
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОПРЕДЕЛЕНИЕ КОНТАКТНЫХ НАПРЯЖЕНИЙ В ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
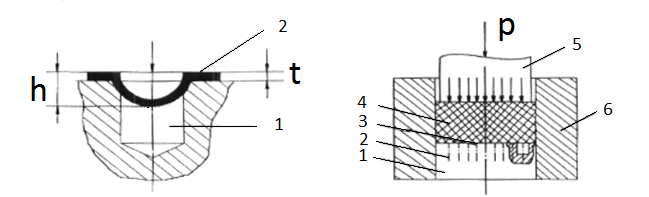
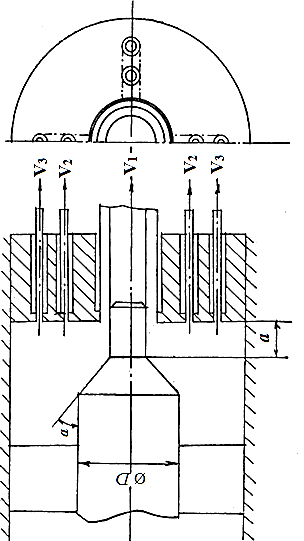
ОПРЕДЕЛЕНИЕ КОНТАКТНЫХ НАПРЯЖЕНИЙ В ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ Цель работы – освоение метода фольговых датчиков для нахождения контактных напряжений; изучение распределения напряжений на поверхности открытого штампа; получение практических навыков обработки результатов эксперимента (4 часа). ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Метод фольговых датчиков Условия работы деформирующего инструмента характеризуется интенсивным воздействием весьма высоких температурно-силовых нагрузок. Реактивные силы при деформировании заготовки вызывают упругую или упругопластическую деформацию отдельных участков инструмента являются причиной износа, появления трещин, а в отдельных случаях разрушения. Кроме того, от условий эксплуатации зависит теплопередача от заготовки к инструменту, условия контактного трения, особенности возникновения и развития разгарных трещин. Наконец, фазовые и структурные превращения в поверхностном слое инструмента происходят не только в связи с тепловым, но и силовым воздействием деформируемого металла на инструмент. Развиваемые в процессе обработки металлов давлением контактные напряжения иногда превышают допустимые значения напряжений для металла инструмента. В результате этого имеет место смятие рабочих кромок матриц, пресс-шайб, образование глубоких трещин. Поэтому очень важно знать силовой режим деформирования и уровень контактных напряжений. Одним из методов экспериментального определения нормальных контактных напряжений является метод фольговых датчиков, предложенный Я.М. Охрименко с сотрудниками. На рис. 1 представлена схема измерения 111 с помощью фольговых датчиков. Для этого перпендикулярно поверхности инструмента просверливается отверстия малого диаметра 1 и закрываются фольгой 2 толщиной t из достаточно прочного и пластичного металла. После деформации металла на фольге остаются выпуклые отпечатки, по высоте которых h судят о величине нормальных напряжений на поверхности контакта. Обычно используется фольга толщиной t=0.1-0.3 мм. Зафиксированное контактное давление: σ к = σ д + σ з где Для нахождения Тарировка датчиков производится полиуретаном в замкнутом объеме при различных значениях гидростатического давления σ (рис. 2). Шайба 1 с отверстиями 2 и с датчиком 3 устанавливаются в контейнере 4. При нажатии на пуансон 5 силой Р в закрытой полости контейнера с помощью полиуретана 6 создается гидростатическое давление. Нормальное напряжение σ, действующее на поверхность шайбы, определяется по выражению: σ где, Fк – площадь контактной поверхности, Fк = N – число отверстий на шайбе; hi – высота лунки в i – ом отверстии; D – диаметр контейнера для тарировки.
а) б) Рис. 1. а) - схема измерений контактных напряжений с помощью фольговых датчиков; б) – тарировочный штамп. 1) Шайба с отверстиями; 2) Отверстия; 3) Датчик фольга; 4) Полиуретан; 5) Пуансон; 6) Контейнер. Метод фольговых датчиков имеет недостатки: · Не идентичность условий при образовании отпечатка на фольге в процессе тарировки и эксперимента; · Фольговые датчики замеряют давление лишь в ограниченном количестве мест контактной поверхности. Измеренная величина давления является средней.
