|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЭКСПЛУАТАЦИЯ СТАНОЧНОГО ОБОРУДОВАНИЯСтр 1 из 10Следующая ⇒
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Юго-Западный государственный университет» (ЮЗГУ) Кафедра машиностроительных технологий и оборудования
УТВЕРЖДАЮ Проректор по учебной работе __________О.Г.Локтионова __________________20___г.
ЭКСПЛУАТАЦИЯ СТАНОЧНОГО ОБОРУДОВАНИЯ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ методические указания по выполнению лабораторных работ
для студентов, 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств
ПрофильТехнология машиностроения
Очная, заочная формы обучения
Курск 2017 УДК 621.(076.1) Составители: Е.И.Яцун, А.А.Горохов
Рецензент Кандидат технических наук, доцент Малыхин В.В.
Эксплуатация станочного оборудования машиностроительных производств: методические указания по выполнению лабораторных работ/Юго-Зап. гос.ун-т; сост.: Е.И.Яцун, А.А.Горохов. Курск, 2017. 83 с.: ил. 37, табл.18, прилож.1, Библиогр.5: с.83.
Содержат сведения о способах нарезания резьб, зубчатых колес методом копирования и обката, методики и примеры расчета кинематических цепей и наладки станков на выполнение различных видов работ.
Методические указания соответствуют требованиям программы, утвержденной учебно-методическим объединением по специальностям автоматизированного машиностроительного производства (УМО АМ).
Предназначены для студентов направления 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств, очная форма обучения при изучении дисциплины «Оборудование машиностроительных производств».
Текст печатается в авторской редакции Подписано в печать ____________20____г. Формат 60х84 1/16 Усл.печ.л. 4, 81.. Уч.-изд.л. 4, 81. Тираж 100 экз. Заказ___. Бесплатно. Юго-Западный государственный университет. 305-40 г. Курск, ул.50 Лет Октября, 94.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Кинематическая наладка станка заключается в согласовании движений исполнительных органов. Методика наладки одинакова для большинства станков и не зависит от их сложности. Кинематическую настройку станка производят для обеспечения необходимых перемещений конечных звеньев кинематической цепи и для получения заданных формы и размеров детали, которая в основном сводится к определению параметров органа настройки. Расчетные перемещения звеньев определяют исходя из формы поверхности, которая должна быть образована на заготовке, и вида режущего инструмента. Затем по кинематической цепи составляют уравнение кинематического баланса, связывающее начальное и конечное перемещения, и находят зависимость параметра органа настройки от расчетных перемещений и постоянных цепи. Кинематическая структура станков зависит от геометрической формы, размеров обрабатываемой поверхности и метода обработки. Чем меньше необходимое число исполнительных формообразующих движений, тем меньше кинематических цепей в структуре станка, тем проще его кинематика и конструкция. Существенное значение имеют и другие факторы, например точность и шероховатость поверхности, динамика резания, условия обслуживания станка, а также экономические факторы. НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ 1.1. ЦЕЛЬ РАБОТЫ - изучить методы нарезания резьб на токарно-винторезных станках мод. 16Б16А, IK62, 16К2ОФ3 и последовательность их наладки. 1.2. ЗАДАНИЕ - произвести расчет наладки станка на нарезание различных типов резьб, подобрать сменые колеса гитары настройки, нарезать заданную резьбу на заготовке, осущвствить её контроль и составить отчет о проделанной работе. 1.3. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ 1) Токарно-винторезные станкн мод.16Б16А, IK62 и 16К20Ф3. 2) Резцы резьбовые. 3) Штангенциркуль с пределами измерений от 0 до 150 мм. 4) Резьбовой калибр. 5) Резьбомер.
ОБЩИЕ ПОЛОЖЕНИЯ На токарно-винторезных станках нарезают внутренние и наружные резьбы 6-8 классов точности в условиях единичного, мелкосерийного и серийного производства (Рис. 1).
