|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обточка бандажей и ободьев цельнокатаных колес по профилю
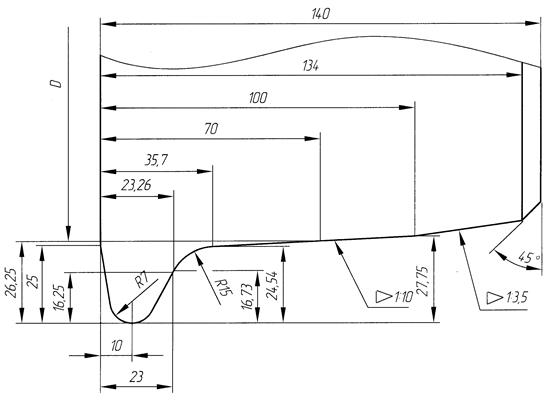
10.11.1 Для получения требуемого профиля следует обточить внутреннюю торцовую грань, гребень и поверхность катания бандажа (обода цельнокатаного колеса). Применяемые профили ободьев колес ТПС приведены на рисунках 13 - 23. Локомотивостроительные и локомотиворемонтные заводы производят обточку бандажа по рисунку 13. Локомотивостроительные и локомотиворемонтные заводы, производящие и ремонтирующие МВПС производят обточку по рисунку 15. Ремонтные депо имеют право обтачивать бандажи по любому приведенному в инструкции профилю. Допускается производить обточку по другим профилям, имеющим преимущества в эксплуатации в сравнении с вышеуказанными профилями, при условии проведения необходимых научно- исследовательских работ, комплекса испытаний и подконтрольной эксплуатации. Ввод в действие формы нового профиля производится распорядительным документом за подписью старшего вице-президента ОАО «РЖД». Обточка выкаченных колесных пар производится на напольных колесотокарных станках. В целях уменьшения шероховатости поверхности бандажей разрешается применять накатку роликом обработанной поверхности бандажей по кругу катания.
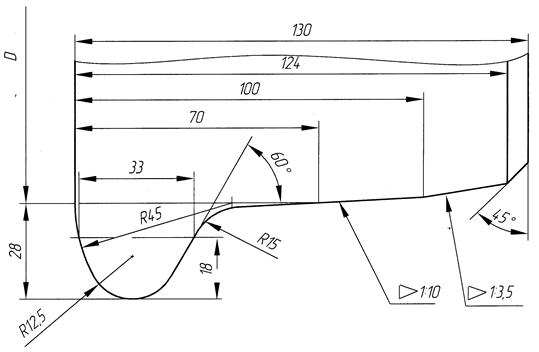
Рисунок 13 – Профиль бандажа (обода) колеса по ГОСТ 11018 с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И477.00.01)
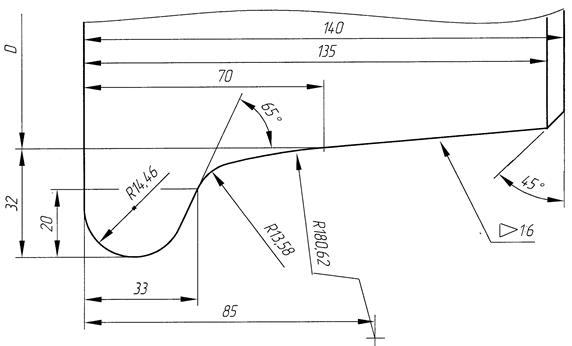
Рисунок 14 – Профиль бандажа (обода) колеса с гребнем толщиной 29 мм для локомотивов (контроль – шаблоном И718.00.01)
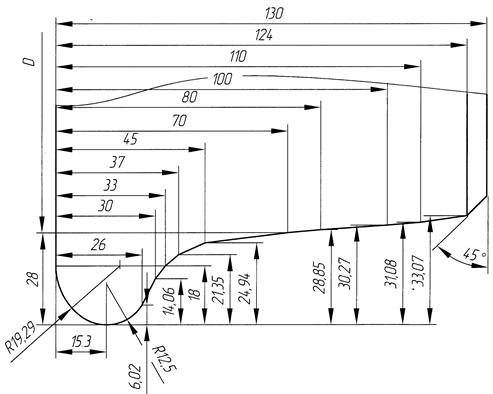
Рисунок 15 – Профиль бандажа (обода) колеса по ГОСТ 11018 с гребнем толщиной 33 мм для МВПС (контроль – шаблоном И720.00.00)
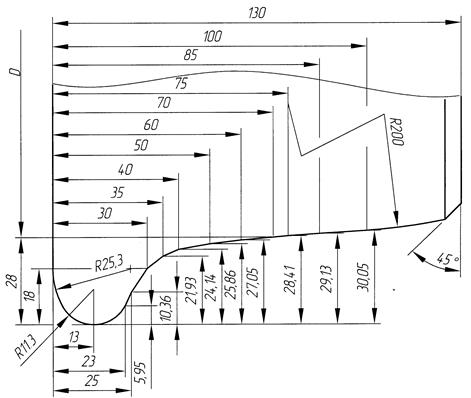
Рисунок 16 – Профиль бандажа (обода) колеса с гребнем толщиной 29 мм для МВПС (контроль – шаблоном И719.00.01)
Рисунок 17 – Профиль бандажа (обода) колеса Зинюка-Никитского с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И433.01.00)
Рисунок 18 – Профиль бандажа (обода) колеса Зинюка-Никитского с гребнем толщиной 29 мм для локомотивов (контроль – шаблоном И433.01.00)
Рисунок 19 – Профиль бандажа (обода) колеса ДмеТИ ЛБ с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И706.00.01)
Рисунок 20 – Профиль бандажа (обода) колеса ДмеТИ ЛР с гребнем толщиной 30 мм для локомотивов (контроль – шаблоном И735.00.01)
Рисунок 21 – Профиль бандажа (обода) колеса ДмеТИ ВБ с гребнем толщиной 33 мм для МВПС (контроль – шаблоном И737.00.01)
Рисунок 22 – Профиль бандажа (обода) колеса ДмеТИ ВР с гребнем толщиной 30 мм для МВПС (контроль – шаблоном И736.00.01)
Рисунок 23– Профиль бандажа (обода) колеса средней колесной пары с подрезанным гребнем толщиной 23 мм для электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до № 263 (контроль – шаблоном И476.00.00)
