|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По выполнению лабораторно-практических работСтр 1 из 5Следующая ⇒
Методические указания По выполнению лабораторно-практических работ
по дисциплине: Технология отрасли
для специальности: 151031 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
2014 г.
Разработчик: Е.В. Солоха, преподаватель ГАПОУ СО «БПТ»
Основные положения В результате освоения учебной дисциплины обучающийся должен уметь: - проектировать операции технологического процесса производства продукции отрасли; - проектировать участки механических цехов; - нормировать операции технологического процесса;
В результате освоения учебной дисциплины обучающийся должен знать: - принципы, формы и методы организации производственного и технологического процессов; - технологические процессы производства типовых деталей и узлов машин. Перечень Лабораторно-практических работ
Практическое занятие №1, 2 Тема: Расчет количества оборудования для цехов и участков различных видов производств. Цели занятия: - закрепить ранее полученные знания о способах и методах проектирования участков механических цехов; - получить навыки расчета необходимого количества оборудования для механических цехов и участков различных видов производств.
Задание: произвести расчет необходимого количества оборудования при проектировании механического цеха.
Алгоритм расчета: 1 Определим программу запуска для каждой детали Nз, шт
где NВ - программа выпуска деталей; КП - % увеличения годовой программы выпуска.
Коэффициент увеличения годовой программы, должен учитывать: - поставки по кооперации до 20%; - количество деталей, используемых в качестве запасных частей к выпускаемым машинам до 30%.
2 Рассчитаем такт запуска rз, шт
где FД – действительный фонд времени работы оборудования, ч
где Fн – номинальный фонд времени, принимаемый по данным производственного календаря на плановый год, Fн = 2016 ч.; S – число смен; КР - потери времени на плановый ремонт оборудования.
Усредненная величина потери времени на плановый ремонт оборудования КР =5%.
Тип производства количественно оценивается двумя показателями: средним показателем массовости gm и коэффициентом закрепления операций Кзона стадии проектирования наиболее обоснованным является использование показателя массовости. Следовательно, если при расчете этих показателей получится разные типы производства, то необходимо его определить по среднему показателю массовости.
3 Выполним расчет показателя массовости
где t ij - штучное время обработки i-ой детали на j -ой операции, мин.; mi - число операций в технологическом процессе обработки i -ой детали, шт.; гз - такт запуска i-й детали, мин.; kз - средний коэффициент выполнения нормы времени, принятый в подразделении, kз »1, 1.
4 Выполним расчет коэффициента закрепления операций
Кзо =S mi/S, (5)
где S - количество рабочих мест в подразделении, рассчитанное на заданную программу выпуска деталей.
Определение типа производства по рассчитанным показателям gm и Кзо производится с помощью таблицы 1.
Таблица 1. Количественная оценка показателей gm и Кзо.
(часть 2 – практическая работа №2) 5 Определим количество деталей в партии для одновременного запуска n, шт
где а – число дней, на которое необходимо иметь запас деталей, а = 10; F – число рабочих дней в году, F = 252.
В условиях серийного производства для предметно-замкнутых участков расчет количества оборудования ведется по каждой группе станков.
6 Количество оборудования qР, шт
где kВ = 1, 2 – средний коэффициент выполнения норм.
7 Определяем коэффициент загрузки оборудования на каждой операции kЗi,
где qПрi – принятое число единиц оборудования на операции.
Принятое количество оборудования - это округленное расчетное значение, причем всегда в большую сторону. Коэффициент загрузки оборудования определяется как отношение расчетного числа станков к принятому числу станков. Не рекомендуется коэффициент загрузки оборудования превышать 0, 85.
