину стенок; –точная моделировка реставрации, особенно в области границ препарировании является непременным условием. Не моделируйте с избытком, так как это потребует затрат времени на связанную с риском припасовку; – возможный окклюзионный рельеф должен учитываться, начиная с восковой моделировки, поскольку окончательный обжиг красителей и глазури также приводит к увеличению объема реставрации.
Рис.10 Восковая реставрация.
Критерии моделировки реставрации Правильная моделировка реставрации ключ к успеху изготовления долговечных пресс керамической реставраций. Чем больше внимания уделяется моделировке, тем лучше конечные результаты в лаборатории и клинике. Для этого необходимо соблюдать следующие принципы: – отпрессованная керамика это высокопрочная основа реставрации, которая поэтому должна составлять как минимум 50% от общей толщины реставрации; – при препарировании зубов на большую глубину, избыток свободного пространства должен быть скомпенсирован за счет высокопрочного каркаса, а не за счет облицовочного материала; – при возможности размеры перемычки между зубопротезными единицами должны расширяться преимущественно в вертикальном направлении, а не в горизонтальном или сагиттальном; – не всегда возможно создать перемычки требуемого размера в вестибуло-оральном направлении, особенно в области передних зубов. В таких случаях следует увеличить перемычку в вертикальном направлении. Техника окрашивания
Техника редуцирования
Несоблюдение предусмотренных критериев моделировки и рекомендаций по минимальной толщине каркаса и перемычек может привести к поломкам протезов в полости рта у пациента в виде трещин, сколов и переломов реставрации. Процесс прессования коронки Прежде чем начать процесс прессования необходимо сделать следующие этапы: 1. Установка литниковой системы; 2. Поковка; 3. Прогрев опоки. Установка литниковой системы Всегда устанавливайте литники в направлении потока керамики и в самой массивной части восковки для обеспечения беспрепятственного перемещения вязкого керамического материала. Цоколь муфельной системы (100 г или 200 г) выбирается в зависимости от числа объектов пакуемых одновременно. Мостовидные протезы следует прессовать в 200 г муфельной системе. Необходимо соблюдать следующие рекомендации при установке литников.
Таблица 2
Правильная установка литников
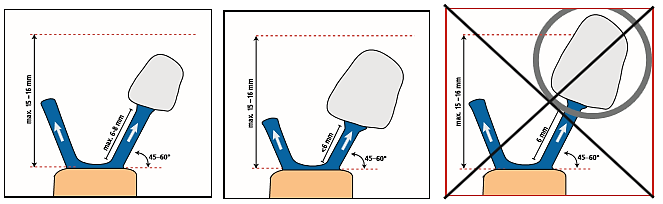
Рис.11 Литники устанавливаются в направлении препарирования зубов.
Рис.12 Общая длина литника с объектом не должна превышать 15B16 мм. Соблюдайте угол 45B60°.
Рис.13 Если посмотреть на коронку в боковой проекции, то более длинная часть (обычно вестибулярная) должна быть расположена наружу. Кроме того, необходимо учитывать направление потока керамики.
Паковка Паковка производится или в массу IPS PressVEST (например, на ночь) или массу IPS PressVEST Speed (в течение дня). Для этой цели используются соответствующие силиконовое кольцо IPS siliB cone ring и ограничитель паковки. Для точного определения массы воска рекомендуется следующая последовательность этапов: – взвесить цоколь (закройте отверстие цоколя воском); – установить объекты для прессования на цоколь и закрепите воском; – масса воска определяется разностью двух полученных ранее значений.
Таблица 3
За подробностями использования соответствующей паковочной массы, пожалуйста, обратитесь к соответствующей инструкции по применению. – не наносить сурфактант на восковые объекты; – смешать паковочную массу. Паковочная масса содержит кварцевый порошок. Поэтому необходимо избегать вдыхания пыли; – использовать подходящий инструмент для смачивания паковочной массой мелких деталей. Не повредить тонкие края восковок; – осторожно установить силиконовое кольцо IPS Silicone Ring на цоколь без повреждения восковых объектов. Силиконовое кольцо должно устанавливаться заподлицо с цоколем; – после этого осторожно заполнить кольцо паковочной массой до маркировки и установить ограничитель вращательным движением; – не производить никакие манипуляции с силиконовым кольцом, пока паковочная масса не затвердела.[3] Техника покования
Рис.14 Используйте силиконовой кольцо IPS Silicone Ring для паковки.
Рис.15 Заполняйте опоку паковочной массой медленно и тщательно.
Рис.16 Заполните кольцо паковочной массой до маркировки и установите ограничитель вращательным движением. Прогрев опоки По окончании предусмотренного для соответствующей паковочной массы (IPS PressVEST или IPS PressVEST Speed) времени опока подготавливается к прогреву следующим образом: – удалить ограничитель и цоколь вращательными движениями; – осторожно выдавить опоку из силиконового кольца; – удалить неровности на нижней поверхности опоки гипсовым ножом и проверьте 90° угол; – остатки паковочной массы не должны попасть в литники; – при совместном прогреве нескольких опок, пометьте на них цвет заготовки.
