|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
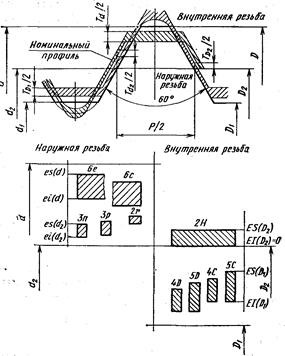
Расположение полей допусков резьбы с натягом
Рис. 13.1.3. Посадки с натягом по среднему диаметру предусмотрены только в системе отверстия, имеющей большие технологические преимущества перед системой вала. Для посадок с гарантированным натягом необходимо устанавливать весьма малые допуски по среднему диаметру. При больших допусках сочетание размеров, создающее наименьший натяг, не гарантирует от проворачивания шпилек, при наибольшем натяге возможно разрушение шпильки или срез резьбы гнезда. Для обеспечения более однородного натяга и повышения прочности соединений резьбовые детали сортируют на группы, а затем собирают из одноименных групп. Для резьб с натягом установлены допускаемые отклонения половины угла профиля и шага резьбы шпилек и гнезд на длине свинчивания. Отклонения половины угла профиля и шага резьбы контролируют только у шпилек, для гнезд эти отклонения обеспечивают при изготовлении резьбообразующего инструмента соответствующей точности. Переходные посадки применяют при одновременном дополнительном заклинивании шпилек по коническому сбегу резьбы, по плоскому бурту и по цилиндрической цапфе. Переходные посадкирегламентированы ГОСТ 24834-81. При переходной посадке в резьбовом соединении поля допусков средних диаметров внутренней и наружной резьбы перекрываются, в соединении можно получить как натяг, так и зазор. Контроль резьб. Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т.п. Резьбовые изделия чаще всего контролируют резьбовыми калибрами. Для контроля внутренней резьбы служат резьбовые пробки, а для контроля наружной резьбы - резьбовые кольца. Комплект состоит из проходного и непроходного калибров. Резьбовой проходной нерегулируемый калибр-кольцо ПР для наружной резьбы контролирует наибольший средний диаметр (приведенный средний диаметр) и одновременно наибольший внутренний диаметр наружной резьбы. Резьбовой проходной калибр-пробка ПР контролирует наименьший средний диаметр (приведенный средний диаметр) и одновременно наименьший наружный диаметр внутренней резьбы (рис.13.1.4.). Калибры ПР должны свободно свинчиваться с контролируемой резьбой. Резьбовая пробка
Рис.13.1.4. Резьбовой непроходной нерегулируемый калибр-кольцо НЕ для наружной резьбы контролирует наименьший средний диаметр наружной резьбы. Резьбовой непроходной калибр-пробка НЕ для внутренней резьбы контролирует наибольший средний диаметр внутренней резьбы. Калибры НЕ, как правило, не должны свинчиваться с контролируемой резьбой; допускается свинчивание калибра до двух оборотов (у резьбы с двумя-тремя витками). Проходные калибры в соответствии с принципом Тейлора имеют полный профиль, длина рабочей части составляет порядка 0, 8 длины свинчивания контролируемой резьбы. Для ослабления влияния погрешностей шага контролируемой резьбы на результат контроля непроходными калибрами длина их рабочей части должна составлять три шага резьбы (3Р), а для ослабления влияния погрешности угла профиля - их профиль выполняется укороченным. Для правильного контроля резьбы калибры должны иметь достаточную точность, которую необходимо контролировать при изготовлении и эксплуатации калибров. Поэтому для резьбовых калибров установлены по наружному, среднему и внутреннему диаметрам, шагу и половине угла профиля допуски на изготовление и на износ. Эти параметры регламентируются ГОСТ 24997-81. Для контроля соблюдения этих допусков применяются следующие калибры-пробки для резьбовых колец и скоб: КПР-ПР и КПР-НЕ для контроля новых колец ПР и КНЕ-ПР и КНЕ-НЕ для контроля новых колец НЕ; контрольные калибры-пробки К-И для контроля износаколец.
Шпоночные соединения Шпоночное соединение - соединение вала с отверстием детали с помощью шпонки, представляющей собой металлический брусок, помещаемый в пазы, выполненные на валу и во втулке (отверстии детали). Основные эксплуатационные требования к шпоночным соединениям заключаются в передаче заданного крутящего момента. Размеры шпоночных соединений унифицированы и являются взаимозаменяемыми. Основные размеры, допуски и посадки регламентированы ГОСТ 8790-79, ГОСТ 10748-79, ГОСТ 23360-78, ГОСТ 24068-80, ГОСТ 24069-80, ГОСТ 24070-80, ГОСТ 24071-80. По форме стандартные шпонки подразделяют на: 1. призматические; 2. сегментные; 3. клиновые; 4. тангенциальные нормальные и усиленные. Наибольшее распространение получили призматические и сегментные шпонки. Тангенциальные шпонки применяют в тяжелом машиностроении; они состоят из двух клиньев, забиваемых в паз, образованный угловыми уступами на валу и во втулке детали. Шпоночные соединения подразделяют на ненапряженные (с призматическими и сегментными шпонками) и напряженные (с клиновыми и тангенциальными шпонками). Напряженные соединения передают не только крутящий момент, но и осевую силу. Шпоночные соединения не могут передавать большие крутящие моменты, т.к. шпоночные канавки ослабляют сечение детали и создают центры концентрации напряжений. Длину призматической или клиновой шпонки выбирают из ряда целых чисел (в мм): 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450 и 500. Длина тангенциальной шпонки должна быть на 10 -15% больше длины втулки или детали, установлении на валу. За номинальный размер шпоночного соединения принимают размер b, равный ширине шпонки, ширине паза под шпонку на валу и ширине паза во втулке. Предусмотрены три вида соединений (рис.13.2.1.): I - свободное для получения посадок с гарантированными зазорами, обеспечивающими надежную работу соединений с направляющими шпонками, а также облегчение сборки соединения из термообработанных деталей; II - нормальное для получения соединений в условиях серийного и массового производства; III - плотное для получения неподвижных соединений с запрессовкой деталей при сборке в условиях единичного и серийного производства, а также для обеспечения надежной работы соединения при реверсивных нагрузках.. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 639; Нарушение авторского права страницы