10.11.2 Обточку бандажей по профилю после насадки необходимо производить только после полного их естественного остывания. 10.11.3 Проверка обточенных бандажей и ободьев цельнокатаных колес производится профильным шаблоном. Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам с толщинами гребней, указанных в Инструкции (рисунки 13 - 23) допускаются не более 0, 5 мм по поверхности катания и толщине гребня, 1 мм - по высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода. Разрешается зазор 0, 5 мм между концом шаблона и внутренней гранью бандажа в случае отсутствия просвета между шаблоном и поверхностью катания. Для промежуточных профилей, у которых толщина гребней отличается от значений, приведенных на рисунках 13 - 23, отклонения (просветы) от нормального профиля контролируются только по поверхности катания и высоте гребня. 10.11.4 Бандажи ведущих колесных пар тепловозов с гидравлической и механической передачей обтачиваются у всего комплекта под один диаметр независимо от того, что колесные пары не имеют одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые в движение от одного дизеля. 10.11.5 Параметр шероховатости поверхностей катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес проверяют прибором или методом сравнения с эталоном. Параметр шероховатости Ra поверхностей профиля катания и гребней колес колесных пар ТПС не должен быть более 10 мкм, внутренних торцов бандажей (ободьев цельнокатаных колес)- более 20 мкм. На внутренней боковой грани обработанного бандажа не допускаются черновины глубиной более 1, 0 мм с суммарной площадью, превышающей 50 см2. Наружная боковая грань бандажа и обода цельнокатаного колеса не обтачивается, если обточка не предусмотрена конструкторской документацией. 10.11.6 Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа или обода цельнокатаного колеса с условием, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа (обода цельнокатаного колеса) будет не менее допустимой. 10.11.7 До и после обточки бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних граней бандажей до упорных торцов предподступичных частей оси. Разница этих расстояний допускается не более 2, 0 мм при новых бандажах и не более 3, 0 мм при старогодных. 10.11.8 В целях экономии бандажей и цельнокатаных колес за счет сохранения уплотненной их части разрешается оставлять на обточенном гребне черновину глубиной не более 2, 0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на поверхности катания равномерно расположенную черновину глубиной до 2, 0 мм. Толщина новых бандажей ТПС допускается более чем на чертеже, где это возможно по конструкции экипажа. 10.11.9 Запрещается выпускать из ремонта и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допустимых размеров. 10.11.10 При формировании новых колесных пар у наружных граней бандажей должны быть фаски 6× 45 °. Отступление в размерах фаски при обточке бандажей ремонтируемых колесных пар допускаются в сторону увеличения на 4, 0 мм и в сторону уменьшения на 1, 0 мм. 10.11.11 Острые глубокие следы насечек в упорных буртах бандажей и цельнокатаных колес (полученных от закрепления на станке зубчатыми секторами) подлежат зачистке с плавным переходом.