Рисунок 1 – Нарезание наружной резьбы
Уравнение кинематических цепей от шпинделя к ходовому винту при нарезании резьб составляют из условия, чтобы за один оборот шпинделя суппорт с резцом переместился вдольоси заготовки на величину нарезаемой резьбы Т(Рис. 2).
а Салазки суппорта Резцедержатель
б Рисунок 2 - Структурная схема токарно-винторезного станка (а) и ШВП (б)
Уравнение кинематического баланса винторезной цепи: Т = lоб.шп. iUi t в, (1) где U - передаточное oтношение кинематической цепи от шпинделя к ходовому винту; t в - шаг ходового винта. U=U 2 iUкп (2) Здесь U 2 -передаточное отношение гитары настройки для нарезания резьб определенного типа - метрических, модульных или дюймовых, питчевых; Uкп-передаточное отношение кopобки подач. Подставив уравнение (2) в уравнение (I), получим: Т=U 2 iUкп - t в ilоб.шп, (3) откуда U2 = Т/1iUипtв (4) Шaг нарезаемой резьбы Т определяется следующим образом: 1) Метрическая резьба задается шагомТ в мм. 2) Дюймовая резьба определяется числом ниток n на дюйм I”, 1 дюйм=25, 4мм. Т = 25, 4 / n(5) 3) Модульная резьба Т=p m, мм (6) гдеm- модуль червяка, 4) Питчевая резьба определяется диаметралъным питчем(r), т.еТ = 25, 4p / rn(7) Диаметральный питч(r) -это число зубьев червячного колеса, приходящееся на 1" диаметра начальной окружности. Примечание: модульные и питчевые резьбы применяются только для нарезания червяков. Подставляя (5, 6, 7) а уравнение (4), можно определить, в зависимости от типа нарезаемой резьбы, передаточное отношение гитары настройки и подобрать сменные колеса. 1.5. ВАРИАНТЫ ЗАДАНИЙ Таблица 1
ПРИМЕРЫ НАСТРОЙКИ ВИНТОРЕЗНОЙ ЦЕПИ БЕЗ КОРОБКИ ПОДАЧ Пример 1. Произвести расчет настройки токарно-винторезного станка мод. 16Б16А на нарезание однозаходной метрической резьбы с шагом Т=1, 75 мм, Принимаем передаточное отношение кинематической цепи от шпинделя к ходовому винту (без гитары настройки) Uкп = 1; tв=6мм. Тогда T 1, 75 35 25 K M U2 = ¾ ¾ ¾ = ¾ ¾ = ¾. ¾ = ¾. ¾ F. Uкп. tв 1. 1. 6 60 50 L N
Проверяем гитару настройки по условию сцепляемости колес: K+L> M+15; 35+60> 25+15; M+N> L+15; 25+50> 60+15. Второе условие не выполняется. Меняем местами числители дробей или их знаменатели. Тогда получим: U2 =K/L. M/N=25/60. 35/50 Производим проверку K+L> M+15; 35+60> 25+15; M+N> L+15; 25+50> 60+15. Условие сцепляемости сменных зубчатых колес выполняется. Пример 2. Произвести расчет настройки токарно-винторезного ставка мод. 16Б16А для нарезания однозаходной дюймовой резьбы с числом ниток на 1” n = 3, 5. Принимаем: tв = 6 мм; Uкп = 1; 1” = 25, 4 мм =127/5 мм Тогда: K M Т 25, 4 25, 4 127 127 30 U2 (¾. ¾ ) = ¾ ¾ ¾ ¾ = ¾ ¾ ¾ ¾ = ¾ ¾ ¾ ¾ = ¾ ¾ ¾ ¾ = ¾. ¾ L N 1. Uкп . t b 1. 1. 6. n 1. 1. 6. 3, 5 6. 3, 5. 5 60 52
Производим проверку гитары настройки по условию сцепляемости колес K+L> M+15; 127+60> 30+15; M+N> L+15; 30 +52> 60+15. Условие сцепляемости сменных зубчатых колес выполняется. Пример 3. Произвести расчет настройки токарно-винторезного станка на нарезание однозаходного червяка ( К =1 ) модулем m = 3 мм. Принимаем tв = 6 мм. Шar модульной резьбы: Т=π. m мм (8) Принимаем π =3.1415926 = 22/7 ТогдаUг=(K/L∙ M/N)=π ∙ m/Uцепи∙ tв=22/7∙ 1∙ 6 Проверяем гитару настройки пo условию сцепляемости колес K+L> M+15; 35+60> 25+15; M+N> L+15; 25+50> 60+15. Для подбора сменных колес гитары настройки в комплект поставки станка входт набор колес с числом зубьев кратным пяти и счетным числом зубьев, а также специальные колеса с числом зубьев: Z = 47, 97, 127. Пятковый набор (число зубьев кратное пяти): Z =20, 25, 30, 35, 40, 45, 50, 55 и т.д. до 120. Четный набор(число зубьев краткое четырем): z=20, 24, 28, 32, 36, 40, 44, 48 и т.д. до 72.
