
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механическое торможение усадки
Способность формы деформироваться под влиянием усадки отливки называют податливостью. Способность формы противостоять усадке формы это жесткость формы. 0 ≤ μ ф ≤ 1 μ ф = 0 абсолютно податливая форма. μ ф = 1 абсолютно жесткая форма. В зависимости от жесткости формы действительная усадка отливки определяется: Еотл =Есв (1-μ ); μ ф = 0 Еотл =Есвe = Есв - Еотл =0 μ ф = 1 Еотл = 0 e = Есв–0 = Есв В Абсолютно жесткой форме развиваются деформации, которые количественно равны потенциальной свободной усадке. e = Есв - Еотл = Есв - Есв (1-μ ф) = Есвμ ф Деформация отливки пропорциональна свободной усадке с коэффициентом пропорциональности.
Еотл = lф Еотл + lM = Есв; Есв (1-μ ф) + Есвμ ф - Есв; Wф = Wм Примем, что металл и форма деформируются в пределах линейного закона Гука. Ϭ = еЕ Wф =Ϭ фFф = ефЕфFф; Wм = емЕмFм ефЕфFф = емЕмFм еф = Еотл; ем = Есв - Еотл ЕотлЕфFф = (Есв - Еотл) ЕмFм Еотл(ЕфFф + ЕмFм) = Есв ЕмFм Еотл = Есв μ ф μ ф ≈
Жесткость формы определяется соотношением деформационных модулей, а также соотношением площадей по которым происходит деформация формы и металла.Fф = 0 Чем больше опорная поверхность формы, тем выше сопротивление формы усадке отливки. ЕфЗависит от характера связующего. В частности использование термически нестойких связующих приводит кЕф ≈ 0, и форма, способная воспринять давление заливаемого металла в результате термического взаимодействия с ним теряет прочность и становится податливой. Механическое торможение усадки приводит к тому, что свободная усадка отливки реализуется лишь частично, и деформации, которые возникают в отливке способны дать потрясенияи трещины, реальная усадка отливки становится возможным лишь в той части в которой реализуется податливость формы. Горячие трещины в отливках Горячими называются трещины, образующиеся в период кристаллизации в результате торможения усадки со стороны формы.
В действительности внутри интервала кристаллизации металл обладает измеримой пластичностью, а напряжения, которые в нём образуются очень быстро релаксируют за счёт пластических деформаций, в результате в условиях деформации металл не имеет напряжений упругого характера и может иметь деформации, которые превышают его пластичность и приводят к образованию трещин.
Ϭ у = Ϭ общ( 1- vpτ ) tc< t< tлvpочень высока и Ϭ у→ 0
По мере повышения температуры вышеtc, когда образуются жидкие прослойки между дендритами пластичность непрерывно Падает, так как жидкий прослойки не препятствуют деформации металла. Это падение пластичности проходит до t0, когда сростки между отдельными дендритами разрушаются. Последующий нагрев сплава приводит в результате увеличению количества жидкой фазы более интенсивной подвижности расплава, который аналогично явлению залечивания горячих трещин способен выполнять пространство между участками деформированного металла. Поэтому фиктивная пластичность увеличивается. Если е > Δ, то образуются горячие трещины. e = μ фЕсв = μ фα tΔ tкр = μ фα t(t0 – t)
μ ф = 0 e =0 μ ф = 1 e = Есв = α t(t0 – t) 0< μ ф< 1 e = μ фЕсв Развитие деформаций в интервале кристаллизации определяется ходом свободной усадки сплава и жесткостью формы. При μ ф = 0 деформации не возникают
+сплав имеет запас пластичности
- Сплав имеет дефицит пластичности
Δ *> e металл имеет запас пластичности. Даже при полном торможении его усадки трещина не образуется. Δ **< e Формально означает, что сплав имеет дефицит пластичности и при полном торможении усадки будет давать горячие трещины. μ кр. Критическая жесткость формы при которой кривая деформации касается кривой пластичности, показывает условие при котором можно избежать образования горячих трещин. 1) если сплав обладает дефицитом пластичности, то возможно получить отливки, не содержащие горячих трещин, если отливка не имеет выступающих частей и внутренних полостей, Которые тормозят усадку, если металл обладает способностью залечивать горячие трещины.
Сначала увеличивается в размерах, потом уменьшает размеры.
Предусадочное расширение смещает моменты начала деформации растяжения в отливке на более поздний период. В зависимости от того Какова его величинаЕпр и температурный интервал развития ∆ t. В результате при более низкой температуре сплав имеет повышенную пластичность, следовательно опасность возникновения горячих трещин уменьшается.
