
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методика проектирования матриц
Большую часть профилей, получаемых прессованием, составляют профили, имеющие форму поперечного сечения, отличную от круга. Эти профили прессуют из цилиндрического контейнера, чаще всего в плоскую матрицу. Нарушение геометрического подобия между сечением заготовки и сечением прессуемого профиля приводит к неравномерному истечению различных участков некруглого профиля. При этом более массивные участки, расположенные около оси прессования, имеют большую скорость истечения. В результате неравномерности скоростей истечения отдельных элементов профиля возникают различного рода дефекты: геометрические размеры более тонких частей не соблюдаются, появляются расслоения на поверхности соединения отдельных частей, гофры, а также большие остаточные напряжения, которые ухудшают механические свойства прессуемых изделий и иногда приводят к короблению или разрушению профиля [1]. Для снижения возникающих дополнительных напряжений и улучшения процесса истечения необходимо максимально возможное уменьшение неравномерности скоростей отдельных частей сплошного профиля путем рационального конструирования прессовой матрицы. В данной лабораторной работе описан метод проектирования матриц, основанный на формализации результатов экспериментальных исследований, предложенный Гуном Г. Я., Прудковским Б. Д. [2]. Суть его сводится к следующему. При проектировании матриц для прессования профилей с поперечным сечением (отличным от круга), имеющих достаточно сложную форму, целесообразно рассмотреть процесс прессования в многоканальные матрицы, т.е. любой сложный профиль можно представить в виде совокупности элементов, разделенных достаточно тонкими перемычками. При прессовании в многоканальные матрицы происходит разделение металла в очаге деформации на отдельные потоки по соответствующим каналам. Объемы этих потоков по существу и определяют скорости истечения отдельных «ниток», длина которых в общем случае неодинакова и зависит от многих параметров. Согласно проведенным экспериментальным исследованиям [2] к основным параметрам конструкции матрицы, влияющим на скорости установившего течения материала при прессовании из канала
Рис. 1. Схема очага деформации при прессовании профилей заготовки Ф0 и канала Фn, расстояние rк от центра тяжести канала К до центра матрицы, площадь тормозного пояска Фи и среднюю скорость истечения - Vср.
где N – количество каналов, на которые разделен профиль; V0 – скорость пресс – штемпеля. Значительно меньшее значение имеет форма каналов и взаимное их расположение, метод прессования, температура и скорость прессования. Ввиду множественности параметров вопрос конструирования матриц не поддастся строгому математическому анализу, поэтому был принят развиваемый авторами [2] теоретико-экспериментальный подход. Суть такого подхода состоит в определении структуры формы, которая бы гарантировала выполнение качественных закономерностей многоканального истечения и экспериментальное нахождение ряда констант. Для нахождения структуры формулы для расчета матрицы был использован принцип размерностей и аппарат теории подобия [3], на основе которых можно получить закономерно обобщенный вывод и установить строгие границы применения. Кроме того, принцип размерностей сокращает объем экспериментов без потери контроля над ним. Итак, получаем шесть фундаментальных переменных. Общее уравнение можно записать в следующем виде
Это функциональное соотношение можно выразить через комбинации безразмерных величин. Для этого воспользуемся рэлеевским методом решения размерных систем. Все размерные переменные будем рассматривать по отношению к двум основным единицам: длине L и времени Ө. Допустим, что между этими величинами существует следующее соотношение
Подставим сюда вместо символов размерности
Чтобы данное уравнение было однородным относительно размерностей, должны выполняться следующие соотношения между показателями степени для L: для Ө : Имеем два уравнения с четырьмя неизвестными. Упростим их, исключив е и b. Тогда
Объединяя члены с одинаковыми показателями степени, можно составить безразмерные комбинации
Шесть первоначальных переменных задачи согласно
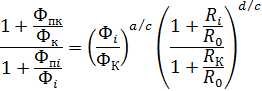
Проанализируем полученную формулу. Первый член выражения (4) в знаменателе определяет сопротивление истечению в канале площадью Фк. При 111, а при 222. Это согласуется с экспериментами по прессованию материалов. Второй и третий члены выражения в знаменателе определяют сопротивление истечению, вызванное поверхностью трения рабочего пояска со смещением канала К относительно центра матрицы. С увеличением этих параметров скорость истечения падает, что также соответствует действительности. Из условия равномерного истечения из всех каналов следует, что Vк = Vi Тогда
Обозначив
Если каналы равноудалены от центра потока (Rk = Ri), то
При
Для определения рационального расположения канала на плоскости матрицы необходимо ввести величину U - среднеквадратичное отклонение (в процентах) скорости VK от скорости Vcp, с которой прессуется сплошной профиль
Эта величина зависит от расположения профили относительно центра матрицы. Будем считать конструкцию матрицы оптимальной, если U принимает минимальное значение. Если оптимальное расположение профиля на зеркале матрицы не обеспечивает полного выравнивания скоростей истечения различных элементов профиля, то для последующего выравнивания скоростей необходимо использовать тормозные рабочие пояски. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 899; Нарушение авторского права страницы
 , следует отнести (рис. 1): площади поперечного сечения
, следует отнести (рис. 1): площади поперечного сечения




 ,
,  .
. и
и  . Подставляя эти соотношения для показателей степени в формулу (3), получаем
. Подставляя эти соотношения для показателей степени в формулу (3), получаем

 -теореме дают четыре безразмерных комбинации. Исходя из физического смысла (при
-теореме дают четыре безразмерных комбинации. Исходя из физического смысла (при  , запишем функциональную связь в следующем виде
, запишем функциональную связь в следующем виде
 , получим формулу для расчета поверхности трения. Задаваясь величиной эффективной площади трения на одном из участков профиля, можно определять ее и на других участках канала матрицы
, получим формулу для расчета поверхности трения. Задаваясь величиной эффективной площади трения на одном из участков профиля, можно определять ее и на других участках канала матрицы

 (исключается влияние площади каналов) и
(исключается влияние площади каналов) и  , где Пк и Lk — периметр и ширина рабочего пояска на участке получаем формулу Матвеева-Журавского
, где Пк и Lk — периметр и ширина рабочего пояска на участке получаем формулу Матвеева-Журавского