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ. 1. Универсальная испытательная машина ЦДМУ-30. 2. Оснастка для тарировки. 3. Открытый разборный штамп. 4. Цилиндрические заготовки диаметром 50 мм и высотой 50 мм из свинца. 5. Пластинки из отожженной алюминиевой фольги толщиной 0, 3 мм. 6. Микрометр. 7. Ацетон, сухая ветошь. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ. 1. Изучить конструкцию оснастки для тарировки. 2. Тарировку датчиков осуществлять на машине ЦДМУ-30 ступенчатым нагружением датчиков. Нагружение производится в диапазоне усилий пресса от 0 до 150 кН с интервалом 50 кН. На каждом ј- этапе при тарировке замеряется высота каждого отпечатка һ на фольге микрометром. Затем вычисляется средняя высота по формуле (1). По величине усилия Р вычисляются значения σ по формуле (2). Далее строится тарировочный график в координатах. Вначале на графике указывают расположение экспериментальных точек (σ, һ ), а затем проводят график в виде луча. Данная зависимость σ = f(h) может быть аппроксимирована линейной функцией по формуле: Р = аһ. Величину а необходимо найти по среднеарифметическому методу и методу наименьших квадратов. 3. Собрать оснастку по схеме (рис.4) и отштамповать заготовку да максимального усилия Р = 200 Кн. Штамповка заготовки 2 осуществляется между верхней 1 и нижней 3 гравюрами штампа. В качестве исследуемого металла используется свинец. 4. Измерить высоту отпечатков. Фольгу с отпечатками отверстий осторожно отделить от заготовки. Далее с помощью микрометра замерить высоту отпечатков. По формуле(3) рассчитать нормальные контактные σ напряжения и построить эпюры распределения нормальных напряжений на контакте: деформируемый металл-инструмент. Проанализировать эпюры. Сделать выводы. СОДЕРЖАНИЕ ОТЧЕТА 1. Эскизы фольговых датчиков, тарировочных приспособлений, схемы открытого штампа. 2. Тарировочный график. 3. Результаты эксперимента. 4. Формула для расчета контактных напряжений. 5. График эпюры распределения нормальных напряжений в меридианальном сечении гравюры штампа. 6. Выводы.
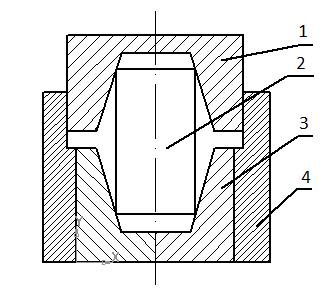
Рис. 3. Схема открытого разборного штампа 1. Верхняя гравюра штампа 2. Заготовка 3. Нижняя гравюра штампа 4. Обойка КОНТРОЛЬНЫЕ ВОПРОСЫ. 1. Что в основном определяет условия работы деформирующего инструмента? 2. Сущность метода фольговых датчиков для определения нормальных контактных напряжений? 3. На каких участках штампового инструмента нормальные контактные напряжения наибольшие? 4. Укажите резервы повышения работоспособности деформирующего инструмента. 5. Недостатки метода фольговых датчиков? 6. В чем заключается сущность метода аппроксимации экспериментальных данных. 7. Опишите метод наименьших квадратов.
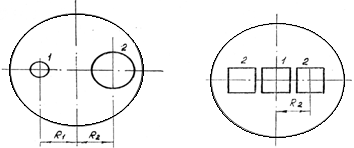
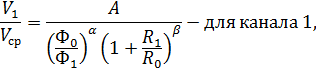
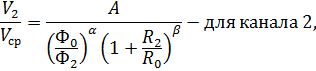
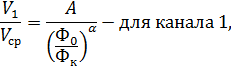
ТЕОРЕТИЧСКИЕ СВЕДЕНИЯ ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ Коэффициенты α и β определяют из экспериментов по прессованию в двухканальную матрицу с различными площадями поперечного сечения канала (рис. 2) и в многоканальную матрицу с каналами одинаковых размеров (рис. 3). Для каждого материала определенной температуры и скорости прессования коэффициенты α и β принимают конкретные значения.
Рис. 2. Матрица двухканальная. Рис. 3. Матрица с каналами одинаковых размеров.
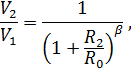
Для проведения эксперимента по прессованию в двухканальную матрицу (см. рис. 2) расположение отверстий выбиралось таким образом, чтобы R1 = R2 = const. Рабочие пояски отсутствовали, поэтому уравнение (2) имеет вид
тогда
откуда коэффициент
Для определения коэффициента β необходимо провести эксперимент по прессованию полосы, разбитой на три элемента (см. рис. 3). В этом случае Ф1 = Ф2 = Ф3 = const, пояски также отсутствуют. Тогда уравнение (2) упрощается:
Таким образом,
откуда
Если определить скорости истечения i-го элемента как
то
где При этом считаем, что изменение скоростей истечения в процессе прессования незначительно. Произведя измерения длин отпрессованных элементов с помощью масштабной линейки, нетрудно определить коэффициенты α и β по формулам (6), (7) и (8). Далее предполагаем, что найденные на основании экспериментальных исследований при прессовании в беспоясковые многоканальные матрицы коэффициенты α и β будут оставаться неизменными для конкретного сплава и данных условии прессования профиля произвольной конфигурации, состоящего из любого числи элементов, имеющих различные площади поперечных сечений. В данной лабораторной работе необходимо найти оптимальное расположение Т-образного профиля на зеркале матрицы. Ввиду симметрии профиля относительно одной из осей координат достаточно определить одну координату, что сокращает объем вычислений. Для четырех возможных положений профиля на зеркале матрицы вдоль оси симметрии (рассматривать расположение, при котором часть профиля выходит за пределы контура контейнера, не имеет смысла) определим среднеквадратичное отклонение и построим график в координатах U — (rg/R0). Минимум на кривой будет соответствовать оптимальному расположению профиля в плоско- сти матрицы. Очевидно, для сложных профилей при поиске оптимальных параметров матрицы необходимо использовать ЭВМ. Для проверки правильности расчетной формулы необходимо провести эксперимент по прессованию Т-образного профиля в специально сконструированную матрицу с расположением канала согласно расчетам. Матрица состоит из нескольких колец, эксцентрично расположенных относительно друг друга (рис. 4).