1.7. НАРЕЗАНИЕ МНОГОЗАХОДНЫХ РЕЗЬБ, Непосредственное деление Метод непосредственного деления применяют при делении окружности на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. При непосредственном делении отсчет угла поворота осуществляют по градуированному на 360" диску с ценой деления 5. Нониус позволяет выполнять этот отсчет с точностью до 5', Угол а, град, поворота шпинделя при делении на z частей определяют по формуле: α =3600/z, (13) где z — заданное число делений. При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, сдедует прибавить величину, равную значению угла а, найденному по формуле (13). При непосредственном делении однозаходный червяк К (Рис. 9, б) поворотом валика поз. 6 (Рис. 9, а) выводят за зацеплнения с червячным колесом N (рис. 9, б6). После этого выводят фиксатор 9 из диска 8 и вручную за обрабатываемую заготовку или за диск 4 делительной головки поворачивают шпиндель. Отсчет поворота производят при помощи отверстий на тыльной стороне диска. Еслиуказанный метод деления неприемлем, то применяют простое деление.
а
б в Рисунок 9 – Схема установки (а), делительная головка (б) и схема простого деления (в) Простое деление Универсальная делительная головка (см. рис. 9, в) обеспечивает простое деление на z равных частей, которое выполняют вращением рукоятки 11 относительно неподвижного диска 8 согласно следующей кинематической цепи: 1/z=np(z1/z2)(к/N), np- число оборотов рукоятки; N- характеристика головки (обычно N=40). Тогда: В — число отверстий на одной из окружностей делительного диска. Сектор 10 (см. рис. 9, б) раздвигают на угол, ссответствующий числу А отверстий, и скрепляют линейки. Если левая линейка раздвижного сектора 10 упирается в фиксатор 9 рукоятки 11, то правая совмещается с отверстием, в которое нужно при очередном повороте ввести фиксатор, после чего правую линейку упирают в фиксатор. Пример 1. Если нужно настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 100, при характеристике головки N=40, то получаем: Следовательно, используют окружность делительного диска с числом отверстий В=30, а раздвижной сектор настраивают на число отверстий А = 12. При простом делении колеса гитары делительной головки a-b-c-d сняты, а шпиндель и заготовку поворачивают на заданный угол вращением рукоятки. Зa один оборот рукоятки шпиндель поворачивается на угол соответствующий 1/40, так как червяк k однозаходный, червячное колесо N имеет 40 зубьев, а передаточное отношение колес Z1 и Z2 равно единице. Для облегчения операции деления на оси делительного диска находится сектор с двумя раздвижными планками, которые устанавливают на угол, соответствующий числу промежутков nр. Число отверстий между раздвижными планками сектора, считая и то, в котором находится фиксатор, будет равно nр+1. Пример 2. Пусть Z = 35, тогда: 40 · k 8 · k nр = ——— = ———. 35 7 Выбрав k = 49, находим:
8 · 49 nр = ——— = 56. Следовательно, рукоятку необходимо повернуть на 56 промежутков по окружности, имеющей 49 отверстий, что соответствует: N 40 1 nр = ——— = ——— =1— Z 35 7 В случаях, когда нельзя подобрать делительный диск с нужным числом отверстий применяют дифференциальное деление.
