|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Интерполяция экспериментальных данных ⇐ ПредыдущаяСтр 5 из 5
Задачей интерполяции является отыскание коэффициентов уравнения, которое наилучшим образом соответствует экспериментальным данным. При интерполяции число опытов равно числу неизвестных коэффициентов. Вид уравнения выбирают из априорных соображений по литературным данным, с учетом теории исследуемого процесса. Пригодность интерполяционных формул оценивают чаще всего путем постановки дополнительных опытов и сравнения расчетных (теоретических) и измеренных значений. Задача интерполяции может быть сведена в большинстве случаев к задаче решения системы уравнений заданного вида y1=f(c1, x1) y2=f(c2, x2) yN=f(cN, xN)
Здесь N — число опытов, равное числу неизвестных коэффициентов сi. Значения уi, и xi, являются известными из опытов величинами. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ 1. Вертикальный гидравлический пресс модели ПСУ-250 усилием 2, 5 мН. 2. Оснастка для прямого метода прессования. 3. Двухканальная матрица с различными площадями поперечного сечения каналов. 4. Многоканальная матрица с каналами одинаковых размеров. 5. Комплект матриц с различным положением Т-образного профиля на зеркале матрицы. 6. Цилиндрические заготовки диаметром 49 мм и высотой Н 50 — 60 мм из технически чистого свинца. 7. Масштабная линейка. 8. Машинное масло, кисточка. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ Коэффициенты α и β определяют из экспериментов по прессованию в двухканальную матрицу с различными площадями поперечного сечения канала (рис. 2) и в многоканальную матрицу с каналами одинаковых размеров (рис. 3). Для каждого материала определенной температуры и скорости прессования коэффициенты α и β принимают конкретные значения.
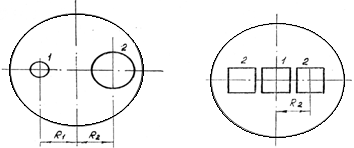
Рис. 2. Матрица двухканальная. Рис. 3. Матрица с каналами одинаковых размеров.
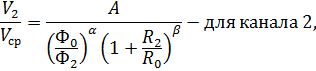
Для проведения эксперимента по прессованию в двухканальную матрицу (см. рис. 2) расположение отверстий выбиралось таким образом, чтобы R1 = R2 = const. Рабочие пояски отсутствовали, поэтому уравнение (2) имеет вид
тогда
откуда коэффициент
Для определения коэффициента β необходимо провести эксперимент по прессованию полосы, разбитой на три элемента (см. рис. 3). В этом случае Ф1 = Ф2 = Ф3 = const, пояски также отсутствуют. Тогда уравнение (2) упрощается:
Таким образом,
откуда
Если определить скорости истечения i-го элемента как
то
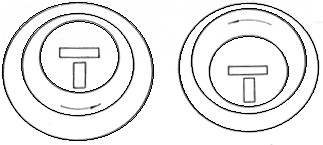
где При этом считаем, что изменение скоростей истечения в процессе прессования незначительно. Произведя измерения длин отпрессованных элементов с помощью масштабной линейки, нетрудно определить коэффициенты α и β по формулам (6), (7) и (8). Далее предполагаем, что найденные на основании экспериментальных исследований при прессовании в беспоясковые многоканальные матрицы коэффициенты α и β будут оставаться неизменными для конкретного сплава и данных условии прессования профиля произвольной конфигурации, состоящего из любого числи элементов, имеющих различные площади поперечных сечений. В данной лабораторной работе необходимо найти оптимальное расположение Т-образного профиля на зеркале матрицы. Ввиду симметрии профиля относительно одной из осей координат достаточно определить одну координату, что сокращает объем вычислений. Для четырех возможных положений профиля на зеркале матрицы вдоль оси симметрии (рассматривать расположение, при котором часть профиля выходит за пределы контура контейнера, не имеет смысла) определим среднеквадратичное отклонение и построим график в координатах U — (rg/R0). Минимум на кривой будет соответствовать оптимальному расположению профиля в плоско- сти матрицы. Очевидно, для сложных профилей при поиске оптимальных параметров матрицы необходимо использовать ЭВМ. Для проверки правильности расчетной формулы необходимо провести эксперимент по прессованию Т-образного профиля в специально сконструированную матрицу с расположением канала согласно расчетам. Матрица состоит из нескольких колец, эксцентрично расположенных относительно друг друга (рис. 4).
