|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 3. «Статистические методы в управлении качеством»Стр 1 из 5Следующая ⇒
Раздел 3. «Статистические методы в управлении качеством» К.э.н., доцент Джано Джомаа Вопрос 1. Основы применения статистических методов в управлении качеством. Роль и значение, основные функции. Ложная и необъявленная тревога. Классификация отклонений параметров качества изделий и методов контроля.
Основы применения статистических методов в управлении качеством. С переходом промышленного производства на принципы разделения труда. Возникла проблема значительности вариации параметров процесса. В связи с этим становилось ясно, что нужен критерий качества производства продукции, позволяющий ограничить отклонения размеров при массовом изготовлении деталей. В качестве такого критерия Ф.Тейлором были предложены интервалы, устанавливающие пределы отклонений параметров в виде нижних и верхних границ. Поле значений такого интервала стали называть допуском. Установление допуска привело к противостоянию интересов конструкторов и производственников: одним ужесточение допуска обеспечивало повышение качества соединения элементов конструкции, другим - создавало сложности с созданием технологической системы, обеспечивающей требуемые значения вариаций процесса. В тоже время (начало 20-х годов прошлого столетия) некоторых специалистов в промышленности заинтересовало, можно ли предсказать выход параметра за пределы допуска. И они стали уделять основное внимание не самому факту брака продукции, а поведению технологического процесса, в результате которого возникает этот брак или отклонение параметра от установленного допуска. В результате исследования вариабельности технологических процессов появились статистические методы управления процессами. Родоначальником этих методов был В. Шухарт. В. Шухарт переключил внимание с допускового подхода к управлению качеством на подход, направленный на обеспечение стабильности процессов и уменьшение их вариаций. Его идеи до настоящего времени сохраняют актуальность. Кроме того, Шухарт высказал идею непрерывного улучшения качества, предложив цикл непрерывного улучшения процессов, носящий сегодня название " Цикла Шухарта - Деминга". Одновременно с этим большое внимание уделялось разработке теории выборочного контроля продукции. Первые работы в этой области появились в конце 20-х годов в США, автором их был Г.Додж, ставший впоследствии известным американским ученым. Внедрение статистических методов позволило значительно сократить трудоемкость операций контроля и значительно снизить численность инспекторов (контролеров). Так как до этого Стремление к производству высококачественной продукции привело к гипертрофированному раздуванию на промышленных предприятиях контрольного аппарата. С момента зарождения статистических методов контроля качества специалисты понимали, что качество продукции формируется в результате сложных процессов, на результативность которых оказывают влияние множество материальных факторов и ошибки работников. Поэтому для обеспечения требуемого уровня качества нужно уметь управлять всеми влияющими факторами, определять возможные варианты реализации качества, научиться его прогнозировать и оценивать потребность объектов того или иного качества. Большой вклад в систему обеспечения качества контроля в середине 20-го века внесли американские ученые Д. Нойман, Э.Пирсон, Е.Фишер. Среди их разработок наибольшую известность получила теория проверки статистических гипотез. Можно отметить, что сегодня без знания теории ошибок первого и второго рода невозможна рациональная оценка выбранного метода статистического контроля. Во время второй мировой войны нехватка ресурсов заставила искать новые методы контроля с возможно малым числом проверяемых изделий, особенно при разрушающем контроле. В 40-х годах 20-го столетия А.Вальд (США) разработал теорию последовательного анализа и статистическую теорию принятия решений. Применение теории последовательного анализа было настолько эффективно (расходы на контроль при прежней вероятности ошибок снижаются до 60% по сравнению с традиционными методами), что в США она была объявлена секретным документом и опубликована только после окончания войны. Большое влияние на становление статистических методов контроля, как философии качества, оказал Эдвард Деминг (США). В начале 50-х годов Деминг проводил широкомасштабное обучение японских специалистов новым методам обеспечения качества, особое внимание при этом обращая на статистические методы управления качеством. Его деятельность была настолько успешной, что уже в 60-х годах американцам пришлось уступить японским фирмам значительную часть рынков сбыта, в том числе и в самих США. Американское научное влияние на совершенствование систем обеспечения качества привело к созданию японской научной школы в области качества, среди представителей которых следует, прежде всего, отметить К.