Балансировка колесной пары 10.12.1 При ремонте со сменой составных частей колесные пары подвергают балансировке в соответствии ГОСТ 11018. 10.12.2 Колесные пары с неподвижно закрепленным на оси зубчатым колесом для локомотивов с конструкционной скоростью свыше 120 км/ч (свыше 130 км/ч - для колесных пар МВПС) подвергают проверке на остаточный динамический дисбаланс. Значение остаточного динамического дисбаланса в плоскости каждого колеса колесной пары для локомотивов не должно превышать, кг·см: 12, 5 - при скорости свыше 120 до 160 км/ч включительно; 7, 5 - при скорости свыше 160 до 200 км/ч включительно. Значение остаточного динамического дисбаланса в плоскости каждого колеса для колесных пар МВПС не должно превышать, кг·см: 25 - при скорости свыше 130 до 160 км/ч включительно; 15 - при скорости свыше 160 до 200 км/ч включительно. При превышении допустимого значения остаточного динамического дисбаланса его устраняют местной обточкой колеса, для колесных центров коробчатого сечения или со спицевыми колесными центрами - присоединением к колесному центру корректирующей массы, с последующей повторной проверкой. 10.12.3 Колесные пары с неподвижно закрепленным на оси (удлиненной ступице колесного центра) зубчатым колесом (зубчатыми колесами) для локомотивов с конструкционной скоростью свыше 100 до 120 км/ч (до 130 км/ч - для колесных пар МВПС) подвергают проверке на остаточный статический дисбаланс. Значение остаточного статического дисбаланса колесной пары должно быть не более 25 кг·см. Допускается проверку на остаточный статический дисбаланс колесных пар заменять проверкой на остаточный динамический дисбаланс. Значение остаточного динамического дисбаланса колесной пары должно быть не более 25 кг·см в плоскости каждого колеса колесной пары. При превышении допустимого значения остаточного статического дисбаланса колеса, колесного центра или колесной пары их подвергают дополнительной местной обточке или прикрепляют корректирующую массу с последующей повторной проверкой. 10.12.4 После устранения дисбаланса на торце оси колесной пары ставится клеймо балансировки в соответствии с пунктом 12 Инструкции.
Формирование колесных пар 10.13.1 Формированием колесных пар считается изготовление колесных пар, изготовленных из новых составных частей. Замена отдельных составных частей колесной пары (осей, центров, венцов, зубчатых колес и бандажей) новыми или годными, но бывшими в эксплуатации, считается ремонтом колесных пар со сменой составных частей. 10.13.2 Вновь сформированная колесная пара должна соответствовать ГОСТ 11018, утвержденным чертежам, техническим условиям, а также фирменной технической документации для импортных локомотивов. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1500; Нарушение авторского права страницы