8 Определяем средний коэффициент загрузки оборудования kЗср:
где
Оформление письменного отчета: 1 Тема 2 Цель работы 3 Расчетная часть 4 Вывод
Контрольные вопросы: 1 Определение операции, перехода, рабочего хода. 2 Определение производственного и технологического процессов. 3 Виды и типы производств 4 Исходные данные для проектирования механических цехов 5 От чего зависит количество необходимого оборудования при проектировании механических цехов? (по расчету) 6 Какими показателями количественно оценивается тип производства? 7 Коэффициент загрузки оборудования не рекомендуется превышать 0, 85. Почему? Исходные данные для выполнения практических работ 1, 2, 3, 4
Таблица 1 - Производственная программа механического цеха
Таблица 2 - Технологические процессы механической обработки деталей
Практическая работа № 3, 4 Тема: Определение числа производственных рабочих для цехов различных видов производств.
Цели занятия: - закрепить ранее полученные знания о способах и методах проектирования участков механических цехов; - получить навыки расчета необходимого числа производственных рабочих для цехов различных видов производств.
Задание: произвести расчет числа производственных рабочих для цехов различных видов производств.
Алгоритм расчета Ориентировочное число основных производственных участков может быть определено, исходя из расчетного числа рабочих мест и нормы управляемости для мастера участка.
1 Списочная численность производственных рабочих на участке при серийном производстве
где FP – полезный фонд работы оборудования, FP=1865 ч; NЗ – годовая программа запуска деталей; tij – штучно-калькуляционное время по операциям; kВ – средний коэффициент выполнения норм, kВ=1, 2.
Поскольку расчетное значение основных производственных рабочих не равно единице (1 человеку) необходимо принять число производственных рабочих для каждой операции технологического процесса.
2 Общая численность основных рабочих на участке
где ФЭ – эффективный годовой фонд времени работы оборудования, ФЭ=4060 ч; kЗ – коэффициент загрузки оборудования, kЗ=0, 85; gПР – количество рабочих принятых по операциям.
Норма управляемости (Synp), в свою очередь, зависит от уровня управления и типа производства. В нашем случае речь идет о производственном (нижнем) уровне управления, нормы управляемости для которого приведены в таблице 1.
Таблица 1. Норма управляемости для мастера производственного участка Sупр
3 Определим расчетное число рабочих мест в подразделении
S=S tшт-к N з/ Fд k b, (3)
4 Определим число участков n
n=S/Syпр , (4)
где S-число рабочих мест в цехе, шт.
Оформление письменного отчета: 1 Тема 2 Цель работы 3 Расчетная часть 4 Вывод
Контрольные вопросы:
1 Как классифицируют механические цеха по типам производства? 2 Как классифицируют механические цеха по характеру выпускаемых изделий? 3 Какой состав оборудования используется в механических цехах? 4 Перечислите типы вспомогательного оборудования механических цехов 5 Как выбирают и рассчитывают основное оборудование механических цехов? 6 Какой состав вспомогательного и подъемно-транспортного оборудования в механических цехах? 7 Как определяют потребность в рабочей силе в механических цехах?