Рис. 4. Матрица для прессования Т – образного профиля. Таким образом, матрица находится в промежуточной втулке, а втулка в матрице держателе. Вращением втулки с матрицей можно добиться смещения центра тяжести профиля относительно оси симметрии. По результатам эксперимента оценивается точность методики проектирования прессовых матриц. С ОДЕРЖАНИЕ ОТЧЕТА 1. Краткое описание работы. 2. Запись результатов замера и расчетов. 3. Обработка результатов экспериментов. 4. Выводы. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Перечислить способы выравнивания скоростей истечения. 2. Что такое скорость прессования и скорость истечения металла и как они определяются? 3. К каким дефектам приводит нарушение геометрического подобия между сечением заготовки и сечением прессуемого профиля? 4. В чем заключается сущность проектирования матриц, основанная на формализации результатов экспериментальных исследований? 5. Укажите факторы, вызывающие неравномерность скоростей истечения. 6. Каким образом нужно расположить отверстие на зеркале матрицы для прессования асимметричного профиля? 7. Укажите границы применимости формулы Матвеева-Журавского. 8. В чем заключается сущность интерполяции экспериментальных данных?
ПЛАНИРОВАНИЕ И ОБРАБОТКА РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТА В ПРОЦЕССАХ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ Цель работы — изучение методов обработки экспериментальных данных и планирования эксперимента для построения математических моделей процессов прессования и их оптимизация; практическое применение методов планирования и обработки результатов эксперимента в условиях конкретного процесса прессования; построение математической модели, связывающей усилие прессования трубы с технологическими параметрами процесса — конусностью матрицы и вытяжкой; исследование закономерностей формирования труб с внутренним оребреиием в зависимости от технологических параметров процесса прессования и конструкции иглы; нахождение оптимальных параметров инструмента при прессовании трубы с наружным оребреиием, обеспечивающих минимальную неравномерность скоростей истечения. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Понятие о планировании эксперимента Планирование эксперимента — это процедура выбора числа и условий проведения опытов, необходимых и достаточных для решения поставленной задачи с требуемой точностью. Наиболее важными в областях науки и техники являются задачи, связанные с поиском оптимальных условий и построением математических моделей. Поставленная задача решается на основе представления о кибернетической системе, которую называют «черным ящиком». Он представляет собой систему связей, недоступную для наблюдения, гак как о содержании, механизме процесса нам ничего не известно пли известно лишь частично. Известны только входы, переменные участвующие в процессе (факторы), и выходы — результат процесса (параметр оптимизации), обозначенный символом у. Каждый фактор может принимать в опыте одно или несколько значений. Такие значения называются уровнями. Схема «черного ящика» позволяет строить математические уравнения, связывающие параметр оптимизации с факторами у =f(x1, x2, ..., xk). Задача эксперимента состоит в том, чтобы определить численные значения коэффициентов этого уравнения. Обычно функцию, f(x1, x2, ..., xk) выбирают в виде степенного ряда. В частности, для двух факторов функция имеет вид полиномов первой степени У = b0 + b1x1 + b2х2 с неполным квадратным членом У = b0 + bxx1 + b2х2 + b12x1x2. Модель должна быть достаточно точной, т. е. близкой к фактической зависимости. Тогда считают, что она адекватна. Поиск оптимальных условий Задача оптимизации ставится таким образом: необходимо определить экспериментально координаты экспериментальной точки (x1opt, x2opt, ..., xkopt). Кратчайший путь их нахождения — это движение в направлении градиента
где Из уравнения видно, что частная производная линейной функции по каждой переменной xi равна соответствующему коэффициенту:
т. е. Следовательно, чтобы осуществить движение по градиенту, значения факторов по каждой из осей i, j, ..., k необходимо изменить пропорционально величинам коэффициентов b1, b2, ..., bk с учетом их знака. Бокс и Уилсон [1] предложили шаговый метод движения в направлении градиента: па основе серии опытов находится локальное описание поверхности отклика в некоторой исходной области с помощью модели линейного вида. Далее определяют направление градиента по уравнению (3). В этом направлении планируют «мысленные» опыты. Серия «мысленных» опытов рассчитывается последовательным прибавлением к основным уровням значимых факторов факторных величин, пропорциональных величинам коэффициентов регрессии с учетом их знаков. Вначале определяют произведения коэффициентов на соответствующие интервалы варьирования
и округляют расчетные значения. Полученные таким образом «шаги» последовательно прибавляют (в зависимости от знака bj и от того, что ищут — максимум или минимум) к основному уровню каждого фактора или вычитают из него. Незначимые факторы стабилизируют на любом уровне в интервале ±I. Обычно рассчитываются 5—10 «мысленных» опытов. Реализация «мысленных» опытов начинается с опыта, условия которого выходят за область эксперимента хотя бы по одному из факторов. Из серии рекомендуется проводить 2—3 опыта. По оценке их результатов принимают решения о прекращении экспериментов или о дальнейшем проведении их. Если одного линейного приближения недостаточно, то ставится новая серия опытов с центром в точке, которая соответствует наибольшему значению у, и находится новое направление движения но поверхности отклика. Такой шаговый процесс продолжается до достижения экстремума. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Выбрать независимые переменные изучаемого процесса по заданию преподавателя; определить центр эксперимента и область определения факторов; заполнить предлагаемую табл. 3.
