|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация вспомогательного инструмента по видам оборудования и режущего инструмента.
1. Резцедержатели для призматических и круглых фасонных резцов. 2. Борштанги для расточных и токарных станков. 3. Оправки для крепления насадного инструмента. 4. Патроны для закрепления концевого инструмента. 5. Переходные втулки для закрепления инструмента. 6. Регулируемые расточные / обточные резцовые державки. 7. Резцовые головки для обработки плоских поверхностей. 182. Для осуществления тонкой настройки расточных и обточных резцовых державок (в пределах нескольких мкм) следует использовать: Для осуществления точной и тонкой настройки рекомендуется применять упругое деформирование резцовой державки (расточные оправки, борштанги). 183. Для устранения вибраций при расточке глубоких отверстий, в конструкциях борштанг и расточных державок следует предусматривать: При обработке глубоких отверстий с высокими частотами вращения и скоростями резания возникает опасность вибраций расточных державок и борштанг. Для устранения вибраций применяют средства виброгашения: а) введение дополнительных опор; б)применение специальных виброгасителей. 184. Контрольные приспособления предназначены для: Применяют для проверки заготовок деталей и узлов машин в тех случаях, когда эта проверка не может быть произведена с помощью универсального измерительного инструмента и калибров с достаточной точностью, либо совсем не возможна в условиях поточного автоматизированного производства. 185. К элементам контрольного приспособления относятся: Корпус, установочные элементы, зажимные элементы, измерительные элементы, вспомогательные. 186. Принцип установки детали в контрольном приспособлении: При проектировании контрольных приспособлений следует стремиться к совмещению измерительных и установочных баз. Несоблюдение этого условия допустимо, когда погрешность базирования не превышает 10…15% поля допуска на проверяемый размер для неответственной продукции. 187. Для чего применяется многомерный контроль?: Для повышения производительности контроля, а так же его качества, применяются многомерные контрольные приспособления. При каких условиях допускаются схемы контроля с несовпадением измерительной и установочной контрольной баз? Несоблюдение условия совмещения установочных и измерительных баз допустимо, когда погрешность базирования не превышает 10…15% поля допуска на проверяемый размер для неответственной продукции. Какое условие должно выполняться для применения многомерных контрольных приспособлений? 1. Проверяемые размеры должны быть проставлены от единой измерительной базы. 2. Совпадение этой базы с удобной для контроля установочной базой. 3. Возможность пересчета допусков на проверяемые размеры с учетом специфики многомерного контроля. 190. Какие требования предъявляются к зажимным устройствам контрольных приспособлений? Зажимные устройства в контрольных приспособлениях предупреждают смещение детали относительно измерительного устройства, обеспечивают плотный контакт установочных баз с опорами приспособления. Зажимные устройства должны развивать наибольшие, но стабильные усилия, должны быть быстродействующие. На какие типы делятся измерительные устройства контрольных приспособлений? 1. Предельные (безшкальные). 2. Шкальные. 3. Работающие по принципу нормальных калибров. 192. К предельным измерительным устройствам относятся: Предельные устройства не дают численных значений измеряемых величин, а лишь дают возможность разделить изделия на три группы: на годные и на 2 вида брака (устранимый / неустранимый). В контрольных приспособлениях применяются выдвижные или установочные скобы, щупы и др. Предельными являются электроконтактные датчики. Применяются в сочетании с устройством сортировки. Обеспечивают точность измерения порядка 1 мкм и до 25000 измерений без регулировки датчика. 193. К отсчетным измерительным устройствам относятся: Приспособления с отсчетными измерительными устройствами применяются при обычном и статическом контроле. Наиболее распространены индикаторные головки, различаемые по классу точности: 0 – погрешность 10 мкм, 1 – погрешность 15 мкм, 2 – погрешность 20 мкм (на один оборот стрелки). 194. Особенности пневматических измерительных устройств: Пневматические микрометры позволяют производить измерения с точностью 0, 2…0, 5 мкм. Так как у них отсутствует прямой контакт с деталью, у них больший срок службы. 195. Особенности электроконтактных измерительных устройств: 196. К вспомогательным устройствам контрольных приспособлений относятся: 1. Поворотные устройства – для проверки радиального или осевого биения. 2. Ползуны – для прверки прямолинейности, плоскостности, параллельности. 3. Выталкиватели, подъемные устройства и т.п. – для установки и снятия детали. 197. Передаточные механизмы контрольных приспособлений должны: 1. Прямолинейные. 2. Угловые (рычажные). Достоинства пружинных подвесов в передаточных механизмах контрольных приспособлений. Вопросы по конструкциям и схемам устройств, приспособлений и вспомогательного инструмента 1. Приведите 3 типовые конструкции опор неподвижных цилиндрических:
Рисунок 1 – Цилиндрические опоры 2. Приведите типовые конструкции опор неподвижных плоских:
Рисунок 2 – Опорные пластины 3. Приведите типовые конструкции опор плавающих:
Рисунок 3 – Плавающие опоры
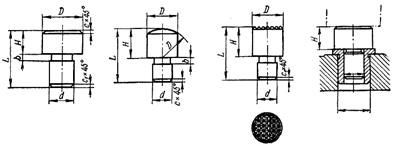
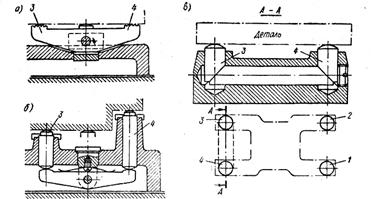
4. Приведите типовую конструкцию самоустанавливающейся опоры.(а) 5. Приведите типовую конструкцию подводимой опоры. (б) 6. Приведите 3 типовые конструкции регулируемых опор. (в) 7. Приведите примеры конструкций установочных призм.