В связи с тем, что предусадочное расширение вызвано выделением растворенных газов, для предотвращения газовой пористости производят дегазацию металла. При этом одновременно уменьшается предусадочное расширение и возникает опасность горячих трещин поэтому, как правило, при проведении дегазации предусматривают некоторое количество остаточных газов в расплаве, если сплав склонен к горячим трещинам.
Меры по снижению деформаций Меры по увеличению пластичности в отливке
1.Снижение деформаций. Уменьшение жесткости формы, Жесткость формы является функцией свойств металла и формы, и конфигурации отливки. Конфигурация не должна способствовать торможению усадки, то есть площадь выступающих поверхностей должна быть сокращена. Уменьшение Еф. Применение смеси, обладающей повышенной податливостью (переход от сухиих форм к сырым; неметаллические формы вместо металлических; использование «опустошения» в форме).
2.Увеличение пластичности В сотаве металла максимально низкое содержание добавок, которые образуют легкоплавкие эвтектики. НапримерS и P в сплавах на основе железа.
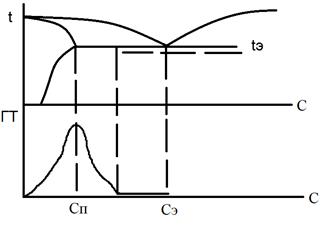
Если Sи Pбудет достаточно для образования сернистых и фосфидных эвтектик при температуре 900 – 950 °C (FeS, Fe3P), тогда tc→ t*c (950 °C). δ → δ * (резко снимается во всем интервале). В результате линейная усадка в широком интервале температур порождает высокую деформацию е и приводит к появлению горячих трещин и дефициту пластичности. Увеличение количество эвтектики:
Сплавы вблизи эвтектической точки не склонны к образованию горячихтрещин:
б) Для получения отливок сложной конфигурации, когда возможно торможение усадки, необходимо использовать сплавы с большим содержание эвтектики.
С1< C< Cэвт t0≡ tэ≡ tc
Для увеличения пластичности стремятся обеспечить мелкозернистую структуру с минимальными междуосными промежутками дендритов, так как у такой структуры обеспечивается лучшее сцепление дендритов в сплошной скелет и возрастает пластичность. Литейное напряжение Литейное напряжение по механизму образования: σ л = ±σ т±σ у±σ ф, где σ т– термическое, σ у – усадочное и σ ф – фазовое напряжения Термические напряжения образуются в результате термического торможения усадки, то есть при неравномерном охлаждении различных частей отливки при упругом состоянии материала. Усадочные напряжения возникают вследствие механического торможения усадки в температурном интервале упругого состояния материала, то есть при сопротивлении формы усадки отливки. Фазовые напряжения образуются при твердофазных превращениях в температурном интервале упругого состояния материала.
По масштабу своего действия напряжения различаются на 3 рода: Зональные, микроскопические, субмикроскопические. Зональные – напряжения, которые возникают в объеме всей отливки (макроскопические) Микроскопические – напряжения, которые действуют в масштабе кристаллитного зерна и связаны с неоднородностью зерновой структуры отливки. Субмикроскопические – напряжения, которые действуют в масштабе кристаллической решетки и связаны с межатомными силами взаимодействия атомов в масштабе кристаллической решетки и связаны с межатомными силами взаимодействия атомов различного вида.
По времени действия напряжения делятся на временные и остаточные. Временные – напряжения, которые являются текущими и сопровождают процесс ее охлаждения. Остаточные – напряжения, которые имеются в отливки после ее полного охлаждения. Эти остаточные напряжения в процессе эксплуатации отливки суммируются алгебраически с эксплуатационными напряжениями и могут привести к снижению конструкционной прочности, когда отливка разрушается под действием нагрузок многоменьших предела прочности. Именно потому, что в ней имеются остаточные напряжения. Термические напряжения
При tкр и массивная, и тонкая часть отливки затвердевает условно: dQф = dQM; dQф = α ∙ (t-tн)F∙ dτ; dQM = – Vcρ dt = Vcρ d∙ (t-tн);
t–tн = θ;
θ = θ кр – exp(-Kτ )
Чем больше θ, тем вышк скорость охлаждения.
Соотношение скоростей охлаждения различных частей отливки определяется соотношением приведенных толщин и обратно соотношению текущих температур.