Исикаву и Г. Тагути, внесших большой вклад в развитие статистических методов в управлении качеством. Так Каору Исикава впервые в мировой практике предложил оригинальный графический метод анализа причинно-следственных связей, получивший название " диаграммы Исикава". Сегодня практически невозможно найти такую область деятельности по решению проблем качества, где бы ни применялась диаграмма Исикавы. Генити Тагути - известный во второй половине 20-го века японский специалист в области статистики. Он развивает идеи математической статистики, относящиеся, в частности, к статистическим методам планирования эксперимента и контроля качества. Тагути впервые соединил математической зависимостью экономические затраты и качество, введя понятие функции потерь качества. Он первым показал, что потери качества имеют место и в поле допуска - они появляются с момента несовпадения номинального, заданного технической документацией, значения параметра и значения исследуемой случайной величины. Заслуга Тагути также в том, что он сумел найти сравнительно простые аргументы и приемы, которые сделали робастное планирование эксперимента в области обеспечения качества реальностью. Внесли свой научный вклад в развитие статистических методов и советские ученые: В.И. Романовский, Е.Е.Слуцкий, Н.В.Смирнов, Ю.В. Линник и др. Так, например, Смирнов заложил основы теории непараметрических рядов, а Слуцкий опубликовал несколько важных работ по статистике связанных стационарных рядов. Особенно интенсивно в СССР разрабатывались статистические методы исследования и контроля качества в массовом производстве, методы планирования эксперимента (Ю.П.Адлер и др.). В 50-70-х годах прошлого столетия на ряде предприятий оборонного комплекса СССР активно проводились (под влиянием японского опыта по повышению качества) работы по внедрению систем управления качеством (в Саратове - БИП, в Горьком - КАНАРСПИ, в Ярославле - НОРМ, во Львове - КСУКП и др.), в которых статистические методы в области приемочного контроля и регулирования технологических процессов занимали важное место в предупреждении дефектов продукции. В настоящее время по статистическим методам имеется обширная литература и пакеты прикладных компьютерных программ, по разработке которых отечественные научные школы по теории вероятностей занимают ведущее место в мире. Из существующих статистических методов наиболее распространенными являются: 1) описательная статистика; 2) планирование экспериментов; 3) проверка гипотез; 4) регрессионный анализ; 5) корреляционный анализ; 6) выборочный контроль; 7) факторный анализ; 8) анализ временных рядов; 9) статистическое установление допуска; 10) анализ точности измерений; 11) статистический контроль процессов; 12) статистическое регулирование процессов; 13) анализ безотказности; 14) анализ причин несоответствий; 15) анализ возможностей процесса (гистограммы). \ Надежность систем Надежность системы – это свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортировки. Показатель надежности количественно характеризует одно или несколько свойств, составляющих надежность объекта. Показатель надежности может иметь размерность (например, наработка на отказ) или не иметь (например, вероятность безотказной работы). Показатели надежности могут быть единичными и комплексными. Единичный показатель надежности характеризует одно из свойств, а комплексный — несколько свойств, составляющих надежность объекта. Различают следующие показатели надежности: - исправность - работоспособность - безотказность - долговечность - ремонтопригодность - восстанавливаемость - Сохраняемость и др. Причины изготовления ненадежной продукции: 1) отсутствие регулярной проверки соответствия стандартам; 2) ошибки в применении материалов и неправильный контроль материалов в ходе производства; 3) неправильный учет и отчетность по контролю, включая информацию об усовершенствовании технологии; 4) не отвечающие стандартам схемы выборочного контроля; 5) отсутствие испытаний материалов на их соответствие; 6) не выполнение стандартов по приемочным испытаниям; 7) отсутствие инструктивных материалов и указаний по проведению контроля; 8) не регулярное использование отчетов по контролю для усовершенствования технологического процесса. Оценка вероятность отказов и вероятность безотказной работы любой системы зависит от схемы соединения входящих в нее элементов. Различают три схемы соединения: 1) последовательное соединение элементов
Последовательная система соединения элементов надежна тогда, когда надежны все элементы и чем больше количество элементов в системе, тем ниже ее надежность. Надежность последовательно соединенных элементов можно найти по формуле:
где р – это степень надежности элемента. п – это число элементов.