8. Приведите примеры конструкций пальцев установочных цилиндрических:
9. Приведите примеры конструкций пальцев установочных срезанных:
Рисунок 11 – Срезанные пальцы 10. Приведите примеры конструкций пальцев установочных конических плавающих: 11. Приведите правильную конструкцию комплекта установочных элементов приспособления, состоящего из плоскости установочной, пальца установочного цилиндрического и пальца установочного ромбического: 12. Приведите правильную конструкцию комплекта установочных элементов приспособления, состоящего из плоскости установочной, плоскости направляющей и пальца установочного ромбического:
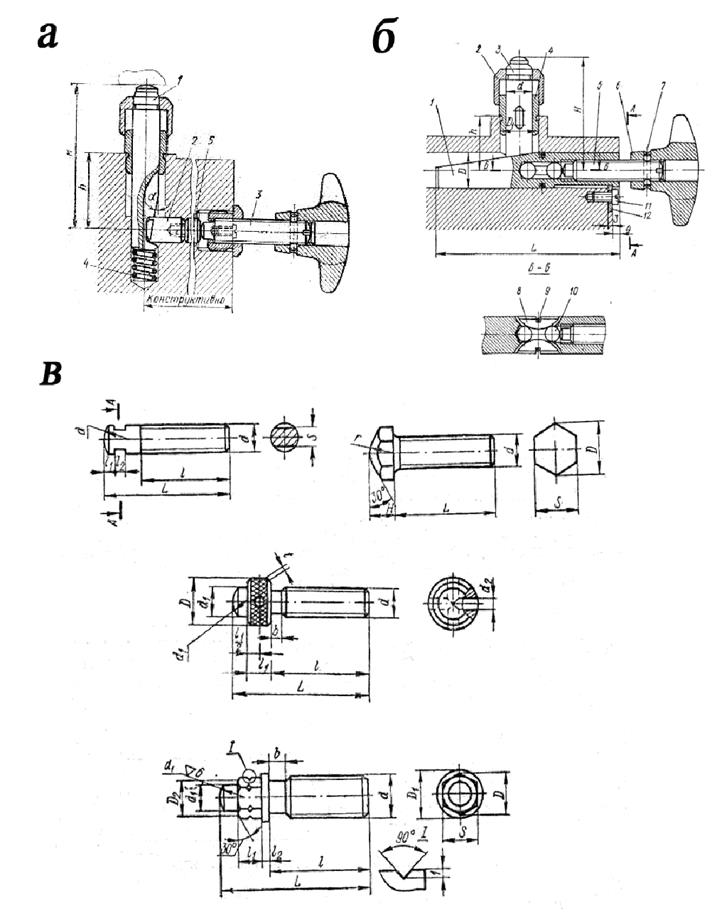
13. Приведите примеры конструкций установочных элементов для установки детали на конические (центровые) отверстия и для установки детали на конические фаски:
Рисунок - Установка конической фаской на срезанный центр для деталей типа труб, гильз 14. Приведите примеры конструкций установочных элементов для установки детали на конические (центровые) отверстия и конические фаски и плоскости перпендикулярные их осям. Плавающий поводковый центр (рис 25) состоит из самоустанавливающейся сферической шайбы 2 с рифлениями 1 на трех участках, центра 3 плавающей конструкции, который смонтирован в промежуточной втулке 4 и шайбы 5, являющейся упорной базой.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1252; Нарушение авторского права страницы