
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Меры борьбы с усадочными дефектами в отливке
Меры борьбы зависит от характера затвердевания отливки при последовательном затвердевании необходимо создавать режим направленного затвердевания с локализацией усадочной раковины в объеме прибыли и принимать меры для воздействия на состояние сплава и режим затвердевания для уменьшения раковины в частности уменьшение температуры заливки увеличение времени заливки при подводе металла сверху и так далее при объемном затвердевании необходимо создавать режим одновременного затвердевания утепляют тонкие части захолаживание массивные части и так далее Для получения плотного металла свободного осадочных пород необходимо обеспечить три условия определяющие характер возникновения усадочных пустот тепловое, усадочные фильтрационные Тепловое условие: (τ 3)п> (τ 3)0; В течении всего периода затвердевания отливки в прибыли должен сохраняться жидкий металл способные перемещаться в отливке и компенсировать усадку затвердевающего в ней металла. Усадочное условие Размеры и конфигурация прибыли должны быть выбраны из условия локализации усадочной раковины в теле прибыли
Фильтрационные условия Для предупреждения усадочной пористости под прибыльное здание необходимо обеспечить интенсивное направленное затвердевание которая способна профильтровать под определенную зону необходимое количество жидкого металла
Vp = EVз(V0 + Vпр) VM = Fп * ξ М* ( ξ М = Кр * Кр–коэффициент затвердевания на поверхности прибыли
К 0– коэффициент затвердевания отливки
ξ М = Кп* Vп = Fп * Vп (1- ЕVз) = V0 (ЕVз +
Относительный объем прибыли определяется усадкой металла при затвердевании с учетом соотношения поверхности теплообмена отливки и прибыли и интенсивности теплообмена на этих поверхностях. Кп= К 0
Независимые подход связан с тем что конфигурации усадочной раковины зависит от размеров и концентрации прибыли.
Fз – площадь, на которой происходит затвердевание Δ V = ЕVз* Δ Vз; Δ Vр = Fзерк*Δ h Δ Vз = Δ Vр; ЕVз*Fз*Δ ξ = Fзерк*Δ h. Δ h = ЕVз* Глубина усадочной раковины пропорциональна коэффициенту усадки, не зависит от продолжительности процесса, зависит от конфигурации затвердевающая объема. В зависимости от соотношения плоскости поверхности зеркала и боковой поверхности отливка может изменяться в очень больших размерах. Увеличение площади зеркала уменьшает глубину усадочной раковины.
Холодильники для перемерзания каналов. Создание направленного затвердевания необходимой интенсивности.
vкр* ЕVз≤ Объем металла который необходимо подать в зону затвердевания в единицу времени для компенсации усадки. Ро=Рг; vкр≤ Скорость затвердевания металла в подприбыльнойзоне должно быть меньше чем скорость поступления расплава из прибыли. α нз = α нз =
Рг = 0, 4*10-7атм; Sг = 0, 5 (см3/100 гр) Рг = 0, 36 атм; Sг = 5 (см3/100 гр) Рг = 1 атм; Sг = 8 (см3/100 гр) Для получения плотного металла необходимо варьировать интенсивность направленного затвердевания путем применения напусков, холодильников, доливки прибылей и так далее, в зависимости от ширины зоны затвердевания и газосодержания металла. Широкоинтервальные сплавы при малой интенсивности теплоотвода дают значительную ширину зоны затвердевания и для фильтрации расплава в ней необходимо обеспечить высокое значение α нз (≈ 100 с/см), иными словами малую скорость затвердевания, чтобы процесс фильтрации успевал компенсировать усадку.Узкоинтервальные сплавы требуют значительно меньшей интенсивности теплоотвода на уровне 30 с / см, так как фильтрация в узкой зоне происходит значительно быстрее.Газосодержание расплава препятствует фильтрации, так как газы выделяются впорах и создают противодавление. Чем больше газосодержание, тем большая интенсивность направленного затвердевания необходима. Линейная усадка отливок. Линейная усадка и называется процесс изменения наружных размеров отливки, вызванный изменением температуры и фазовыми превращениями в отливке и обеспечивающий получение отливок заданных размеров. Линейная усадка оценивается параметром - Литейная усадка сплава. Елит = Елит *lмод = lмод – lотл; Lмод = lотл * (1 + Елит). Только зная величину литейной усадки можно правильно назначить размеры модели. Неточное знание о литейной усадке приводит к появлению брака, который связан с получением отливки завышенных размеров или заниженных размеров. Процесс литейной усадки обусловлен целым рядом явлений. Главным из этих процессов является термическое сжатие. 8.8. Термическое сжатие как компонент литейной усадки.