В начальный момент остывания, когда текущие температуры близки между собой, то соотношение скоростей охлаждения определяется в основном геометрическими факторами, в результате тонкая часть охлаждается быстрее, чем массивная, следовательно, возрастает разница температур между ними. На заключительном этапе охлаждения, когда При этом на заключительном этапе вследствие изменения соотношения скоростей охлаждения, накопленная разность температур непрерывно уменьшается и достигает нуля при полном остывании отливки. 9.2 Механизм образования термических напряжений При остывании разностенной отливки различные ее части охлаждаются с разной скоростью. Соотношения скоростей охлаждения массивных и тонких частей изменяются со временем.
t2 > t1 υ 2 = ε св = α т∆ t; (ε св)1, 2 = α т∆ t1, 2
Отдельные бруски соединены друг с другом и при их неравном охлаждении изменение размеров, как единого тела идет по ε отл. В каждой из частей отливок в результате несвободной усадки возникают деформации, знак и величина которых определяется разностью потенциально свободой усадки и действительной усадки. е1> 0; е2< 0; Та часть отливки, которая охлаждается быстрее и интенсивнее сокращает свои размеры встречает сопротивление со стороны более медленного охлаждения части и в результате оказывается растянутой, а та часть, которая охлаждается медленнее под влиянием быстроохлождающейся части будет сжатой. В тот период, когда быстрее охлаждается тонкая часть, в ней накапливаются деформации растяжения, а в массивной части деформации сжатия. При достижении условия равенство скоростей охлаждения их механические взаимодействие изменяет свой знак на противоположный, так как в дальнейшем массивная часть начинает охлаждаться быстрее происходит разгрузка, и возникающие деформации сжатия компенсируют накопленную ранее деформацию растяжения и наоборот.Если отливка находится в упругом состоянии, то все ее деформации обратимы. Все деформации развиваются в I периоде, компенсируются деформации обратного знака во II периоде. После полного охлаждения отливка оказывается свободной от деформаций. Однако материал отливки при высоких температурах находится в пластическом состоянии, а при низких в упругой. Следовательно, полной обратимости деформаций не происходит.
В действительности процесс сжатия напряжений происходит с течением времени. σ = σ 0∙ exp(-kτ ); σ 0 – начальное значение напряжений, которое возникает в следствии упругих деформаций. σ 0 = еупр∙ Е k – коэффициент релаксации напряжений. k = k0∙ σ m∙ exp(– Q – энергия активации ползучести. При высоких температурах энергии теплового движения атомов сравнима с величиной Q, поэтому в след за деформациями происходит перераспределение деформаций, и напряжения релаксируют, достаточно быстро. С уменьшением температуры энергия теплового движения непрерывно уменьшается, становится меньше Q, и движение дмслокаций затрудняется, пластические деформации затухают, и материал приобретает свойства упругости. К/700̊ С = 10-4 1/с; К/1000 ̊ С = 10-2 1/с;
За 100 с напряжение уменьшается на 70 % t < t*: k = 0 t > t*: k = ∞
I: t1> t*; t2> t* Оба бруска находятся в пластическом состоянии. Деформации не дают напряжения. В этом интервале напряжения отсутствуют, а деформации многоменьше, чем пластических интервалов и поэтому в эт ой области никаких опасных ситуаций не возникает II: t1< t*; t2> t* Во II периоде тонкий брусок находится в упругом состоянии, а массивный в пластическом. Массивный брусок не может оказать сопротивление упругому бруску. По этой причине напряжения в системе не могут возникнуть. До момента τ 2 никаких напряжений не возникает. IIIt1< t*; t2< t* Все деформации являются упругими, и значит, момент τ 2 является моментом возникновения термических напряжений. В IIIпериоде массивный брусок должен охладится от температуры t* до нуля. (ε св)2 = α T∆ t2 = α T(t*– 0) = α T∙ t* За этот же период тонкий образец должен перетерпеть охлаждение от t*, до 0. (ε св)1 = α Tt*1 Свободная усадка второго бруска, который охлаждается быстрее тонкого, должна быть больше, так как температура выше. Поэтому массивный брусок, встречая сопротивление со стороны тонкого, который охлаждается медленнее, окажется растянутым, и в свою очередь вызовет деформации напряжения сжатия в тонком бруске. Эти напряжения возникнув в момент τ 2 будут непрерывно расти по мере остывания брусков, и к моменту полного охлаждения достигнут наибольшей величины и приобретут характер остаточных напряжений.
Показано распределение температур по сечению в момент, когда термический центр отливки пересекает t*, то есть вся отливка переходит в упругое состояние.