Таблица 3 Выбор уровней факторов
2. Чтобы исключить влияние случайных ошибок, рекомендуется опыты, заданные матрицей планирования, проводить в случайной последовательности, т.е. рандомизированно по времени. Порядок проведения опытов следует выбирать по таблице случайных чисел (табл. Г14). Если, например, необходимо провести 4 опыта, то из любого места таблицы выписывают числа с 1 по 4, отбрасывал числа больше 4 и уже выписанные. Полученная последовательность цифр определяет последовательность проведения опытов и заносится в табл. 4 (столбцы 2, 3).
Таблица 4 Матрица планирования экспериментов
3. В качестве силового оборудования для проведения экспериментов применяется вертикальный пресс ПСУ-250 усилием 2, 5 мН. Заготовками для прессования служат полые цилиндрические слитки из свинца марки СО, размеры которых соответствуют размерам контейнера и применяемых игл. Вытяжку меняют, используя иглы матрицы различных диаметров. Прессование труб проводится на оснастке, показанной на рис. 1 и 2. Усилия прессования замеряются по шкале силоизмерителя, высота внутренних ребер на отпрессованных трубах определяется в трех сечениях со стороны выходного и утяжного концов, а также в середине трубы и с помощью штангенциркуля. Для выбора оптимальных геометрических размеров инструмента, обеспечивающих минимальную неравномерность истечения при прессовании ребристых изделий, целесообразно применять многоканальные матрицы, у которых совокупность каналов, расположенных на зеркале матрицы, можно рассматривать как трубу с наружным оребрением (рис. 2). При прессовании в многоканальный инструмент происходит разделение металла в очаге деформации на отдельные потоки по соответствующим каналам. Объемы этих потоков по существу и определяют скорости истечения отдельных «ниток», длина которых не одинакова и зависит от геометрических параметров матриц и игл и технологических параметров процесса. Измерив длину участков lк с помощью масштабной линейки на любой стадии процесса, скорость истечения VK элемента К определяется как
где Фк – площадь к – го канала; n – число элементов, на которые разделен канал ребристой трубы.
Оптимальные параметры игл рассчитываются из условия минимизации дисперсии скоростей истечения [2]
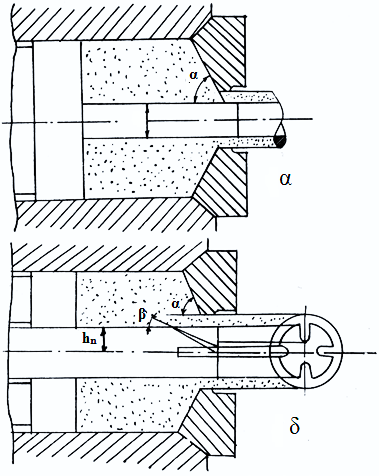
Рис. 1. Схема прессования трубы: α – без ребер, δ – с внутреннем оребрением.
Рис. 2. Схема прессования трубы с наружным оребрением. Сводные данные для проверки Однородностей дисперсий
Определяются коэффициенты модели и их статическая значимость по табл. 6, адекватность модели — по табл. 7.
Таблица 6 Поиск оптимальных условий
Проводится анализ полученной модели, оценивается влияние факторов, анализируются оптимальные условия, делаются выводы по работе. СОДЕРЖАНИЕ ОТЧЕТА 1. Схема изучаемого процесса. 2. Матрица планирования эксперимента и результаты эксперимента, представленные в виде таблиц. 3. Обработка результатов эксперимента, представленных в виде таблиц. 4. Поиск оптимальных условий технологического процесса прессования труб с внешним продольным оребрением. 5. Анализ изучаемого процесса и выводы по работе. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что понимают под ПФЭ? 2. Что понимают под ДФЭ? 3. Каким образом выбирается основной уровень и интервалы варьирования факторов? 4. В чем заключается проверка однородности дисперсий? 5. В чем заключается проверка оптической значимости коэффициентом модели? 6. Каким образом проводится анализ математической модели? 7. Каким образом производится проверка адекватности модели? 8. Объясните сущность поиска оптимальных условий метода Бокса-Уилсона. 9. Какой критерий применяется для выбора оптимальной геометрии прессового инструмента с целью получения труб с минимальной неравномерностью скоростей истечения?