α T- коэффициент термического сжатия в твердом состоянии, связанный с изменением межатомных расстояний. Елит = α T* tкр В сплавах, которые затвердевают в интервале температур Линейная усадка понижается с момента образования НТФ. t0 → tилу
с< c1 НТФ α с< c2 НТФ β с1< c< c2 НТФ α (β ) + Э
В Системахэвтектического типа сплавы в окрестности и эвтектической точки имеют одинаковую температуруt0, совпадающую с температурой эвтектики и по этой причине имеют минимальную литейную усадку.
Sp = So*exp ( Q–теплота растворения газов в металлах.
Если растворение происходит экзотермические, тогда по принципу лешателье подвод тепла усиливает процесс. Взаимодействие газов с металлом носят характер химической реакции протекающие на поверхности расплава и поэтому сопровождается экзотермическим эффектом.
Чем больше давление под зеркалом расплава, тем более затруднено образование пузырьков. Чем больше гидростатический напор, тем меньше вероятность образования газового пузырька. Капиллярное давление, которое должен преодолеть пузырек.Образование газовых пузырьков в чистом расплаве невозможно. При отсутствие готовых поверхностей раздела расплав может содержать газ в пересыщенном состоянии. Если есть включения, которые смачиваются расплавом, тогда образование пузырьков существенно упрощается. Рафинирование расплава предупреждает образование газовых пузырьков. Еслиt0< t< tл, тогда образующиеся газовые включения могут всплывать и удаляться. Еслиtc< t< t0 , внутри непрерывного скелета эти газовые включения не могут перемещаться, фиксируются в междуосных промежутках и, нередко, газовые усадочные пустоты совмещаются, Что приводит к существенному отрицательному влиянию на процесс питания отливки и порождает эффект предусадорчного расширения. После образования скелета, образующиеся газовые включения непрерывно увеличивают своиразмеры и, вследствие, выделения газов при уменьшении растворимости. Давление газовых пузырьков оказывается достаточным, чтобы деформировать твердо-жидкий скелет. С понижением температуры уменьшается плотность металла и его прочность, по этой причине дальнейший рост газовых пузырьков замедляется, они могут оказаться неспособными деформировать скелет, и тогда в условиях понижения температуры предусадочное расширение сменяется термическим сжатием. В зависимости от газосодержания металла процесс предусадочного расширения может различаться как по величине, так и температурномуинтервалу развития. Наличие предусадочного расширения приводит к сокращению литейной усадки, так как часть термического сжатия в интервалеt0 - te компенсируется увеличением объема при выделении газов. Чем больше предусадочноерасширение по величине и температурному интервалу развития, тем меньше Литейная усадка. Елит = α T*Елит* to–Eпр Максимальный интервал развития предусадочногорасширения, вызванного выделением Газов простирается до температуры солидуса. В чугунах Наряду с выделением цементита возможно выделение графита с различной морфологией. Выделение графита может быть пластинчатой и шаровидной формы, и механизмы влияния графитизации на предусадочноерасширение виесьма различен в чугунах С ПГ и ШГ, и величина предусадочного расширения существенно различается. ПГ образует эвтектику в которой графит является ведущей фазой кристаллизации и вследствие этого графитовые включения выступают в расплав, аустенитная оболочка нарастает с запозданием. ρ г = 2, 25 г/см3; ρ ж = 7 г/см3; Evф = (Evф)А + (-Evф)г СЧ имеет относительно небольшую предусадочноерасширение, так как основная масса графита выделяется в контакте с расплавом в период роста графитовых колоний, когда они разделены и не дают предусадочного расширения.Предусадочное расширение начинается тогда, когда колонии аустенитно-графитовой эвтектики смыкаются, становится невозможным продольный рост, и выделение графита происходит в результате диффузии углерода через аустенитнуюоболочку.
Основная стадия роста эвтектики с шаровидным графитом происходит в условиях когда графит отделён от расплава аустенитной оболочкой и растет за счет диффузии углерода через эту оболочку. В результате эвтектические Глобулиочень быстро смыкаются и на ранней стадии начинается процесс предусадочного расширения, сопровождающийся различным объемным эффектом. Объемный эффект усадки при затвердевании чугуна с шаровидным графитом практически такойже как и в Белом чугуне, так как графит отделен от расплава, и его выделение происходит в твердо-жидком состоянии, а не из расплава. Если кристаллизация чугуна происходит по половинчатому механизму, Тогда возможно проявление распада цементита при высоких температурах за счет протекания реакции Fe3C → 3FeA+Cгр Этот распад происходит после выделения цементита при эвтектической температуре, то есть в условиях понижения температуры ниже солидуса не сопровождается значительным увеличением объема. Чем меньше температура эвтектики, тем больше устойчивость цементита, поэтому процесс распада цементита быстро затухает и ниже 900 градусов Цельсия не проходит.