Дифференциальное деление
Если нельзя подобрать на делительном диске 14 число отверстий, которое позволяло бы получить целое число промежутков Д, то следует выбрать приближенное число зубьев колеса Zn , близкое к заданному, но позволяющее получить целое число К. N · K D = ———. (17) Z n Для устранения ошибки в делении, т.е. для получения заданного числа зубьевZ, а не Zn, шпиндель следует повернуть дополнительно. Для этого устанавливают гитару сменных колес а, b, c, d, через которую шпиндель соединяется с делительным диском. Чтобы диск 8 свободно поворачивался, стопорная защелка 6 отводится (см. рис. 9, б). Фактически рукоятка поворачивается относительно диска на угол α, а сам диск при этом поворачивается на угол b. Повороом рукоятки на угол α → 40/Zn, обеспечивается поворот диска на угол: 1 а с b → — · — · —. Z b d
Тогда действительный поворот шпинделя головки будет равен: 40 40 1 а с — = — + — · — · — = α. (18) Z Z n Z b d
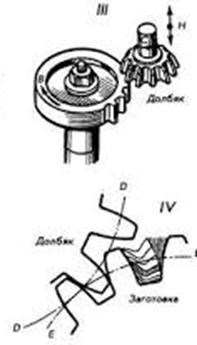
Отсюда находим передаточное отношение сменных колес гитары: а с 40 Uz = — · — = — (Z n - Z) b d Z n Желательно приниматьZn> Z , так как при этом условии делительный диск и рукоятка будут вращаться в одну сторону и не потребуется ставить дополнительное промежуточное колесо в гитару (реверс). Пример. Настроить делительную головку на нарезание колеса Z = 71. ПринимаемZn =72. ВыбираемК = 54. 5 · 54 D = —— = 30. Фиксатор устанавливаем на окружность с К = 54. Определяем передаточное отношение сменных колес гитары: а с 40 40 Uz = — · — = — (Z n - Z) = — (72 - 71) = b d Z n72 40 4 · 10 40 100 = — = ——— = — · ——; 72 8 · 9 80 90 a = 40; b = 80; c = 100; d = 90. Устанавливаем сменные колеса гитары, вводим их в зацепление. Поворачиваем рукоятку на 30 промежутков, т.е на 31 отверстие в растворе планок сектора и деление будет произведено. Обработка зубчатого профиля После выполнения всех ранее перечисленных этапов подготовки приступают к нарезанию зуба на глубину впадины Н, вращением винта вертикальной подачи и лимба. Эта операция выполняется вручную. По достижении глубины резения t = Н включают продольную автоматическую подачу. После обработки одной впадины автоматическую подачу отключают, опускают стол с заготовкой примерно на 1 мм и возвращают стол с заготовкой в исходное положение. Затем производят поворот заготовки на 1 зуб (шаг) и повторяют цикл нарезания до получения готовой детали.