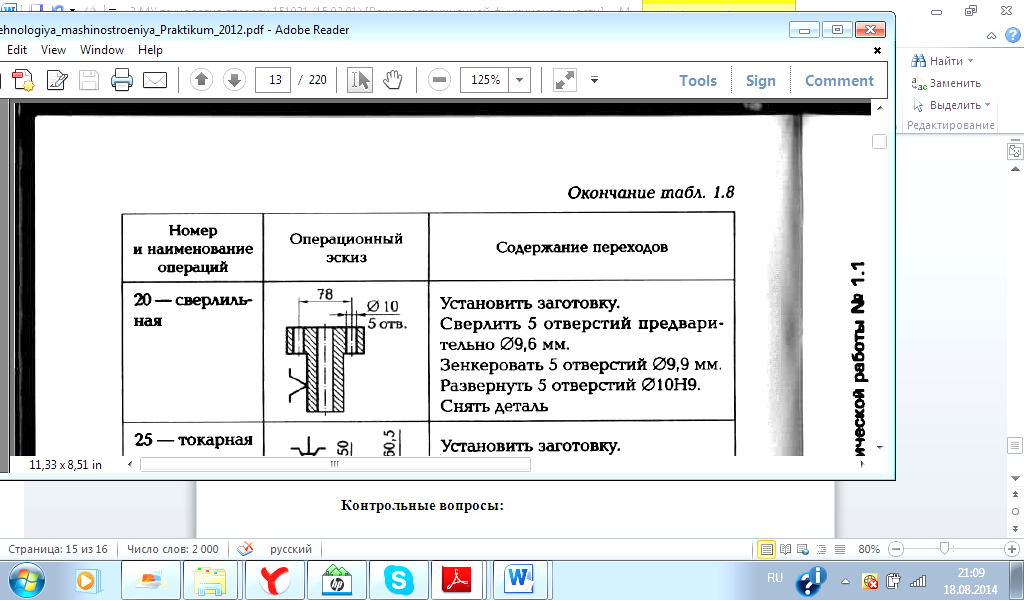
Практическая работа № 5 Тема: Изучение структуры технологического процесса Цель: практическое закрепление знаний по структуре технологического процесса, понятиям и определениям его элементов, приобретение навыков и умений в формировании структуры технологического процесса изготовления деталей машиностроения. Задание: 1 Изучить рабочий чертеж детали по своему варианту задания 2 Определить возможные методы обработки поверхностей детали 3 По каждой поверхности назначить простейшие операции, состоящие из одного-двух переходов механической обработки (таблица 2). Вспомогательными переходами во всех операциях являются установка заготовки и снятие детали.
Рисунок 1 – Рабочий чертеж детали Отчет по работе: 1 Тема работы 2 Цель работы 3 Задание (чертеж детали с указанием заданных размеров) 4 Результаты работы представить в таблице 5 Вывод по работе
Таблица 1 – Индивидуальные варианты заданий к практической работе № 5
Контрольные вопросы: 1 Назовите структуру технологического процесса механической обработки 2 Что называют основной операцией технологического процесса? 3 Что называют вспомогательной операцией технологического процесса? 4 Что называют основным переходом? 5 Что называют вспомогательным переходом? 6 Что называют установом?
Пример выполнения задания Задание: ø А = 98 мм, ø Б = 78 мм, ø В = 50 мм, ø Г = 40 мм, ø Д = 60 мм, ø М = 10 мм, Е = 55 мм, Ж = 70 мм, Л = 10 мм, К = 5мм.
Таблица 2 – Результаты выполнения практической работы