(2)
2) параллельное соединение элементов
Параллельное соединение элементов увеличивает надежность системы.
(3)
где q – это степень ненадежности элемента
(4)
3) Комбинированные соединения. Различают две Схемы комбинированных соединений элементов. Схема (1) – отражает надежность системы при параллельном соединении двух подсистем, когда каждая из них состоит из двух последовательно соединенных элементов. Схема (2) – отражает надежность системы при последовательном соединении двух подсистем, когда каждая из них состоит из двух параллельно соединенных элементов
1)
(5)
Надежность системы при последовательном соединении двух подсистем, когда каждая из них состоит из двух параллельно соединенных элементов определяется по формуле:
Рис.1. Распределение предприятий по стоимости основных фондов Диаграмма «причины – результат» была предложена Каору Исикавой. Она также называется диаграмма рыбий скелет, дерево т.д. Диаграмма показывает связь между показателем качества (следствием) и воздействующими на него факторами (возможны причины дефектов). Построение диаграммы «причина – результат» включает следующие этапы: - выбор результативного показателя, характеризующего качество изделия (или процесса); - выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники (большая кость); - выбор вторичных причин (средняя кость), влияющих на главные; - выбор причин третичного порядка (мелкая кость), которые влияют на вторичные; - ранжирование факторов по их значимости и выделение наиболее важных. Для определения факторных показателей на практике применяется метод «мозговой штурм» при использовании данного метода необходимо соблюдать следующие правила: - группа экспертов формируется как из профессионалов, так и с привлечением непосредственно работающих на производственном участке, на котором возник дефект; - каждый член группы свободно высказывает свое мнение по поводу причин возникновения дефекта; - руководители не должны высказываться первым, чтобы не было никакого давления на простых рабочих. Рис. 1. Общая структура диаграммы причин и результатов На следующем рисунке показана причинно - следственная диаграмма, отражающая зависимость брака от факторов и условий производства.
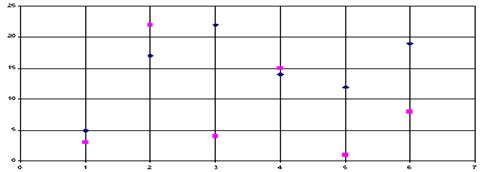
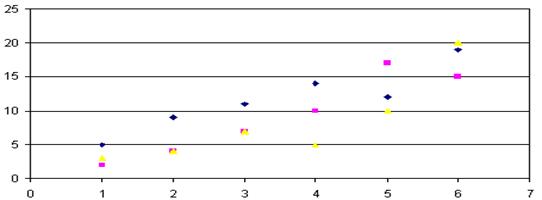
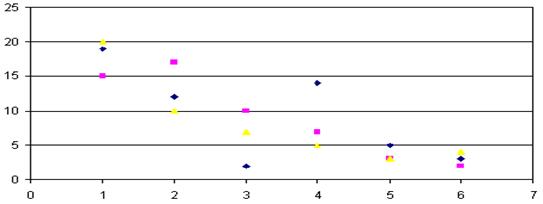
Рис. 2. Причинно - следственная диаграмма Рис. Диаграммы Парето Диаграмма рассеяния предназначена для изучения связи между двумя показателями. Различают три возможных варианта. В первом варианте показатели не как не связаны между собой. Во втором рост x вызывает рост y. В третьем варианте противоположная картина, т.е. с ростом показателя x уменьшается показатель y.
Диаграмма разброса: Взаимосвязи показателей качества практически нет
Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества
Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества Количественно степень тесноты этой связи оценивается с помощью коэффициента корреляции. Стратификация – это процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков. При использовании материала из разных партий иногда уточнить природу дефекта можно, если проанализировать эти партии раздельно. В производстве для стратификации удобен метод 5м: 1. стратификация данных по квалификации работников; 2. по используемому оборудованию; 3. по материалам; 4. по технологии изготовления; 5. по методам и средствам измерения. На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории – по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных данных наглядно видно, что наибольший в наличие дефектов вносит в данном случае «поставщик 2».