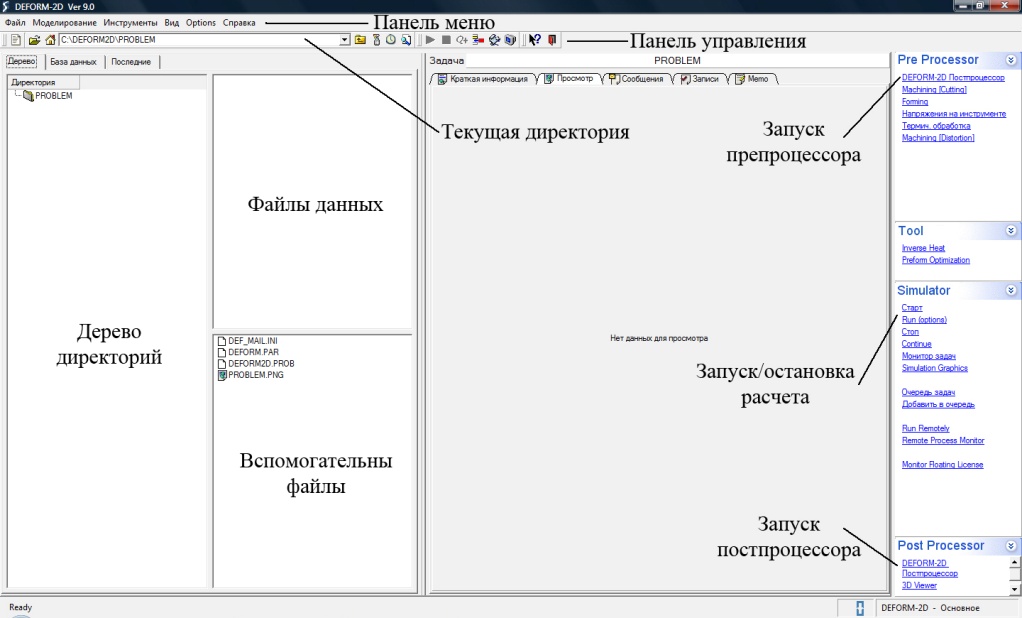
4 КОМПЬЮТЕНОЕ МОДЕЛИРОВАНИЕ Цель работы: компьютерное моделирование осадки цилиндрических заготовок из алюминия с помощью программного комплекса DEFORM-2D и анализ технологических параметров процесса, влияющих на характер распределения напряженно-деформированного состояния. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ Описание программного комплекса DEFORM-2D Программный комплекс DEFORM-2D предназначен для моделирования процессов ковки, объемной штамповки, волочения, прокатки, прессования и содержит следующие особенности: 1. Условное деление на препроцессор, процессор (решатель) и постпроцессор, что позволяет сделать работу для пользователя наиболее удобной и наглядной. 2. Представление всей информации в файле базы данных с расширением «bd», который создаётся в препроцессоре и содержит необходимую для расчёта информацию, а после осуществления моделирования дополняется результатами расчета и может быть использован для работы в постпроцессоре. 3. Поскольку в файле базы данных информация представляется в виде, удобном для расчёта, т.е. таком виде, чтобы решатель мог быстро прочитать этот файл и дописать в него полученную информацию, то файл базы данных имеет большой объём, поэтому перемещать и копировать файл базы данных в большинстве случаев неудобно. Поэтому в программе DEFORM-2D формируется небольшой файл с расширением «key», который в компактном виде содержит всю информацию, необходимую для создания базы данных. Создание новой задачи Запустите DEFORM-2D, указав левой кнопкой мыши (ЛКМ) последовательно Пуск → Программы → DEFORM-2D. Будет вызвано Главное окно DEFORM-2D, показанное на рис. 7.
Рис. 7. Главное окно DEFORM-2D Рассмотрите расположение панелей и кнопок. В верхней части окна находится Панель меню, содержащая меню: Файл, Моделирование, Инструменты, Вид, Настройки, Справка. Рассмотрим наиболее часто используемые команды меню – Файл и Моделирование. Меню Файл содержит команды, используемые для создания новых задач, и перемещения между директориями каталога операционной системы. Команда Новая задача Меню Моделирование необходимо для запуска задачи на расчет и управления задачами в ходе расчета. Для запуска задачи на расчет и аварийной остановки расчета используются команды Старт В левой части экрана в Главном окне расположено Дерево директорий, которое отражает текущее расположение задачи по отношению к Дереву каталогов. В активной строке Текущая директория указана директория (папка) являющая корневой в окне Дерево директорий. Создайте новую задачу, выбрав из меню Файл пункт Новая задача или нажав кнопку Появится окно Параметры задачи, в котором необходимо определить особенности моделируемого процесса. Не указывая тип решаемой задачи, нажмите кнопку Next, для того чтобы запустить препроцессор (тип задачи можно определить в