|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конструкция и эксплуатационные особенности сварочного автомата тракторного типа для сварки под флюсом АДФ-1002У3
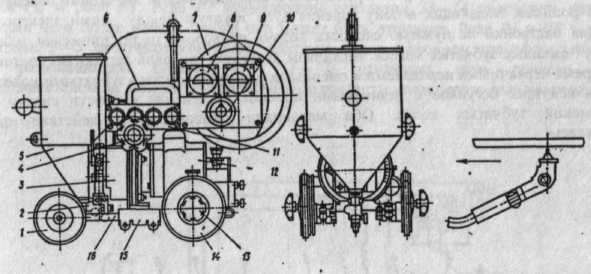
Сварочный трактор (рис.1) представляет собой самоходный механизм, состоящий из редукторов подающего механизма и ходовой тележки, которые приводятся в движение общим электродвигателем 12. Скорости подачи сварочной проволоки и сварки не зависят от напряжения сварочной дуги и регулируются ступенчато-сменными зубчатыми колесами. Сварочная проволока подается в зону сварки механизмом подачи сварочной головки 3. Автомат передвигается вдоль шва ходовым механизмом 14. Оба механизма (подающий и ходовой) смонтированы с электродвигателем в один блок, который является несущим корпусом автомата. На корпусе укреплены мундштук 2 и кронштейн 6 с пультом управления 11. На кронштейне смонтированы правильный и корректировочный 4 механизмы, кассета 7 для сварочной проволоки, бункер 5 для флюса, переднее шасси автомата с холостыми бегунками 1. Мундштук обеспечивает подвод тока к сварочной проволоке и направление ее в зону сварки.
Рис.1 - Сварочный трактор автомата АДФ-1002
В нижней части он снабжен двумя неподвижными контактными роликами, между которыми скользит сварочная проволока. Контактное давление роликов создается пружинами. При значительном износе канавок роликов их поворачивают до восстановления контакта и закрепляют. Правильный механизм обеспечивает выпрямление сварочной проволоки, поступающей с кассеты. Он состоит из трех стальных роликов, расположенных над механизмом подачи. Режим правки регулируют упорным винтом верхнего ролика. Корректировочный механизм служит для смещения сварочной проволоки поперек шва и поперечного наклона мундштука вместе с головкой, кронштейном и катушкой. Кроме того, при сварке по копиру он применяется для точной установки конца сварочной проволоки в плоскости копира. Корректировочный механизм состоит из червяка, закрепленного на кронштейне, и червячного сектора, неподвижно закрепленного на корпусе электродвигателя. На оба конца червяка насажены маховички. При вращении маховичка червяк обкатывается по неподвижному сектору и поворачивает всю сварочную головку автомата. На пульте управления автоматом, встроенном в корпус кронштейна, установлены вольтметр 8, амперметр 9 и резистор 10, служащий для дистанционного регулирования сварочного тока. С левой стороны пульта расположены кнопки управления. Бункер служит для подачи флюса в зону горения дуги. Автомат снабжен двумя сменными бункерами: один (основной) емкостью 6, 5 дм3 применяют при выполнении швов вертикальным электродом, а другой—наклонным. Основной бункер снабжен ссыпным патрубком, перемещением которого по высоте регулируют толщину слоя флюса. На патрубке закреплена игла-указатель, с помощью которой сварщик контролирует направление дуги по шву. При правильной настройке острие указателя и конец сварочной проволоки должны быть расположены точно по оси шва. Переднее шасси автомата состоит из траверсы 15, закрепленной на корпусе электродвигателя, и двух выдвижных штанг 16, на которых закрепляют передние бегунки или копирные ролики. Для ручного перекатывания автомата на валу задних бегунков имеется специальная фрикционная муфта с маховичками 13, расположенными по обе стороны автомата. С помощью фрикционной муфты вал можно отключать от сцепления с электроприводом и перекатывать автомат вручную для установки его над местом сварки по свариваемому изделию и производить сварку. Для окончания сварки нажимают на кнопку Кн2—трактор останавливается. Сварочная дуга в течение 1 —2 с в зависимости от настройки реле времени продолжает гореть, заваривая кратер; после этого автоматически отключается сварочный ток. В зависимости от типа шва и его положения во время сварки направление электрода по шву может осуществляться тремя способами: - автоматическое направление сварочной проволоки самокопированием при наложении стыковых швов с разделкой кромок или с зазором, а также угловых швов в лодочку; - ручное направление дуги по шву с помощью специальной рукоятки, расположенной на бункере для флюса; - полуавтоматическое направление дуги (при этом способе параллельно шву укладывается направляющая линейка, по которой перемещаются правые бегунки трактора, снабженные канавками; способ рекомендуется при сварке очень коротких изделий в том случае, когда передвижение трактора непосредственно по изделию невозможно).
Функциональная блок-схема сварочного трактора З – пульт управления; А – механизм подачи сварочной проволоки; В – механизм настроечных перемещений проволоки относительно шва; Б – токоподводящее устройство (мундштук); Г – устройство для размещения сварочной проволоки; Д – флюсовая аппаратура (флюсобункер); Ж – самоходная тележка.
Контрольные вопросы и задания: 1. Назначение и комплектность сварочного трактора АДФ-1002У3 2. Охарактеризуйте функциональную блок-схему сварочного трактора АДФ-1002У3 3. Назначение основных узлов сварочного трактора АДФ-1002У3 4. Укажите способы регулирования скорости подачи проволоки и скорости сварки в сварочном тракторе АДФ-1002У3
Лекция №23 План 1. Электрическая схема сварочного автомата тракторного типа для сварки под флюсом АДФ-1002У3. 2. Порядок работа на сварочном автомате тракторного типа для сварки под флюсом АДФ-1002У3. 3. Обозначение и технические данные сварочного автомата
Литература: 1. Голошубов В.И, Сварочные источники питания. -Киев, Аристей, 2005 2. Гуменюк И.В., О.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки– Киев: Грамота, 2007 3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение, 1987 4. Шебеко Л.П. Оборудование и технология автоматической и механизированной сварки. -М: Высшая щкола, 1986 Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1408; Нарушение авторского права страницы