
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние технологических и металлургических факторов на соотношение усадочных раковин и пористости в отливках
Kф определяется характером разветвлённости дендритов; Kф ~
Чем больше разветвлённость дендритов в зоне затвердевания, тем более затруднённо течение расплава и увеличивается склонность его к усадочной пористости. Ро зависит от того является ли усадочная раковина открытой или закрытой. Если усадочная раковина открытая, то Ро=Ратм.
Давление атмосферы эквивалентно давлению столба расплава с плотностью железа высотой 150 см. То есть для обычных отливок (30-50 см) основную роль играет именно атмосферное давление.
. В закрытой усадочной раковине существенно меньше давление в процессе фильтрации. По этой причине принимаются меры для предупреждения образования закрытой усадочной раковины. Используются прибыли, действующие под атмосферным давлением и прибыли, действующие под газовым давлением.
Толщина оболочки патрона должна быть такой чтобы за время прогрева патрона до 900оС на поверхности прибыли оказалась прочная корка. Такие мероприятия сложны для реализации. Поэтому применяются теплофизические приёмы, которые позволяют держать Ратм на прибыли. Поверхность металла в прибыли заполняется теплоизолированными смесями, которые обладают очень низкой теплопроводностью. Fe2O3+Al→ Al2O3+Fe+Q↑ Сопровождаются очень высоким тепловым эффектом и смесь разогревается до 2000оС. Недостаток теплоизолирующих и экзотермических смесей заключается в том что их время действия весьма ограничено. Для массивных прибылей такие засыпки не являются эффективными и используется многократная доливка прибылей. При этом обеспечивается контакт атмосферы с зеркалом металла.
Рг; Газосодержание сплава играет очень важную роль в формировании газоусадочных пустот, так как это давление препятствует фильтрации. Sp = 0, 5см3/100г → Рг = 0, 1*10-2 атм. Sг = 5см3/100г → Рг = 0, 36 атм. Sг = 8см3/100г → Рг = 1 атм. Растворённые в металле газы выделяясь в образующихся порах увеличивают их размеры и препятствуют фильтрации расплава. Важным средством ликвидации усадочных пустот является дегазация расплава.
Сплавы, расположенные вблизи чистого компонента в результате последовательного характера затвердевания при любой интенсивности теплоотвода формируют концентрированную усадочную раковину, при этом образуется плотный металл не содержащий усадочной пористости. При высокой интенсивности теплоотвода сплавы любого состава склонны к последовательному затвердеванию, поэтому усадка в них в основном проявляется в образовании концентрированных раковин, поскольку фильтрация расплава в узкой зоне происходит весьма интенсивно. При малой интенсивности теплоотвода сплавы затвердевают практически объемно, фильтрация расплава при этом затруднена и развивается рассеянная усадочная пористость. При средней интенсивности теплоотвода развитие зоны затвердевания существенно зависит от ширины температурного интервала - чем больше температурный интервал тем больше Сплавы тактического типа Процесс формирования усадочных пустот определяется изменением ширины зоны затвердевания в зависимости от положение на диаграмме состояния в них тактические сплавы кристаллизуются в зависимости от интенсивности теплоотвода последовательное объемно при высокой интенсивности теплоотводы в результате последовательного затвердевания дают концентрированную раковина и незначительную пористость а при малой интенсивности теплоотвода в результате объемного затвердевания в широком интервалесоставов дают рассеянную пористость без образования усадочной раковины увеличение эвтектичностисплавы при движение к точке эвтектики изменяет характер затвердевания в сторону последовательного чем больше тактичность сплавы тем более последовательный характер носит затвердевание увеличивается раковина и уменьшается пористость при этом широкой интервальные сплавы при малой интенсивности теплоотводы несмотря на наличие эвтектики в результате объемного затвердевание дают рассеянную пористость при высокой интенсивности теплоотвода сплавы разной эвтектичности в результате последовательного затвердевания дают концентрированную раковину и незначительную пористость Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 855; Нарушение авторского права страницы
 ;
; 
 : чем больше h, тем больше гидродинамический напор и выше скорость фильтрации, тем нижележащие слои отливки будут более плотными.
: чем больше h, тем больше гидродинамический напор и выше скорость фильтрации, тем нижележащие слои отливки будут более плотными.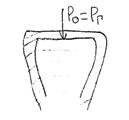
 В закрытой усадочной раковине Ро=Рг. Δ Р =
В закрытой усадочной раковине Ро=Рг. Δ Р = 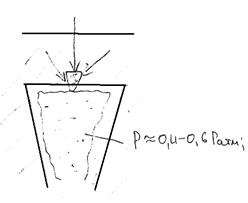 Прибыли, действующие под атмосферным давлением
Прибыли, действующие под атмосферным давлением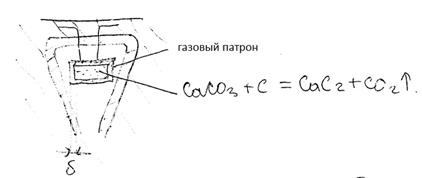 прибыли, действующие под газовым давлением
прибыли, действующие под газовым давлением Доливка преследует 2 цели: доливаемый металл задерживает образование корки на поверхности прибыли и обеспечивает контакт атмосферы с зеркалом расплава и ускоряет фильтрацию в зоне затвердевания.
Доливка преследует 2 цели: доливаемый металл задерживает образование корки на поверхности прибыли и обеспечивает контакт атмосферы с зеркалом расплава и ускоряет фильтрацию в зоне затвердевания.
 ; Относительная ширина зоны затвердевания определяет сопротивление фильтрационному течению металла, чем больше
; Относительная ширина зоны затвердевания определяет сопротивление фильтрационному течению металла, чем больше