препроцессоре). В следующем окне снова нажмите на кнопку Next, приняв, что задача создается в " домашней" директории (по умолчанию это директория «PROBLEM», расположенная в папке «DEFORM-2D»). В появившемся окне необходимо указать название задачи. Название задачи должно быть набрано английскими литерами без пробелов. Дайте название задачи, набрав OSADKA. Нажмите кнопку Finish, произойдет запуск препроцессора DEFORM-2D. Его интерфейс состоит из нескольких частей (рис. 8), а именно: Окно-дисплей (Display window), Дерево Объекта (Object Tree) и Данные объекта (Object Data). Также вверху экрана находится Панель меню и Панель управления, содержащие ряд кнопок. Наиболее часто используемые кнопки, расположенные на Панели управления представлены в приложении А. Нажмите кнопку Simulation controls Обратите внимание на то, что в Дереве объектов после создания задачи был создан всего один исходный объект, а именно Workpiece (заготовка). Этот объект выделен в Дереве объектов, а на Панели инструментов активен пункт Общее
Рис. 8. Интерфейс препроцессора
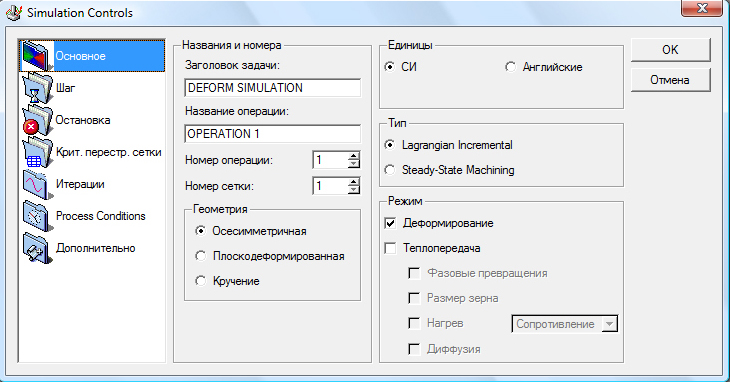
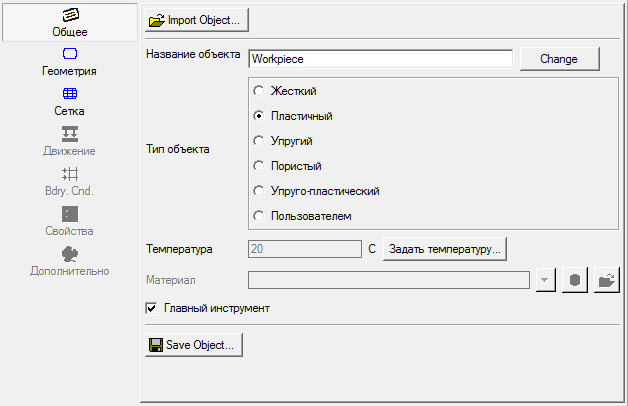
Рис. 9. Окно Настройки задачи Пункт Общее позволяет: 1) выбрать тип объекта участвующего в расчете (жесткий, упругий, пластичный, пористый и упруго-пластичный); 2) выбрать марку материала из библиотеки; 3) указать исходную температуру объекта;
Рис. 10. Пункт Общее из Панели инструментов 4) сохранять в отдельном файле и импортировать объект из задач, которые решались ранее. Все типы объектов используемые в DEFORM-2D кроме жесткого объекта, должны иметь сетку конечных элементов. Непосредственно под пунктом Общее на Панели инструментов располагается пункт Геометрия Построение модели заготовки По умолчанию при создании новой задачи программа сама создает в Дереве объектов один объект – заготовку. Геометрия объектов может быть получена построением по точкам, с помощью геометрических примитивов или импортирована из «dxf» и «igs» файлов. Пункт Геометрия содержит четыре закладки (рис. 11). Наиболее часто используемые кнопки пункта Геометрия представлены в приложении Б. По умолчанию осуществляется переход на закладку Инструмент, которая позволяет импортировать геометрию объекта из других программ, создавать геометрию с помощью примитивов, сохранять уже имеющуюся геометрию и т.д. Для создания и редактирования геометрии с помощью средств DEFORM-2D служит закладка Edit (редактирование), содержащая Поле ввода геометрии (пустая табличка) и вспомогательные кнопки. Построение геометрии может осуществляться по точкам (XYR) или с помощью отрезков-дуг (Line-Arc).
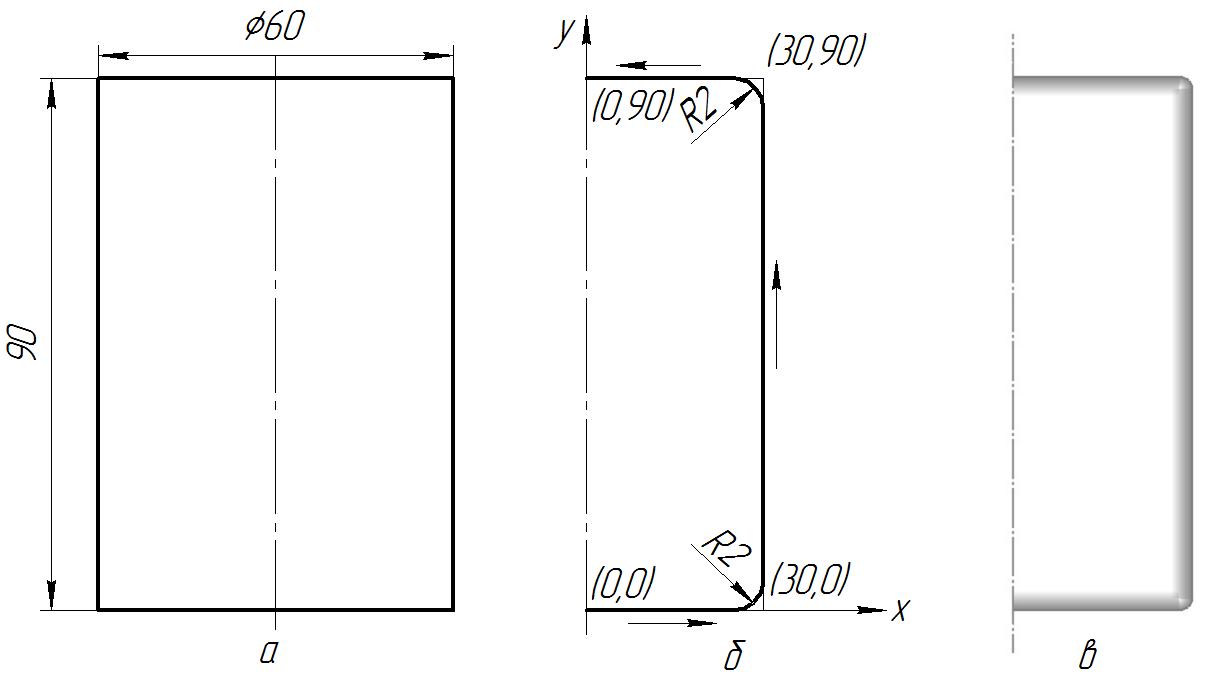
Рис. 11. Пункт Геометрия из Панели инструментов Так как исходная заготовка диаметром 60 мм и высотой 90 мм осесимметричная (рис. 12, а), то для моделирования достаточно рассмотреть ее правую часть.
