|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Настройка процесса фрезерования на высоту зуба
Эта настройка производится при вращающейся фрезе. В исходном положении межосевое расстояние А (см. рис. 8) должно быть больше суммы радиусов выступов нарезаемого колеса и фрезы: A > R b cp + R b k. (19) Глубина впадин зубчатого колеса равна высоте зуба H, т.e, H = 2, 25 m. (20) Сообщая вручную вертикалъную подачу столу, достигают контакта фрезы с заготовкой и это положение фиксируют на лимбе вертикальной подачи установкой на нулевую отметку, после чего продольной подачей стола вручную отводят заготовку от фрезы в начальное положение для фрезерования. Обработка зубчатого профиля После выполнения всех ранее перечисленных этапов подготовки приступают к нарезанию зуба на глубину впадины Н, вращением винта вертикальной подачи и лимба. Эта операция выполняется вручную. По достижении глубины резения t = Н включают продольную автоматическую подачу. После обработки одной впадины автоматическую подачу отключают, опускают стол с заготовкой примерно на 1 мм и возвращают стол с заготовкой в исходное положение. Затем производят поворот заготовки на 1 зуб (шаг) и повторяют цикл нарезания до получения готовой детали.
Контроль обработанного зубчатого колеса Метод копирования при изготовлении зубчатых колес используется в индивидуальном производстве и при выполнении ремонтных работ, а в отдельных случаях его используют в серийном производстве для предварительной обработки. Зубчатые колеса, полученные по методу копирования, имеют 9...10 степени точности. Контролъ полученного зубчатого колеса можно проводить по толщине зуба с помощью штангензубомера или по длине общей нормали. Составление отчета 1) Дать краткое описание установки для нарезаняя цилиндрических прямозубых колес на горизонталъно-фрезерном станке мод.6Г81. 2) Показать схему нарезания зубчатого профиля по методу копирования с указанием движений формообразования. 3) По нормативам peжимов резания подобрать скорость резания и подачу и рассчитать частоту вращения шпинделя. 4) Составить уравнение кинематического баланса рабочей цепи главного движения. 5) Составить уравнение кинематического баланса рабочей цепи подач. 6) Произвести расчет настройки и начертить кинематическую цепь УДГ, используемую при делении заготовки. 7) Сделать выводы о проделанной работе. 2.9. Конрольные вопросы 1. Какие существуют методы для нарезания колес? 2. Описать метод копирования при нарезании зубчатых колес и где он применяется? 3. Как выбирают фрезу для нарезания зубчатого колеса? 4. Как обозначают фрезы, предназначенные для фрезерования зубчатых колес? 5. Область применения и технологические возможности горизонтально-фрезерного станка, модели 6Н81Г. 6. Что понимают под кинематикой станка? Порядок составления УКБ. 7. Что такое блок зубчатых колес? Схема блока, примеры ускоряющих и замедляющих передач (по кинематической схеме станка). 8. Запишите уравнение кинематического баланса максимальной и минимальной частоты вращения шпинделя. 9. Запишите уравнение кинематического баланса продольной подачи. 10. Какие движения необходимо иметь для формообразования зубчатых колес методом копирования? 11. Назначение делительной головки. Методы настройки делительной головки. 12. Простой метод деления. Привести пример и кинематическую схему делительной головки. 13.Дифференциальный метод деления. Кинематическая схема, формула настройки дифференциальной гитары делительной головки. ПРИЛОЖЕНИЕ Варианты заданий
Продолжение табл. 1
Число оборотов рукоятки делительного диска при простом делении
Число оборотов рукоятки делительного диска при дифференциальном делении
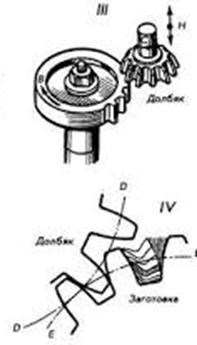
3. ЛАБОРАТОРНАЯ РАБОТА № 3 НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ПРЯМЫМ ЗУБОМ МЕТОДОМ ОБКАТА
ЗАДАНИЕ Настроить зубодолбежный станок мод. 5107 на нарезание зуборезным долбяком (Рис. 1) цилиндрического прямозубого колеса (Рис.2).
а б Рисунок 3 – элементы зубчатого колеса (а) и формирование зуба колеса методом обката (б)
Рисунок 4 – Рабочий чертеж зубчатого колеса
|
Последнее изменение этой страницы: 2017-05-11; Просмотров: 358; Нарушение авторского права страницы