Таблица 4
Рис.17 Установите опоку под наклоном к задней стенке отверстием вниз. Не прогревайте заготовки IPS e.max Press и алюмоксидый плунжер.
Для поддержания плавного ритма работы в лаборатории необходимо безупречное функционирование муфельных печей и уход за ними. Это включает их обслуживание, чистку пылесосом в холодном состоянии, также как и регулярную проверку поддерживаемой температуры и нагревательных элементов и т.п. производителем. Прессование коронок До окончания цикла прогрева опоки необходимо провести следующие подготовительные этапы: – подготовить холодный алюмооксидный плунжер и холодную заготовку желаемого цвета; – после этого погрузить холодный алюмооксидный плунжер в открытый сепаратор и держите наготове для использования; – включить прессовочную печь заранее так, чтобы фаза самодиагностики и прогрева была уже завершена; – выбрать программу прессования и желаемый размер опоки. После окончания цикла прогрева опоки вынуть ее из муфельной печи и выполнить следующие шаги. На эти этапы должно уйти не более 1 минуты во избежание чрезмерного охлаждения опоки. – вставить холодную заготовку в прогретую опоку; – заготовку необходимо вставлять скругленным краем без маркировки внутрь. Сторона с маркировкой должна быть снаружи для повторного контроля цвета заготовки; – установить холодный плунжер, покрытый порошком, в прогретую опоку; – поместить опоку в центр прогретой печи для прессования с помощью щипцов; – нажать START для запуска выбранной программы.[4]
Таблица 5
Процесс прессования
Рис.18 Подготовьте холодный произолированный плунжер и холодную заготовку желаемого цвета.
Рис.19 Вставьте холодную заготовку IPS e.max Press маркировкой вверх в прогретую опоку.
Рис.20 Поместите прогретую опоку в центр прогретой печи для прессования с помощью щипцов.
Рис.21 Нажмите START для запуска выбранной программы.
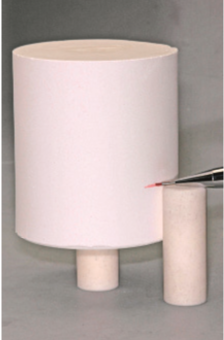
Рис.22 Схематичный процесс прессования внутри печи. Распаковка и обработка После охлаждения до комнатной температуры (примерно 60 минут) на опоке могут появиться трещины. Эти трещины образуются (вокруг алюмооксидного плунжера) при охлаждении в результате разности КТР различных материалов (Alox плунжер, паковочная масса, прессованная керамика). Они не оказывают отрицательного влияния на результат. Распаковку проводите следующим образом: – отметить длину алюмоксидного плунжера на охлажденной опоке; – надрезать опоку с помощью сепарационного диска. Эта предопределенная точка разлома обеспечивает надежное отделение плунжера и керамического материала; – разломить опоку по сделанному надрезу, используя гипсовый нож; – для черновой распаковки используйте стеклянную полировочную дробь под давлением 4 атм. (60 psi); – окончательная распаковка проводится стеклянной полировочной дробью под давлением 2 атм. (30 psi). – не используйте Al2O3 для пескоструйной обработки. – при распаковке держать наконечник пескоструйного аппарата в направлении, указанном на схеме, и соблюдайте необходимое расстояние, чтобы не повредить края реставрации; – остатки керамики на алюмоксидном плунжере удаляются частицами Al2O3 размером 100 микрон.
Рис.23 Отметьте длину алюмоксидного плунжера на охлажденной опоке.
Рис.24 Надрежьте опоку с помощью сепарационного диска и разломите ее по сделанному надрезу.
Рис.25 Черновая распаковка осуществляется стеклянной полировочной дробью под давлением 4 атм. (60 psi).
Рис.26 Окончательная распаковка проводится под давлением 2 атм. (30 psi).
Рис.27 Распакованные реставрации из IPS e.max Press со светлым реакционным слоем.
Финишная обработка Принципиально важно использовать правильный абразивный инструментарий для финишной обработки стеклокерамики. В противном случае возможно образование сколов или локального перегрева материала. Для финишной обработки каркасов из IPS e.max Press рекомендуется следующая последовательность действий: – несмотря на возможность корректировки прессованных каркасов из IPS e.max Press, она должна быть сведена к минимуму; – увлажнить область, подвергаемую обработке. Использовать мелкозернистый алмазный диск для отрезания литников. Припасовать каркас на модели; – необходимо избегать перегрева стеклокерамики. Рекомендуется низкая скорость и легкое давление при обработке; – загладить места прикрепления литников; – удалить компенсационный лак с модели перед установкой на нее реставрации. Тщательно припасовать каркас; – не проводить дополнительную " сепарацию" каркаса дисками, так как это может привести к образованию нежелательных точек излома, которые, в свою очередь, снижают прочность цельнокерамической реставрации; –после финишной обработки каркас по–прежнему удовлетворяет минимальным требованиям к толщине; – отпескоструить каркас частицами Al2O3 под давлением 1 атм (15 psi) и промыит в проточной воде или обработайте паром перед нанесением облицовочного материала; – некоторые пескоструйные аппараты требуют другого рабочего давления для выполнения этой процедуры.