Рис. 12. Геометрия заготовки Перейдите к закладке Edit (рис. 11). Нажмите ЛКМ на верхнюю левую ячейку Поля ввода геометрии, после чего последовательно введите значения, представленные на рис. 12, б. После ввода очередного значения, соответствующего данной ячейке, нажимайте на клавишу Enter, для перехода к следующей ячейке. После окончания ввода данных нажмите ЛКМ на кнопку Применить Разделение десятых долей осуществляется с помощью точки. При правильном вводе информации, введенные ранее значения должны выравниваться по правому краю ячейки. Нажмите кнопку Во весь экран Рассмотрите полученную геометрию цилиндрической заготовки на рис. 12, в. Обратите внимание на то, что с внутренней стороны поверхности располагается серая полоса, которая показывает направление обхода от начальной точки к конечной против часовой стрелки (определяет внутреннюю область объекта). Если серая полоса располагается с внешней стороны, то необходимо изменить направление обхода, нажав на кнопку Reverse После того как геометрия построена, ее желательно проверить. Нажмите кнопку Check
Рис. 13. Окно Check & Correct Geometry Вызовите для редактирования заготовку (укажите ЛКМ в Дереве объектов заготовку Workpiece) и убедитесь в том, что в пункте Общее стоит тип объекта «Пластичный», температура 20º С. Чтобы разбить модель заготовки на конечные элементы, выберите пункт Сетка Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 782; Нарушение авторского права страницы
 складывается из двух составляющих:
складывается из двух составляющих:  – действительное контактное давление на поверхности инструмента;
– действительное контактное давление на поверхности инструмента;  – давление, зависящее от условия затекания металла в отверстие.
– давление, зависящее от условия затекания металла в отверстие. , а высота лунок h =
, а высота лунок h = 
 ;
; 





 – отпрессованные длины элементов, полученных при истечении из каналов 1 и 2 соответственно.
– отпрессованные длины элементов, полученных при истечении из каналов 1 и 2 соответственно.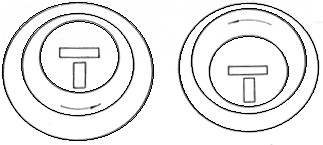

 – единичные векторы в направлении координатных осей факторного пространства.
– единичные векторы в направлении координатных осей факторного пространства.

 , по каждому фактору. Потом находят базовый фактор, для которого произведение оказалось наибольшим по абсолютной величине, и для него вычисляют «единичный шаг»
, по каждому фактору. Потом находят базовый фактор, для которого произведение оказалось наибольшим по абсолютной величине, и для него вычисляют «единичный шаг»  . После этого рассчитывают «единичные шаги» для всех остальных факторов
. После этого рассчитывают «единичные шаги» для всех остальных факторов




 позволяет создать новую задачу и запустить препроцессор, позволяющий задавать исходные данные. Команда Выход
позволяет создать новую задачу и запустить препроцессор, позволяющий задавать исходные данные. Команда Выход  позволяет выйти из программы.
позволяет выйти из программы. и Стоп
и Стоп  , вынесенные на Панель управления, расположенную непосредственно под Панелью меню.
, вынесенные на Панель управления, расположенную непосредственно под Панелью меню.  (настройки задачи), появится окно Simulation controls, в котором по умолчанию будет активна закладка Основное (рис. 9). Убедитесь в том, что в качестве системы измерения установлена система «СИ» (напротив надписи «СИ» должен стоять флажок) и выбран режим расчета деформаций (галочка напротив надписи «Деформирование»), а решаемая задача обладает геометрической осевой симметрией (флажок напротив «Осесимметричная»). Для завершения работы с окном Настройки задачи нажмите кнопку ОК.
(настройки задачи), появится окно Simulation controls, в котором по умолчанию будет активна закладка Основное (рис. 9). Убедитесь в том, что в качестве системы измерения установлена система «СИ» (напротив надписи «СИ» должен стоять флажок) и выбран режим расчета деформаций (галочка напротив надписи «Деформирование»), а решаемая задача обладает геометрической осевой симметрией (флажок напротив «Осесимметричная»). Для завершения работы с окном Настройки задачи нажмите кнопку ОК.  (рис. 10).