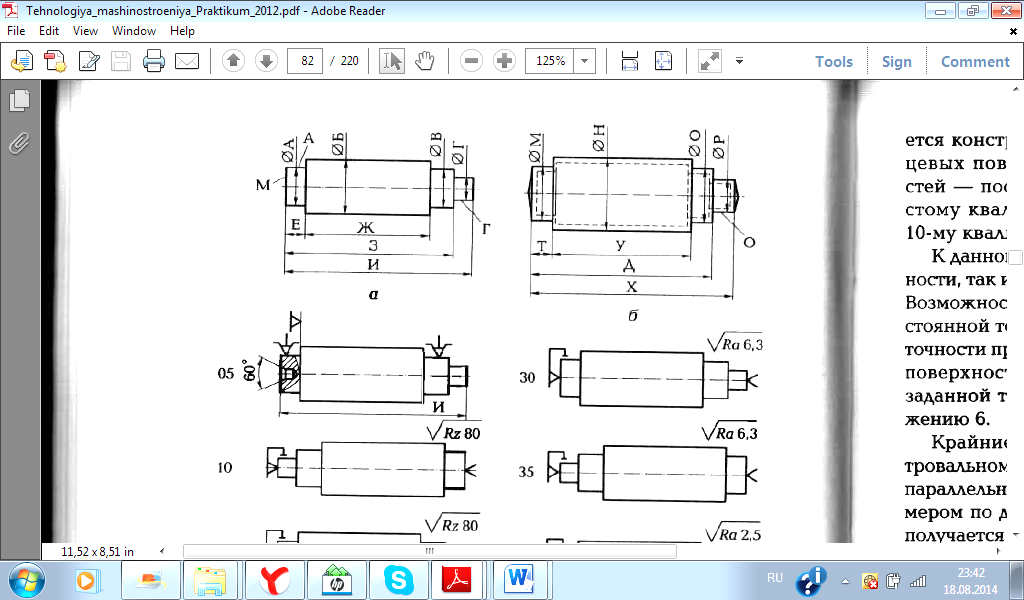
Практическая работа № 6, 7 Тема: Разработка технологического процесса изготовления вала Цель: Закрепить теоретические знания о технологическом процессе обработки тел вращения, получение практических навыков проектирования технологических операций при производстве деталей. Задание: 1 Изучить типовой технологический процесс производства вала. 2 По заданному варианту (таблица 2) разработать маршрут технологического процесса изготовления вала
Рисунок 1 – Эскиз обрабатываемого вала
Рисунок 2 – Эскиз заготовки вала
Отчет по работе: 1 Тема работы 2 Цель работы 3 Задание (чертеж детали и заготовки с указанием заданных размеров) 4 Маршрут технологического процесса изготовления вала 5 Вывод по работе
Таблица 1 - Типовой технологический маршрут обработки ступенчатого вала
Контрольные вопросы:
1 Перечислите основные способы базирования заготовок при изготовлении валов 2 Назовите основные этапы изготовления валов 3 Какие поверхности заготовок для валов используют в качестве первичной установочной базы при их обработке на металлорежущих станках? 4 Охарактеризуйте приспособления люнет и объясните его назначение 5 Какие технические требования предъявляют к валам? 6 Назовите основные операции типового технологического процесса изготовления вала.
Таблица 2 – Индивидуальные задания к практической работе № 6, 7
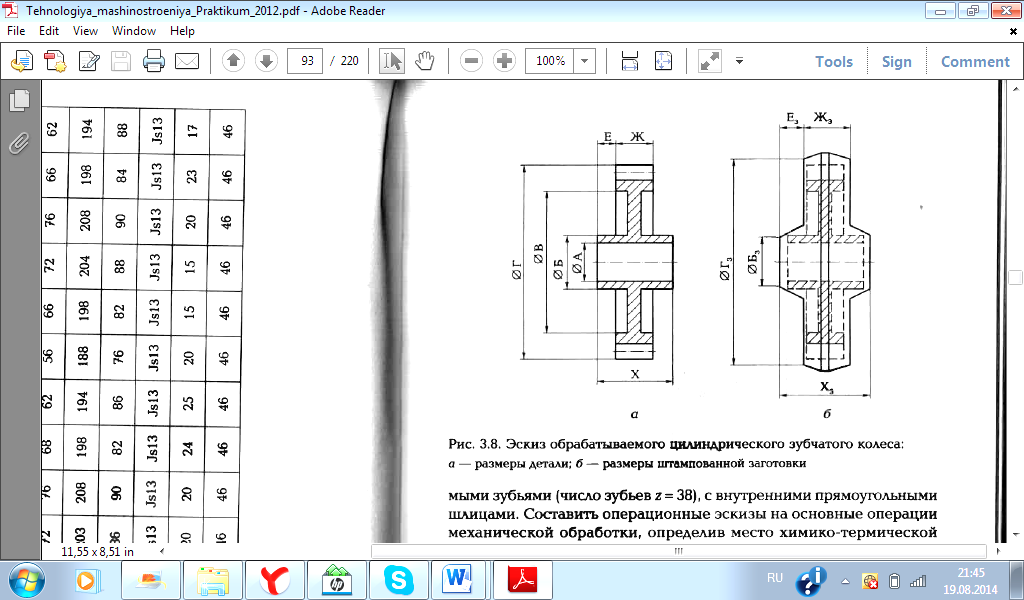