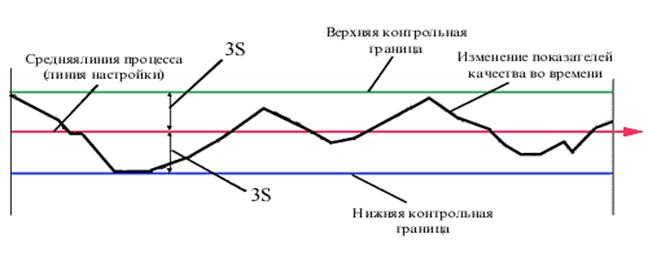
Контрольные карты – отображают характер изменения показателя качества во времени, где по горизонтальной оси откладываются моменты времени или номер измерения, а по вертикальной оси откладываются значения показателя качества. На контрольной карте проводятся так же нижняя и верхняя контрольная границы и средняя линия. Если значения показателя оказались на одной из контрольных границ или за ее пределами то гипотеза о статистической управляемости процесса отклоняется (процесс вышел из под контроля) и процесс требует вмешательства. Если значения показателя располагаются около одной контрольной границы но не выходят за ее предел то это свидетельствует о нарушении уровня настройки оборудования. Если значения показателя имеют сильный разброс на контрольной карте относительно средней линии, то это свидетельствует о снижении точности технологического процесса. Следует отметить, что контрольные карты используются для выявления определенной, но не случайной причины. Под определенной причиной понимается существование факторы которые нужно избегать. На следующем рисунке отражен общий вид контрольной карты.
Рис. Общий вид контрольной карты
Вопрос 4. Выборочный контроль по альтернативным признакам и оперативная характеристика. Понятие риска поставщика и риска и производителя, а также оптимальности планов контроля
При приемке партии продукции контроль может быть сплошным и выборочным. Сплошной контроль осуществляется, когда каждая единица продукции контролируется. Выборочный контроль - это, когда заключение о качестве продукции делается на основе анализа выборки ограниченного объема. Выборочный контроль по качественному (альтернативному) признаку - это когда о каждом контролируемом объекте делается заключение о том, годен он или нет и, соответствует он предъявляемым требованиям либо не соответствует. При проведении выборочного контроля различают такие понятия как приемочное число (С) и браковочное число (d) Приемочное число (С) – это максимально допустимое количество дефектных единиц в выборке (для одиночных партий) или средне допустимое количество дефектных единиц в выборке ( для последовательных партий), которое для целей приемки продукции рассматривается как удовлетворительное. Браковочное число (d) – это минимально допустимое число дефектов единиц товара в одиночной партий, которое для целей приемки продукции рассматривается как неудовлетворительное. В выборочном контроле может возникает один из двух рисков: риск поставщика либо риск производителя. Риск поставщика: возникает тогда, когда в выборке оказалось большое число дефектных изделий, а во всей партии их доля допустима, т.е. партия хорошая, а выборка плохая. В этом случае годная партия будет ошибочно забракована. Вероятность ошибки поставщика обозначается буквой α , а вероятность приемки партии будет равна (1- α ). Риск производителя: возникает, когда в выборке может оказаться небольшое количество дефектов при сильной засоренности партии дефектными изделиями, т.е. когда результат выборки хороший, а партия на самом деле плохая. И партия ошибочно может быть принята. Вероятность ошибки производителя обозначается буквой β. План выборочного контроля по альтернативному признаку – это система правил по отбору изделий для проверки и принятию решения относительно всей партии, т.е. принять партию или забраковать. Забракованная партия либо возвращается поставщику, либо производится ее сплошной контроль. Партию можно забраковать в том случае, когда качество изделий не соответствует предъявляемым требованиям. Типы планов выборочного контроля по альтернативному признаку 1) одноступенчатый план – это, когда число дефектных изделий в выборочной совокупности (m) не превышает приемочное число (c), т.е. m ≤ c. В данном случае партия принимается. 2) Двухступенчатый план В начале осуществляется первая выборка )п1). Если число дефектных m1не превышает приемочное число c1, т.