σ i = ei∙ E; σ i = (ε св)i – ε отл; (ε св)i = α Т∙ ∆ ti Рассмотри охлаждение тела от момента τ 2до момента полного выравнивания температур.
α Т α Т
Усадка отливки как единого целого с момента τ 2 до полного выравнивания температур определяется средней температурой тела, имеющего место в момент τ 2. σ 0 = еi∙ Е = [(ε св)i – ε отл]∙ E = [α Т∙ ∆ ti – ε отл]∙ E = [α Т∙ (ti – tк) – α Т∙ (tср (τ 2) – tк)]∙ E = [α Т∙ (tT – tср)]∙ E; ti> tср; σ i> 0 ti< tср; σ i< 0 Те волокна, которые в момент перехода отливки в упругое состояние имеют t> tср после полного охлаждения окажутся растянутыми и наоборот. Горячие волокна после полного охлаждения будут иметь растягивающие остаточные напряжения, величина которых будет пропорционально разности их температур в момент τ 2 и средней температуры в момент τ 2. Рассчитаем величину остаточных напряжений, которые возникают в тавровом сечении после полного охлаждения.
σ 1, 2 = α T∙ E∙ (t1, 2 – tср); tср = σ 1 = α T∙ E∙ ( ∆ t* = t*– t1*
Остаточные напряжения в бруске, имеющем массивные и тонкие части. Напряжения имеют обратные знаки, обратно-пропорциональны площадям поперечного сечения, не зависят от длины брусков и определяется перепадом температур ∆ t*, который в отливке сменяется в момент образования напряжений, когда вся отливка переходит в упругое состояние. S1учитывает постепенный переход материала из пластического состояния в упругое, вследствие чего протекает некоторая релаксация напряжений и S1< 1.Массивная и тонкая части обмениваются между теплом, при этом происходит частичное выравнивание температур по сравнению ∆ t*, которое определяется при отсутствии перетока тепла (S2< 1) α T – коэффициент термического сжатия в упругом состоянии. Существенно различается для сталей разного состава и чугунов Аустенитные стали имеют α Tприсущей высокотемпературной области (α T)Aust> (α T)Prt E – модуль упругости У серого чугуна в два раза меньше, чем у углеродистой стали, так как выделение графита играют роль надрезов в структуре чугуна и при деформации напряжения концентрируются в местах залегания включений графита, вследствие чего, при понижении напряжений возникают пластические деформации. Модуль упругости уменьшается при увеличении количества графита. Из серого чугуна возможно получение отливок очень сложной конфигурации, со значительной разностенностью, при низком уровне остаточных напряжений. Легированные стали отличаются повышенным уровнем модуля упругости, и вследствиеэтого, отливки из них склонны к формированию термических напряжений в большей степени, чем углеродистые стали.
∆ t* =?
τ = τ 2; t2* = t*; θ 2 = θ 0∙ exp[– θ 2* = θ 0∙ exp[– τ 2 = – τ = τ 2; t1 = t1*; θ 1 = θ 0∙ exp(– θ 1* = θ 0∙ exp[(– ∆ t1, 2* = θ 2*–θ 1* = θ *–θ ∙
Эта формула показывает, что величина термических напряжений определяется соотношением теплоотдачи при их остывании.
σ 1, 2 = 0
Главное условие ликвидации термических напряжений Для получения минимального уровня термических напряжений необходимо создавать равностепенные отливки и обеспечивать равномерное охлаждение. Однако, как правило, конструирование отливок продиктовано техническими требованиями, и выравнивание R1 и R2 сложно.
За счет регулирования условий теплообмена необходимо скомпенсировать их различия в приведенной таблице (захолаживать массивные части и утеплять тонкие). Для отливок колесного типа стремится после завершения затвердевания и до момента перехода в упругое состояние обеспечить ускоренное охлаждение ступицы. С точки зрения термических напряжений важно, чтобы теплоотвод был спокойным. Чем выше интенсивность теплоотвода, тем больше перепад температуры. Стремится обеспечить замедленное охлаждение отливки с тем чтобы перепад температуры был незначительным. Для особенно чувствительных отливок к появлению термических напряжений применяют прием комбинированного охлаждения, сочетая охлаждение в форме и охлаждение в термической печи при использовании горячего посада. Рассчитывается длительность охлаждения в форме такой, чтобы отливка при этом находилась в пластическом состоянии. Термическая печь нагрета до температуры большей, чем температура перехода в другое состояние, так что переход в другое состояние происходит в условиях замедленного охлаждения с печью, при минимальном переходе температуры между тонкой и массивной частями. Полностью предотвратить термическое напряжение не удастся. Выравнивание условий охлаждения массивных и тонких частях находится в явном противоречии с условием ликвидации усадочных пустот. При наличии значительных остаточных напряжений необходимо принять меры для их ликвидации после извлечения отливки из формы с помощью термической обработки.