Практическая работа № 8, 9 Тема: Разработка технологического процесса изготовления зубчатых цилиндрических колес. Цель: Закрепить теоретические знания о технологическом процессе изготовления зубчатых цилиндрических колес, получение практических навыков проектирования технологических операций при производстве деталей. Задание: 1 Изучить типовой технологический процесс изготовления зубчатого колеса. 2 По заданному варианту (таблица 3) разработать маршрут технологического процесса изготовления цилиндрического зубчатого колеса
Рисунок 1 – Эскиз обрабатываемого цилиндрического зубчатого колеса: а) размеры детали; б) размеры штампованной заготовки
Отчет по работе: 1 Тема работы 2 Цель работы 3 Задание (чертеж детали и заготовки с указанием заданных размеров) 4 Маршрут технологического процесса изготовления вала 5 Вывод по работе
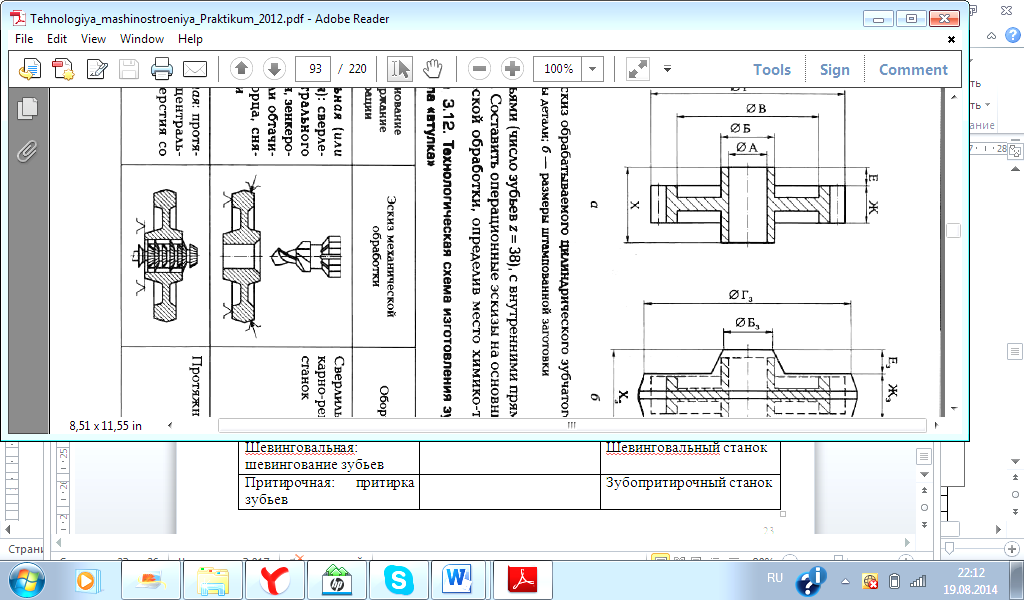
Таблица 1 - Технологическая схема изготовления зубчатого колеса типа «втулка»
Таблица 2 - Типовой технологический маршрут обработки ступенчатого вала
Контрольные вопросы:
1 Дайте классификацию зубчатых колес 2 Перечислите последовательность изготовления зубчатых колес 3 Назовите основные методы обработки профиля зубьев зубчатых колес
Таблица 3 – Индивидуальные задания к практической работе № 8, 9
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1179; Нарушение авторского права страницы
 , (1)
, (1) , (2)
, (2) , (3)
, (3) (4)
(4) , (6)
, (6) , (7)
, (7)
 , (8)
, (8) , (9)
, (9) - сумма расчетных единиц станков;
- сумма расчетных единиц станков;  - сумма принятых единиц станков.
- сумма принятых единиц станков. , чел
, чел , (1)
, (1) , чел
, чел , (2)
, (2)