Рис. 4. Матрица для прессования Т – образного профиля. Таким образом, матрица находится в промежуточной втулке, а втулка в матрице держателе. Вращением втулки с матрицей можно добиться смещения центра тяжести профиля относительно оси симметрии. По результатам эксперимента оценивается точность методики проектирования прессовых матриц. С ОДЕРЖАНИЕ ОТЧЕТА 1. Краткое описание работы. 2. Запись результатов замера и расчетов. 3. Обработка результатов экспериментов. 4. Выводы. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Перечислить способы выравнивания скоростей истечения. 2. Что такое скорость прессования и скорость истечения металла и как они определяются? 3. К каким дефектам приводит нарушение геометрического подобия между сечением заготовки и сечением прессуемого профиля? 4. В чем заключается сущность проектирования матриц, основанная на формализации результатов экспериментальных исследований? 5. Укажите факторы, вызывающие неравномерность скоростей истечения. 6. Каким образом нужно расположить отверстие на зеркале матрицы для прессования асимметричного профиля? 7. Укажите границы применимости формулы Матвеева-Журавского. 8. В чем заключается сущность интерполяции экспериментальных данных?
ПЛАНИРОВАНИЕ И ОБРАБОТКА РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТА В ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ Цель работы — изучение методов обработки экспериментальных данных и планирования эксперимента для построения математических моделей процессов прессования и их оптимизация; практическое применение методов планирования и обработки результатов эксперимента в условиях конкретного процесса прессования; построение математической модели, связывающей усилие прессования трубы с технологическими параметрами процесса — конусностью матрицы и вытяжкой; исследование закономерностей формирования труб с внутренним оребреиием в зависимости от технологических параметров процесса прессования и конструкции иглы; нахождение оптимальных параметров инструмента при прессовании трубы с наружным оребреиием, обеспечивающих минимальную неравномерность скоростей истечения. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Понятие о планировании эксперимента Планирование эксперимента — это процедура выбора числа и условий проведения опытов, необходимых и достаточных для решения поставленной задачи с требуемой точностью. Наиболее важными в областях науки и техники являются задачи, связанные с поиском оптимальных условий и построением математических моделей. Поставленная задача решается на основе представления о кибернетической системе, которую называют «черным ящиком». Он представляет собой систему связей, недоступную для наблюдения, гак как о содержании, механизме процесса нам ничего не известно пли известно лишь частично. Известны только входы, переменные участвующие в процессе (факторы), и выходы — результат процесса (параметр оптимизации), обозначенный символом у. Каждый фактор может принимать в опыте одно или несколько значений. Такие значения называются уровнями. Схема «черного ящика» позволяет строить математические уравнения, связывающие параметр оптимизации с факторами у =f(x1, x2, ..., xk). Задача эксперимента состоит в том, чтобы определить численные значения коэффициентов этого уравнения. Обычно функцию, f(x1, x2, ..., xk) выбирают в виде степенного ряда. В частности, для двух факторов функция имеет вид полиномов первой степени У = b0 + b1x1 + b2х2 с неполным квадратным членом У = b0 + bxx1 + b2х2 + b12x1x2. Модель должна быть достаточно точной, т. е. близкой к фактической зависимости. Тогда считают, что она адекватна. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 465; Нарушение авторского права страницы
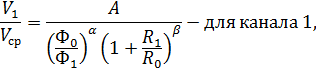





 – отпрессованные длины элементов, полученных при истечении из каналов 1 и 2 соответственно.
– отпрессованные длины элементов, полученных при истечении из каналов 1 и 2 соответственно.