(рис. 10).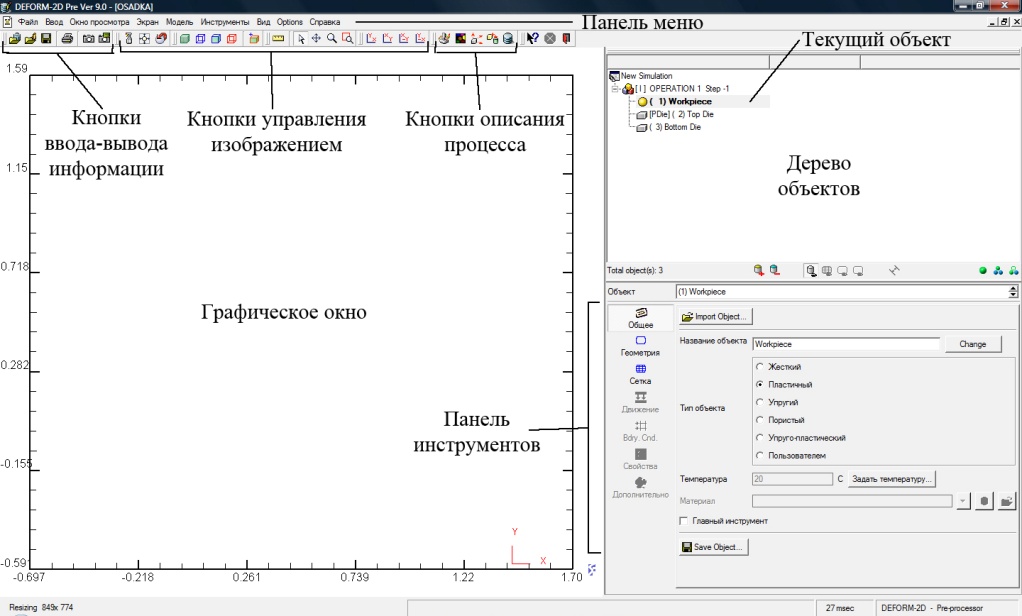
 , позволяющий работать с геометрией моделируемых объектов.
, позволяющий работать с геометрией моделируемых объектов.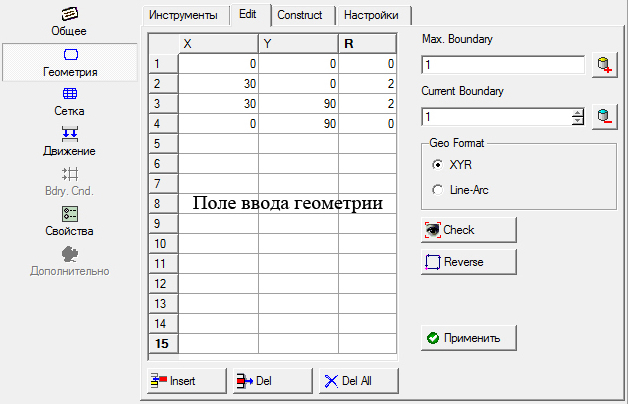
 .
. на Панели управления для автоматического масштабирования изображения (функция этой команды будет объяснена ниже).
на Панели управления для автоматического масштабирования изображения (функция этой команды будет объяснена ниже). (разворот). Если серую полосу не видно, то необходимо выбрать ЛКМ пункт Общее затем выбрать ЛКМ пункт Геометрия.
(разворот). Если серую полосу не видно, то необходимо выбрать ЛКМ пункт Общее затем выбрать ЛКМ пункт Геометрия.  (проверить), а затем в появившемся окне (рис. 13) нажмите на кнопку Check & Correct Geometry (проверить и исправить геометрию). Должно появится сообщение «Geometry is legal», которое сообщает о том, что геометрия была построена верно. Для возращения к пункту Геометрия нажмите ЛКМ клавишу ОК и еще раз ОК.
(проверить), а затем в появившемся окне (рис. 13) нажмите на кнопку Check & Correct Geometry (проверить и исправить геометрию). Должно появится сообщение «Geometry is legal», которое сообщает о том, что геометрия была построена верно. Для возращения к пункту Геометрия нажмите ЛКМ клавишу ОК и еще раз ОК. 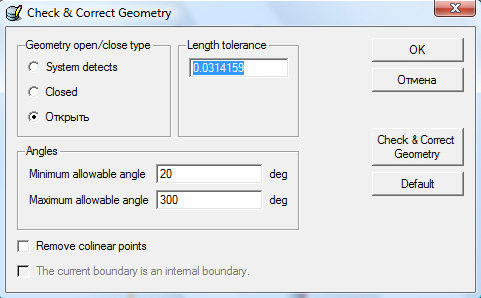
 , задайте количество конечных элементов 1000 и нажмите на кнопку Генерировать сетку. Обратите внимание на то, что после редактирования сетки конечных элементов напротив надписи Workpiece в Дереве объектов появилась надпись «undefined». Значок
, задайте количество конечных элементов 1000 и нажмите на кнопку Генерировать сетку. Обратите внимание на то, что после редактирования сетки конечных элементов напротив надписи Workpiece в Дереве объектов появилась надпись «undefined». Значок  означает, что необходимо присвоить материал заготовке (определить свойства материала заготовки).
означает, что необходимо присвоить материал заготовке (определить свойства материала заготовки).