е. m1 ≤ c1, то партия принимается. Если число дефектных изделий больше браковочного числа, т.е. m1 ≥ d1, то партия бракуется. В том случае, когда c1 < m1 < d1, тогда принимается решение о взятии второй выборки (n2) и определяется число ее дефектных изделий m2 и приемочное число c2. Если m1 + m2 ≤ c2, то партия принимается, в противном случае партия бракуется. 3) Многоступенчатый план вначале осуществляется первая выборка. Если c1< m1< d1, то принимается решение о взятии второй партии. Если c2 < m1+ m2 < d2, то принимается решение о взятии третьей выборки и т.д. Если же m1+ m2 +…+ mk ≤ ck, то партия принимается. В противном случае партия бракуется. План последовательного выборочного контроля В данном случае решение принимается после оценки ряда выборок, общее число которых заранее не устанавливается, а определяется в процессе контроля по результатам предыдущих выборок. В итоге принимается одно из трех решений: принять партию, забраковать партию либо продолжить контроль. Оперативная характеристика – это определяющая вероятность приемки партии продукции в зависимости от доли дефектных изделий. Если доля дефектов q = m /n не превышает нормативный уровень несоответствий, обозначаемый в стандартах NQL, т.е. если ≤ , то качество партии считается хорошим, и партию следует принять. Однако при > партию следует забраковать. При 0 ≤ ≤ вероятность приемки партии продукции идеальная и функция p(q) = 1. При < < 1 вероятность приемки партии продукции отсутствует и функция p(q) = 0. Такая оперативная характеристика соответствует плану сплошного контроля при условии, что во время контроля дефект не может быть пропущен. Приемлемый уровень качества (AQL) – это максимальный уровень несоответствий в партии, который считается удовлетворительным при приемке. Предельный уровень ( LQ ) – это минимальный уровень несоответствий, который при приемке рассматривается как неудовлетворительный. Партии считаются хорошими, если q ≤ AQL, и плохими, если q ≥ LQ. При AQL < q < LQ качество партии считается допустимым. Оптимальность планов контроля заключается в том, что вероятность приемки для хорошей партии должна быть не ниже, чем вероятность приемки партии 1- α , т.е. p(q) ≥ 1 – α при q ≤ AQL. Для плохой партии вероятность приемки не должна быть выше риска производителя β , т.е. p(q) ≤ β при q ≥ LQ.
Рис. Общая диаграмма связей Для построения диаграммы связей в виде количественного графика выполняются следующие действия: 1) изучаемые факторы размещаются на листе бумаги произвольным образом; 2) для каждого фактора необходимо оценить, на какие факторы он влияет и под влиянием каких факторов он находится сам. Это влияние следует отметить стрелками; 3) фактор, который имеет больше выходящих стрелок, чем входящих, считается генератор показателей. В то же время фактор, который имеет больше входящих стрелок, чем выходящих, определяется как индикатор результата. В целом диаграмма связей в виде количественного графика выглядит следующим образом:
Пример 1: Применение диаграммы качественного графика связей для анализа причин неработоспособность системы вновь внедренной системы измерения в компании Пример 2: Применение диаграммы количественного графика связей для анализа причин неработоспособность системы вновь внедренной системы измерения в компании. Основными причинами (генераторы - показатели) неэффективности системы измерения являются: плохо определены меры (0 вход, 5 выход) и отсутствие обучения изменениями (0 вход; 3 выхода). Древовидная диаграмма – это инструмент, обеспечивающий систематический путь разрешения существенной проблемы. Древовидная диаграмма строится в виде многоступенчатой древовидной структуры, элементами которой является различные средства и способы решения проблемы. Древовидная диаграмма служит основой для разработки системы мероприятий по ликвидации причин проблемы. В целом древовидная диаграмма имеет следующий вид:
Пример применения древовидной диаграммы при внедрении новой автоматизированной системы регистрации в библиотеке.