постэвтектическое расширение чугуна
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 2219; Нарушение авторского права страницы

 ≤ G (≈ 0, 75)
≤ G (≈ 0, 75) = 1, 2 – 1, 4; τ 3 =
= 1, 2 – 1, 4; τ 3 =  ;
;  =1, 2 – 1, 4; Кп = К0.
=1, 2 – 1, 4; Кп = К0. =1, 1 – 1, 2; R =
=1, 1 – 1, 2; R =  ;
;  =
=  1, 1 – 1, 2
1, 1 – 1, 2 Vп= Vm+Vp;
Vп= Vm+Vp;  )
)

 ;
;  =
=  *
*  ;
;  )
) ЕVз +
ЕVз +  Это уравнение показывает критическую границу между питаемыми и непитаемыми отливками. Оцениваем варианты технологий, однако прямого вычисления размеров прибыли эта формула не дает.
Это уравнение показывает критическую границу между питаемыми и непитаемыми отливками. Оцениваем варианты технологий, однако прямого вычисления размеров прибыли эта формула не дает. Δ Vз = Fз*Δ ξ ;
Δ Vз = Fз*Δ ξ ;  * Δ ξ ; Hp =
* Δ ξ ; Hp =  d
d  ;
;  В процессе моделирования усадочных явлений возможен компьютерный анализ формирования усадочной раковины, который показывает расположение усадочнойраковины и её размеры. В отливках сплошной конфигурации первичные и вторичные усадочные раковины предопределяют существование нескольких локальных усадочных раковин.
В процессе моделирования усадочных явлений возможен компьютерный анализ формирования усадочной раковины, который показывает расположение усадочнойраковины и её размеры. В отливках сплошной конфигурации первичные и вторичные усадочные раковины предопределяют существование нескольких локальных усадочных раковин. Для получения плотного металла в подприбыльной зоне необходимо чтобы:
Для получения плотного металла в подприбыльной зоне необходимо чтобы:  *
* 
 *
* 
 - коэффициент направленного затвердевания (с/см).
- коэффициент направленного затвердевания (с/см). ; α нз ≥
; α нз ≥  *
* 
 Для обеспечения плотного металла в подприбыльной зоне должна быть обеспечена высокая интенсивность направленного затвердевания, определяется коэффициентом усадки и шириной зоны затвердевания с учетом характера дендритной структуры и коэффициента фильтрации в нейи действующего напора столба жидкого металла в прибыли H.
Для обеспечения плотного металла в подприбыльной зоне должна быть обеспечена высокая интенсивность направленного затвердевания, определяется коэффициентом усадки и шириной зоны затвердевания с учетом характера дендритной структуры и коэффициента фильтрации в нейи действующего напора столба жидкого металла в прибыли H. *100%; l–размер.
*100%; l–размер.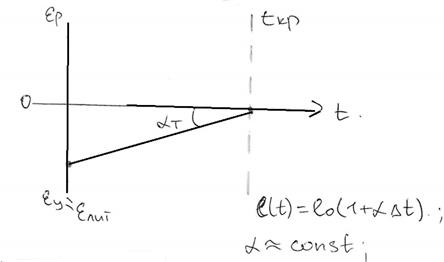
 = α T*lо;
= α T*lо;  Литейная усадка кроме интервала твердого состояния включает в себя частьтемпературного интервала кристаллизации ниже to.
Литейная усадка кроме интервала твердого состояния включает в себя частьтемпературного интервала кристаллизации ниже to.
 Предусадочное расширение - увеличение объема металла в процессе его кристаллизации предшествующие термическомусжатию и вызванное выделением фаз, Удельный объем которых больше чем удельный объем основного металла. Это могут быть газы иинтерметаллиды в цветных сплавах и графит в чугунах.
Предусадочное расширение - увеличение объема металла в процессе его кристаллизации предшествующие термическомусжатию и вызванное выделением фаз, Удельный объем которых больше чем удельный объем основного металла. Это могут быть газы иинтерметаллиды в цветных сплавах и графит в чугунах. )
)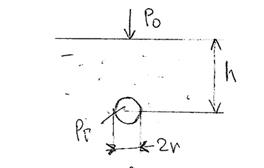 Pг ≥ Ро + ρ gh +
Pг ≥ Ро + ρ gh + 