Для полной ликвидации термических напряжений с помощью термической обработки необходимо сделать высокотемпературный отжиг, который включает замедленный нагрев до температуры перехода в пластическое состояние, так как напряжения от ускоренного нагрева по знаку суммируются с остаточными; далее выдержка для выравнивания температур, которые при нагреве были разными; медленное охлаждение отливки в температурном интервале перехода из пластического состояния в упругое, чтобы не возникла значительная разность температур массивных и тонких частей; последующее охлаждение в упругом состоянии можно провести с повышенной скоростью. Этот режим требует значительного времени и высокотемпературных печей. Поэтому для частичного снятия напряжений используются другие режимы. В частности, низкотемпературный отжиг для снятия напряжений. Он предполагает, что при выдержке в печи при температуре меньшей, чем температура перехода в другое состояние, металл имеет некоторую остаточную пластичность, которая позволяет осуществить релаксацию напряжений в местах их концентрации. Происходящие при этом пластические деформации, дают частичное уменьшение напряжений. Уровень снятия напряжений при этом не превышает 60%. Особенно эффективен для чугунных отливок, так как пластинчатый графит выступает в структуре металлической основы концентратом напряжений. Так что именно в этих участках происходит преимущественная релаксация напряжений. В тех случаях, когда такая термическая обработка затруднительна, и уровень остаточных напряжений невысок, производится искусственное старение отливки, то есть термическая обработка, при которой температура нагрева не превышает 200̊ С, и требуется значительная выдержка, чтобы при низком уровне остаточной пластичности материала, обеспечить 20 – 30 % снятия напряжений до приемлемого уровня. В особо ответственных случаях отливок из чугуна, когда другие виды термической обработки не осуществимы, производят естественное старение – длительное вылеживание отливки при нормальной температуре. Распространение получили режимы с термоциклированием:
Количество циклов варьируется, исходя из материала отливки, ее массы отливки. Обычно это 5 – 7 циклов. При ускоренном нагреве и охлаждении в отливке возникают временные перепады температур, возможно возникновение напряжений больших предела текучести в местах их концентрации. В этих местах развивается локальная пластическая деформация, приводящая к релаксации напряжений.
Прогиб отливок
Мщг = Изгибающий момент вызывает появление напряжений, величина которых зависит от момента инерции, координаты и величины изгибающего момента σ щг = Изгибающие напряжение по распределению не выпадают с термическими напряжениями. σ т= σ т(ср) Вследствие возникновения изгибающего момента в отливке возникает прогиб: f=
Коробление отливки вызывает снижение общего уровня напряжений и является благоприятным для отливки, в частности создание препятствий короблению, не позволяет развиться изгибающим напряжениям и приводит к более высокому уровню термических напряжений. Поэтому для использования эффекта коробления с целью снижения величины остаточных напряжений целесообразно обеспечить свободный прогиб отливки, предусмотрев её конфигурации обратный прогиб, величина и направление которого определяется при предварительном изготовлении отливки. Для уменьшения коробления отливки необходимо добиться симметричного распределения температур в сечении отливки необходимо добиться симметричного распределения температур в сечении отливки за счет регулирования теплообмена разных частей. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1235; Нарушение авторского права страницы
 Механическое торможение усадки является результатом силового взаимодействия отливки и формы, когда в отливке имеются внутренние полости или выступающие части и ее усадка не может протекать свободно и и реализуется только за счёт деформации формы.
Механическое торможение усадки является результатом силового взаимодействия отливки и формы, когда в отливке имеются внутренние полости или выступающие части и ее усадка не может протекать свободно и и реализуется только за счёт деформации формы. e = Есв - Еотл
e = Есв - Еотл = Есв
= Есв  ≈ Есв (1 -
≈ Есв (1 -  )
) = 0
= 0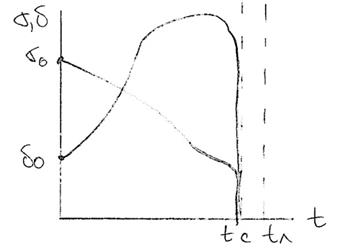



 При μ ф = 1 деформации носят максимальную величину и количественно совпадают с величиной свободной усадки. В общем случае в зависимости от μ фвозможен веер кривых нарастания деформации.