Рис.28 Отрежьте литники с помощью мелкозернистого алмазного диска.
Рис.29 После припасовки достигается прекрасное краевое прилегание. Анатомическая и функциональная форма восковой моделировки воспроизведена в керамик.
Заключение Итак, основными преимуществами пресс - керамики являются: - гарантированная эстетика зубов, при сравнительно меньшем обтачивании зуба под коронку. - применение пресс - керамики позволяет решить даже самые сложные эстетические проблемы пациента с зубами. - прочность коронок из пресс - керамики сравнима с прочностью эмали естественных зубов. - производство пресс - керамических коронок требует меньшего количества посещений врача стоматолога, по сравнению с металлокерамикой. - долгий срок службы коронок при правильном уходе, такие коронки могут служить всю жизнь. Единственным недостатком коронок из пресс - керамики, принято считать меньшую прочность, по сравнению с металлокерамикой. Это накладывает ограничение на применение конструкции, делая коронки из пресс - керамики идеальным средством для протезирования зубов одиночными коронками и непротяженными мостовидными протезами. Этот небольшой недостаток компенсируется большим количеством преимуществ пресс - керамики перед остальными способами восстановления зубов. Производство коронок из пресс - керамики занимает в среднем 2-2, 5 недели и зависит от сложности клинической задачи и начального состояния зубов. Часто, перед протезированием пациенту необходима санация полости рта, гигиеническая чистка зубов и терапевтическая подготовка к протезированию. Сам процесс протезирования подразумевает 3 посещения врача стоматолога ортопеда, в течение которых, проводится подготовка зубов под коронку, будут сняты все необходимые оттиски, проведены примерка и коррекция прикуса. Все этапы проводятся в строгом согласовании с пациентом, то есть, исходя из эстетических предпочтений, с целью повышения комфорта, и удовлетворения индивидуальных запросов. После проведения всех этапов производства, коронка укрепляется на специальный цемент двойного отверждения, и коронка становится новым, полноценным зубом. В среднем, толщина коронки из пресс - керамики составляет всего 0, 4 мм, это позволяет максимально сохранять естественные ткани зуба, и не подвергать зубы чрезмерному обтачиванию. Технология пресс - керамики позволяет полноценно послойно имитировать анатомическое строение зуба, и придавать не только требуемый цвет реставрируемого зуба, но и необходимую светопроницаемость коронки.
Список использованной литературы 1. Варес, Э. Я. Литьевое прессование пластмассы [Текст] / Э. Я. Варес. - М.: Медицина, 2011.- 412 с.
2. 1. Лебеденко, И. Ю. Руководство к практическим занятиям по ортопедической стоматологии: учебное пособие / И. Ю. Лебеденко, В. В. Еричева, Б. П. Маркова. - М.: Практическая медицина, 2011. - 642 с.
3. Оливер Брикс, Изумительная цельная керамика. – ООО < < Тимворк Медиа> > 25069 Вилла – Карчина ( Брешиа) Италия, 2014г. – 42с.
4. http: //dentaltechnic.info/index.php/metallokeramika/atlas-po-metalokeramike/125-varianty_izgotovleniya_razbornoj_modeli_ (14.10.2015) 5. http: //www.ivoclarvivadent.ru/ru/ips-emax/ips-emax-press(22.10.2015) 6. http: //neostom.ru/metallokeramicheskie-zubnie-protezi/izgotovlenie-bezmetallovich-keramicheskich-koronok.html (18.11.2015) 7. Журнал «Зубной техник»
[1] Оливер Брикс, Изумительная цельная керамика. – ООО < < Тимворк Медиа> > 25069 Вилла – Карчина ( Брешиа) Италия, 2014г. – 42с. [2] http: //dentaltechnic.info/index.php/metallokeramika/atlas-po-metalokeramike/125-varianty_izgotovleniya_razbornoj_modeli_ (14.10.2015) [3] http: //neostom.ru/metallokeramicheskie-zubnie-protezi/izgotovlenie-bezmetallovich-keramicheskich-koronok.html (18.11.2015) [4] http: //www.ivoclarvivadent.ru/ru/ips-emax/ips-emax-press (22.10.2015) Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 2189; Нарушение авторского права страницы