Матричная диаграмма – это инструмент показывающий взаимосвязи между различными факторами и степень их тесноты. Является сердцем семи инструментов управления и «домом качества». Степень тесноты взаимосвязи между факторами оценивается либо с помощью экспертных оценок, либо с помощью корреляционного анализа. Связь между компонентами на матричной диаграмме изображается следующими символами, характеризующими степень этих связей.
Сильные связи (его весь 9)
Средние связи (его весь 3)
Слабые связи (его весь 1) Различает следующие виды матричной диаграммы: 1) Треугольная матричная диаграмма «крыша» - в данной матрице анализируются связи между отдельными элементами одной переменой (например, межу различными требованиями потребителей). В треугольной матричной диаграмме взаимосвязи могут быть нейтральными, положительными и отрицательными. Треугольная матричная диаграмма «крыша» имеет следующий вид:
2) Матрица L – образная – данная матрица представляет взаимосвязи между двумя группами факторов. Матрица L широко используется при развертывании функции качества и поэтому она также называется таблица качества. Матрица L имеет следующий вид:
3) Матрица Т – образная – позволяет проанализировать взаимосвязи между тремя группами факторов. Матрица Т имеет следующий вид:
Матрица Х – образная – позволяет проанализировать взаимосвязи между четырьмя группами факторов.
Пример применения диаграммы гранта при определении порядок и сроки выполнения работ по возведения дома «под ключ» в течение 12 месяцев
Пример применения сетевого графа при определении порядок и сроки выполнения работ по возведения дома «под ключ» в течение 12 месяцев Диаграмма процесса осуществления программы – это инструмент планирования, направленный на построение детальных планов внедрения, которые включает в себе все возможные негативные события и проблемы, которые могут возникнуть в ходе реализации. Прогнозирование этих проблем позволяет предотвратить трудности, дает возможность заранее подготовиться к решению проблем, что обходится гораздо дешевле, чем поиск решений только после того, как все случилось. Диаграмма процесса осуществления программы – это продолжение древовидной или стрелочной диаграммы, принимая во внимание возможности возникновения непредвиденных событий. В общих чертах, схема диаграммы процесса осуществления программы имеет следующий вид.
Из схемы диаграммы видно, что каждая контрмера, с точки зрения возможности ее реализации и эффективности имеет свой символ: - символ Х означает трудные в реализации и неэффективные контрмеры; - символ 0 означает эффективная контрмера. Пример применения диаграмма процесса осуществления программы при внедрении новой автоматизированной системы регистрации в библиотеке Матрица приоритетов (Анализ матричных данных) – это матрица предназначена для выделения факторов, имеющих приоритетное влияние на изучаемую проблему. Поставленная задача по этой матрице решается путем многофакторного анализа, большого числа опытных данных. Анализ взаимосвязи между этими данными и изучаемыми факторами позволяет выделить наиболее важные факторы, для которых затем устанавливаются взаимосвязи с выходными показателями изучаемого процесса. Следует напомнить, что применение данного метода требует знания математической статистики и поэтому он используется реже остальных шести новых инструментов контроля качества.
Раздел 3. «Статистические методы в управлении качеством» К.э.н., доцент Джано Джомаа Вопрос 1. Основы применения статистических методов в управлении качеством. Роль и значение, основные функции. Ложная и необъявленная тревога. Классификация отклонений параметров качества изделий и методов контроля.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1282; Нарушение авторского права страницы


 (1)
(1) Вероятность отказа системы последовательно соединенных элементов находится по формуле:
Вероятность отказа системы последовательно соединенных элементов находится по формуле: 
 Надежность системы при параллельном соединении элементов определяется по формуле:
Надежность системы при параллельном соединении элементов определяется по формуле:  вероятность отказа при параллельном соединении элементов определяется по формуле:
вероятность отказа при параллельном соединении элементов определяется по формуле: 
 Надежность системы при параллельном соединении двух подсистем, когда каждая из них состоит из двух последовательно соединенных элементов определяется по формуле:
Надежность системы при параллельном соединении двух подсистем, когда каждая из них состоит из двух последовательно соединенных элементов определяется по формуле:  (6)
(6)