Составление отчета 1) Дать краткое описание установки для нарезаняя цилиндрических прямозубых колес на горизонталъно-фрезерном станке мод.6Г81. 2) Показать схему нарезания зубчатого профиля по методу копирования с указанием движений формообразования. 3) По нормативам peжимов резания подобрать скорость резания и подачу и рассчитать частоту вращения шпинделя. 4) Составить уравнение кинематического баланса рабочей цепи главного движения. 5) Составить уравнение кинематического баланса рабочей цепи подач. 6) Произвести расчет настройки и начертить кинематическую цепь УДГ, используемую при делении заготовки. 7) Сделать выводы о проделанной работе. 2.9. Конрольные вопросы 1. Какие существуют методы для нарезания колес? 2. Описать метод копирования при нарезании зубчатых колес и где он применяется? 3. Как выбирают фрезу для нарезания зубчатого колеса? 4. Как обозначают фрезы, предназначенные для фрезерования зубчатых колес? 5. Область применения и технологические возможности горизонтально-фрезерного станка, модели 6Н81Г. 6. Что понимают под кинематикой станка? Порядок составления УКБ. 7. Что такое блок зубчатых колес? Схема блока, примеры ускоряющих и замедляющих передач (по кинематической схеме станка). 8. Запишите уравнение кинематического баланса максимальной и минимальной частоты вращения шпинделя. 9. Запишите уравнение кинематического баланса продольной подачи. 10. Какие движения необходимо иметь для формообразования зубчатых колес методом копирования? 11. Назначение делительной головки. Методы настройки делительной головки. 12. Простой метод деления. Привести пример и кинематическую схему делительной головки. 13.Дифференциальный метод деления. Кинематическая схема, формула настройки дифференциальной гитары делительной головки. ПРИЛОЖЕНИЕ Варианты заданий
Продолжение табл. 1
ЗАДАНИЕ Настроить зубодолбежный станок мод. 5107 на нарезание зуборезным долбяком (Рис. 1) цилиндрического прямозубого колеса (Рис.2).
а б Рисунок 3 – элементы зубчатого колеса (а) и формирование зуба колеса методом обката (б)
Рисунок 4 – Рабочий чертеж зубчатого колеса
Варианты заданий
Продолжение табл. 2
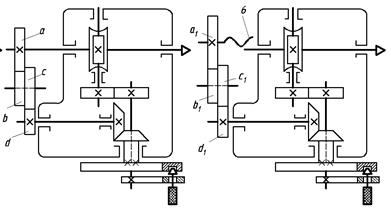
Движение резанияФv(П3) - движение простое, незамкнутое. Внутренняя связь группы состоит из простой кинематической поступательной пары “штоссель-станина". Внешняя связь передает движение от электродвигателя на штоссель. Кинематическая группа резания Фv(П3) настраивается по четырем параметрам: на скорость - набором шкивов; на путь - смещением пальца на кривошипном диске; на направление - этим же диском; на исходное положение - раздвижным шатуном. Движение подачи Фs(В2В3) - сложное с замкнутой траекторией. Внутренняя связь осуществляет согласование вращения долбяка и заготовки таким образом, чтобы имитировалось зубчатое зацепление (Рис. 5). Для настройки траектории этого движения имеется гитара обката i и реверс Р2, позволяющей обрабатывать колеса как с наружным, так и с внутренним зацеплением. В станке реверсирование во внутренней связи осуществляется путем установки двух колес 24 в 26 с числами зубьев 40-40 или трех колес 24, 25 и 26 с числами зубьев 29-29-59. (см.рис.5, б). Внешняя связь групп обеспечивает передачу движения от двигателя М во внутреннюю связь. Кроме траекторий движения подачи настраивается также его скорость - гитарой круговых подач L5 и направление - реверсом Р, . Реверсирование в данном случае необходимо для обеспечения равномерного износа правых и левых кромок долбяка, что увеличивает стойкость последнего. В станке, реверсирование осуществляется путем установки или демонтажа колес 19 и 20 (рис. 4) в цепи обката. Следует отметить, что расположение реверса P1 во внутренней связи усложняет наладку станка, так как перестройка реверса р1 при сохранении типа нарезаемого колеса (с внутренним или внешним зацеплением) вызывает - необходимость перестройки реверса Р2. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 377; Нарушение авторского права страницы