При μ ф = 1 деформации носят максимальную величину и количественно совпадают с величиной свободной усадки. В общем случае в зависимости от μ фвозможен веер кривых нарастания деформации. 2) если сплав обладает запасом пластичности, возможно появление горячих трещин в результате появления эффекта локализации деформации. Этот эффект связан с тем что деформация в отливке появления распределяется неравномерно и при неблагоприятной конфигурации эти деформации могут быть локализованы в одном месте и провоцируют повышенную степень деформирования.
2) если сплав обладает запасом пластичности, возможно появление горячих трещин в результате появления эффекта локализации деформации. Этот эффект связан с тем что деформация в отливке появления распределяется неравномерно и при неблагоприятной конфигурации эти деформации могут быть локализованы в одном месте и провоцируют повышенную степень деформирования.

 8.14 Меры борьбы с горячими трещинами
8.14 Меры борьбы с горячими трещинами 
 е > δ
е > δ 
 Вероятность горячих трещин максимальна, когда температурный интервал максимальный, в нем развивается линейная усадка.
Вероятность горячих трещин максимальна, когда температурный интервал максимальный, в нем развивается линейная усадка.


 =
=  dτ
dτ  =
=  ; К = const;
; К = const;  = θ кр∙ exp(-K
= θ кр∙ exp(-K  )∙ (-К) = –Кθ
)∙ (-К) = –Кθ  = υ 1 = – K1
= υ 1 = – K1  1 = –
1 = –  ∙
∙  ∙
∙  = υ 2 = – K2
= υ 2 = – K2  =
= 
 =
=  , то
, то 



 > или <
> или <  = υ 1;
= υ 1;  e1, 2= (ε св)1, 2 – ε отл
e1, 2= (ε св)1, 2 – ε отл
 ); m – определяет деление материалов на хрупкие и пластичные.
); m – определяет деление материалов на хрупкие и пластичные. /τ = 100 с, t= 700̊ С = exp(-10-4∙ 100) = exp(10-2) = 10 – 10-2 = 0, 99
/τ = 100 с, t= 700̊ С = exp(-10-4∙ 100) = exp(10-2) = 10 – 10-2 = 0, 99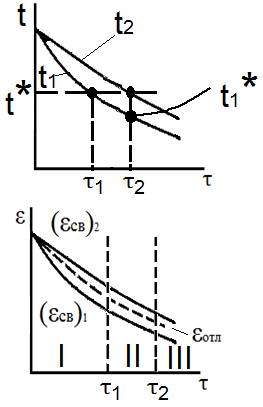 .
.
 = 0
= 0 = 0; ∆ ti = ti – tк;
= 0; ∆ ti = ti – tк;  = ε отл
= ε отл  ;
;  – α Тtк
– α Тtк  – α Ttк = ε отл
– α Ttк = ε отл α Т(tср(τ 2) – tк) = ε отл
α Т(tср(τ 2) – tк) = ε отл
 =
=  ;
;  –
–  =
=  (t1*– t*) = –
(t1*– t*) = –  σ 2 = α T∙ E∙ (
σ 2 = α T∙ E∙ (  –
–  ∙ ∆ t*
∙ ∆ t* σ 1, 2 =
σ 1, 2 =  α T∙ E∙
α T∙ E∙  ∙ ∆ t*S1∙ S2 S1, S2< 1
∙ ∆ t*S1∙ S2 S1, S2< 1
 τ ]
τ ] ln
ln 
 τ 2)
τ 2) )
)  = θ 1*
= θ 1* ∙
∙  = θ *[1 –
= θ *[1 –  ∙
∙  ]
] σ 1, 2 =
σ 1, 2 =  Если α 1 = α 2 и R1 = R2 (условия охлаждения брусков идентичны, и они имеют одинаковую приведенную толщину.)
Если α 1 = α 2 и R1 = R2 (условия охлаждения брусков идентичны, и они имеют одинаковую приведенную толщину.)
 ;
;  ;
; 


 < или > 0
< или > 0
 ;
;  ; ρ =
; ρ = 
 Знак изгибающих напряжений и характер прогиба при короблении такой, что изгибающие напряжения обратны по знаку термическим напряжениям.
Знак изгибающих напряжений и характер прогиба при короблении такой, что изгибающие напряжения обратны по знаку термическим напряжениям.